
热浸锌工艺, 应用于钢构件, 网址为。
1、技术要求
网壳构件含马道、扶梯等构件以及屋面檩条的防腐, 钢材在酸洗前要进行喷砂除锈, 除锈等级要达到Sa2.5级标准, 酸洗要达到Be级标准, Stahlbau防腐用热浸镀锌, 镀锌层的技术要求、试验方法以及厚度必须符合(GB/-2002)规定且不少于60靘, 网壳构件和屋面檩条的防腐性能要达到15年免维护的质量要求。2、还有热浸锌加工工艺说明。
热浸锌, 作为一种能起到有效金属防腐作用的方式, 在各行业的金属结构设施方面已被广泛运用。热浸锌是把除锈后的钢构件浸到大概600℃高温融化的锌液里, 这会让钢构件表面附着锌层, 本工程针对钢构件的镀锌层有着厚度不少于60靘的要求。热浸锌是在高温的状况下开展的。对于管形构件而言应该使其两端保持开敞。要是两端封闭的话会导致管内空气膨胀进而致使封头板爆裂, 这样就会引发安全事故。要是一端封闭的话锌液流通会不顺畅, 容易在管内积存起来。还有热浸锌的Prozess.
4、热浸锌的Qualitätskontrolle措施锌层厚度的量度

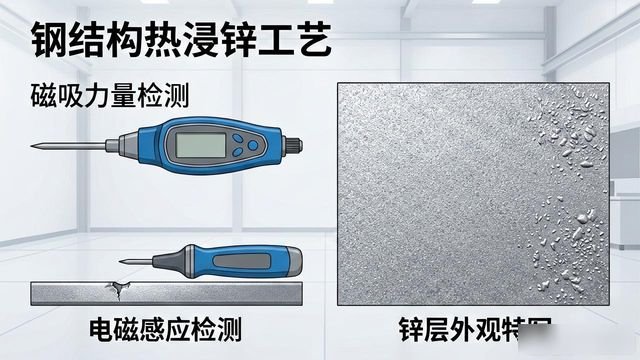
可用破坏性或非破坏性方法去量度锌层的厚度, 不过, 在绝大多数情形里, 采用非破坏性方法进行试验就已足够。磁性的非破坏性检测仪器分成两类, 一类是量度钢铁和一永久磁针的磁吸力, 另一类是应用电磁感应原理。在任何一个阶段都能够对热浸锌构件做非破坏性试验, 用以计算剩余的锌层厚度。锌层外观。
锌层外观呈现出不同表现差, 此种差异往往是因钢铁材质自身具备的特性而导致的, 然而锌层的接受程度应当依据其防锈能力以及长期使用时的表现来进行判断。暗灰锌层。
在钢铁生产进程里, 偶尔会往其中添加矽当作驱气剂, 然而矽又会加快钢铁与热锌溶液的反应速度。当热浸锌的工件于锌缸吊起且处于高温状态时, 这个反应依旧持续进行, 从而致使全面或者局部的表面纯锌层转变为锌铁合金层, 此锌铁合金层相较于纯锌层, 颜色会显得更为灰暗, 要是使其暴露在大气中一段时间后, 其暗灰色就会变得没那么明显了。反应钢铁的锌铁合金层会比一般低矽钢材更厚, 也就是寿命更长。锌铁合金层的防锈能力不会比纯锌层低, 在一些酸性工业区, 它比纯锌层更为适宜。可提供更佳抗磨损能力的是锌铁合金层, 然而厚的锌层要是被不小心进行吊装, 那么相对来说就存在着较大的脱落危险, 所以务必要小心处理, 铁染锈渍。
完好且可作长期防锈的热浸锌层, 有时会被铁锈渍沾上, 或者被染色, 这有可能会被错误引导成锌层不合格, 或者在视觉上不被接受, 这点可能是由一个或多个以下原因所造成的: 其一, 热浸锌工件与没有保护或者保护不足的钢铁触碰, 比如说热浸锌工件接上没有保护、电镀或者油漆的铁螺母;其二, 热浸锌的表面沾上了由其他工序所产生的铁屑。
3.存在没保护或者保护不够的钢铁件, 锈水从中排出(就像油漆工件破损的位置那样) , 因酸液进到焊路上的针孔或者缝隙里 , 在热浸锌工件上进行烧焊, 然而之后未加恰当的防锈保护 , 要防止铁染锈渍, 该结构件的所有部分都得进行有效的防锈保护 , 螺栓以及螺母等同样要做热浸锌处理 , 焊路应尽可能是连续的, 以免被酸洗液渗透进去 , 并且应不存在焊渣 , 要是必须在热浸锌工件上做烧焊加工, 经过烧焊的位置一定要彻底清理以及做出修复。因外界致使的铁锈渍以及染色, 均不会对锌层寿命产生影响, 然而, 受污染的部位或许需要进行清理, 以此增进结构件的外观, 通常能够使用钢丝刷或者洗涤粉来进行清理,从而恢复完好的锌层表面, 一般较为粗糙。
国际标准规定热浸锌层得是平滑的, 不过又表明在钢铁结构件上的平滑定义, 不能拿其他自动化生产的产品像热浸锌钢板、铁线或者水管当成评定基准。不平均的锌层常常是因钢材里的成分以及表面情况致使锌铁合金层不平均生长造成的, 不平均的锌层一般有着比一般锌层厚的特性, 进而有着较耐久的寿命, 然而也有可能引发不满, 或者对工件的预设用途产生影响。肿块及流水痕, 怎么回事, 到底是怎么形成的, 它们又会带来哪些后果, 这一系列问题都值得深入探究, 为什么会出现肿块, 流水痕又是因为什么出现的,它们对整个热浸锌层的质量以及最后的使用效果会作用, 这些繁杂的情况又该如何去准确理解和妥善处理。
肿物以及流水的痕迹, 是因工件于锌缸当中被吊起之际, 那些尖锐或者薄的部件出现不平均的排锌情况而造成的, 不过对于锌层的寿命而言并无影响。粉刺。
热浸锌表面出现的粉刺, 是由浮渣引发的, 浮渣是锌缸内的锌铁合金悬浮粒子, 而这可能是工件在前处理后带往锌缸时表面残留的铁所造成的, 也或许是清理缸底锌渣时导致的。浮渣具备与纯锌一样的防锈能力, 倘若其在锌层表面呈现为细小分散的微粒状态, 那是能够被接受的。白锈即潮湿储存斑。
潮湿储存斑, 是热浸锌工件表面的白色氧化物, 还有暗灰的斑渍, 其形成原因在于, 工件在潮湿环境中, 被紧密重叠存放, 或者被运送。白锈形成后, 其底部要么变成暗灰色, 要么变成黑色。要防止白锈产生, 热浸锌后的工件, 在存放时, 应当保持干燥及空气流通的环境, 在运送时, 同样应当保持干燥及空气流通的环境, 比如在户外存放, 其表面不应被重叠, 因为空气的流通, 能够防止凝露及湿气的积存。存放方式若是紧密式的, 应当避免, 因为毛细管作用, 会把水分汲进重叠位置的内部, 工件也不应该与地面紧贴着存放, 如果工件的明亮表面很是重要, 那么可以在表面涂上一层像清漆之类的油漆, 从而维持明亮的外观。严重的锈渍要予以除去, 方法通常能使用钢刷或者轻度研磨, 把白锈用化学品清除应是最后的办法, 并且必须要用大量的清水彻底清洗 , 助镀剂斑渍。
于热浸锌工序里面, 会用到助镀剂, 残余的助镀剂或许会附着在工件表面, 受潮之后形成白锈, 虽说这是表面的情况, 然而助镀剂斑点有可能损害锌层的寿命, 为此应当予以去除。裸露点。
因为锌具备牺牲防蚀保护的作用, 宽度是5mm的细小局部缺陷能够自我修复, 只是对锌层寿命有着轻微的影响。因为生产工序存在问题, 从而形成的不上锌位置, 会由浸锌厂进行检验, 并且作出修复或者返工处理。然而有些裸露点是由于钢材本身的缺陷引发的, 像折叠位置, 还有在轧钢时把一些非金属于杂质压在钢铁表面, 进而导致不能上锌。













Keine Kommentare