
大家都知道, 在通过CAM软件开展数控编程的进程里, Prozessparameter的挑选相当要紧, 这不但极大程度影响着所要加工零件的质量, 甚至能够决定机床功效的施展以及安全生产的顺畅推进。本文的笔者针对模具零件的特性, 剖析了模具零件数控铣削加工编程中工艺参数的选择对加工质量所产生的影响, 并且结合实际情况介绍了模具数控加工中CAM编程时工艺参数的设定方式与原则。
一、引言
模具制造业中, 数控加工技术有着广泛应用, 像数控铣削, 镗削, 车削, 线切割还有电火花加工等, 其中数控铣削是复杂模具零件的主要加工方法, 数控设备为精密复杂零件加工提供了基本条件, 然而要达成预期加工效果, 编制高质量数控程序是不可或缺的, 缘由在于数控加工程序不但涵盖零件工艺过程, 并且还包含刀具形状与尺寸、切削用量以及走刀路径等工艺信息。关于简单的模具零件, 一般会采用手工编程的方式, 对于复杂的模具结构部件, 常常需借助CAM软件制造完成加工程序, 像Pro/啊、UG呀等等。不管是手工进行编程或者是计算机辅助来完成编程, 于编制程控加工程序期间, 挑选出合理的工艺数值, 是编出高质量加工程序的基础条件。
二、刀具的选择
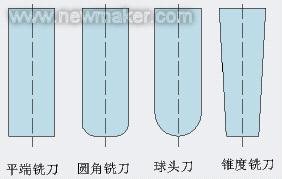
于模具型腔数控铣削加工里头, 刀具的挑选直接对模具零件的加工质量产生影响, 还会影响加工效率以及加工成本, 所以正确进行刀具的选择具备十分关键的意义。在模具铣削加工时, 常用的刀具包含平端立铣刀, 同时还有圆角立铣刀, 另外还有球头刀以及锥度铣刀等, 就如同图1所展示的那般。

图1 刀具定义
在模具型腔加工时刀具的选择应遵循以下原则:
1.根据被加工型面形状选择刀具类型
处于凹形表面状况下, 于半精加工以及精加工阶段, 应当挑选球头刀, 鉴于此可获取优良的表面质量, 然而在粗加工时适配平端立铣刀或者圆角立铣刀为佳, 这是由于球头刀切削条件欠佳;针对凸形表面而言, 粗加工时通常选用平端立铣刀或者圆角立铣刀, 不过在精加工时选择圆角立铣刀适宜, 这是因为圆角铣刀的几何条件相较于平端立铣刀更为优越;对于带有脱模斜度的侧面, 适宜运用锥度铣刀, 尽管采用平端立铣刀借助插值方法也能够加工出斜面, 但是会致使加工路径变长进而影响加工效率, 与此同时会增大刀具的磨损程度从而影响加工精度。
2.根据从大到小的原则选择刀具
一般来说, 有多个类型曲面组成的模具型腔, 在进行加工期间于通常情况下是没办法选用一把刀具达成整个零件加工的。
不管是进行粗加工, 还是开展精加工, 都应当尽可能去挑选大直径的刀具, 原因在于刀具直径要是越小的话, 那么加工路径就会越长, 进而导致加工效率降低, 与此同时, 刀具的磨损会致使加工质量出现明显的差异。
3.根据型面曲率的大小选择刀具
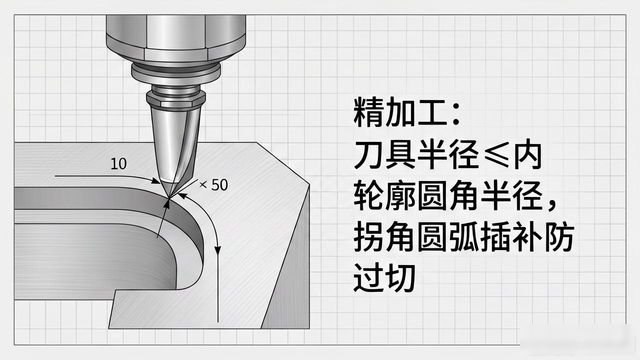
进行精加工之际, 所使用的最小刀具的半径应当小于或者等同于被加工零件之上的内轮廓圆角半径, 特别是在实施拐角加工之时, 要选用半径小于拐角处圆角半径的刀具, 并且以圆弧插补的方式予以加工, 如此能够避免采用直线插补进而出现过切现象;开展粗加工之时候, 鉴于尽可能采用大直径刀具的原则, 通常选择的刀具半径较大, 此时需要考量的是粗加工之后所留存的余量是否会给半精加工或者精加工刀具带来过大的切削负荷, 由于较大直径的刀具在零件轮廓拐角处会留下更多的余量, 这常常是精加工过程中出现切削力的急剧变化致使刀具损坏或者栽刀的直接缘由。
4.粗加工时尽可能选择圆角铣刀
一方面, 圆角铣刀于切削之际, 能在刀刃跟工件相接触的从0°至90°这个范围以内, 给出相对比较连续的切削力变化, 这不但对于加工质量有益处, 而且会让刀具寿命大幅延长;另一方面, 在进行粗加工之时选用圆角铣刀, 跟球头刀相比较, 具备良好的切削条件, 跟平端立铣刀相比较, 能够留下较为均匀的精加工余量, 如图2所示, 这对于后续加工是非常有利的。
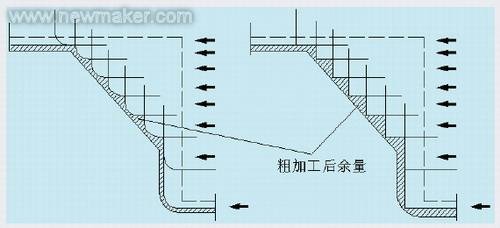
图2 圆角铣刀与平端铣刀粗加工后余量比较
三、走刀方式和切削方式的确定
走刀方式, 乃是用于指明加工进程里刀具轨迹出现的分布样式。切削方式, 是用来表明加工之际刀具相对于工件所产生的运转方式。于数控加工当中, 切削方式以及走刀方式的挑选, 会直接对模具零件的加工质量以及加工效率造成影响。其挑选的原则是, 依据被加工零件表面的几何特性, 在确保达到加工精度的情况时, 将切削时间尽力做得尽可能短, 在进行切削的过程里让刀具受力维持平稳状态。
1.走刀方式
于模具加工里头, 常用的走刀方式含有单向走刀、往复走刀以及环切走刀这三种形式, 像图3所展示的那样。当中, 图3a是单向走刀方式, 于加工期间切削方式维持不变, 如此能够确保顺铣或者逆铣的一致性, 不过因增添了提刀以及空走刀, 切削效率偏低。在粗加工时, 鉴于切削量比较大, 通常选用单向走刀, 用以保证刀具受力均匀以及切削过程的稳定性。图3b是往复走刀方式, 在加工进程中不进行提刀而开展连续切削, 加工效率较高, 然而逆铣和顺铣交替实施, 加工质感较差。一般而言, 于粗加工之际, 鉴于切削量颇大, 故而不适宜采用往复走刀, 然而, 在半精加工以及表面质量要求并非严苛的精加工之时, 则能够选用往复走刀。图3c属于环切走刀方式, 其刀具路径系由一组封闭的环形曲线所构成, 于加工进程之中不会提刀, 采用顺铣或者逆铣切削方式, 乃是型腔加工时常会用到的一种走刀方式。
图3 走刀方式
2.铣削方式
铣削方式的做出选择, 会直接对加工表面质量产生影响, 还会影响刀具耐用度, 以及影响加工过程的平稳性。当采用圆周铣削时, 依据加工余量的大小情况, 还有表面质量的要求状况, 应当合理去选用顺铣和逆铣。一般而言, 在粗加工过程中, 因为余量比较大, 所以应当选用逆铣加工方式, 以此来减小机床的震动。在精加工的时候, 为了能够达到精度以及表面粗糙度的要求, 应该选择顺铣加工方式。在采用端面铣削这个操作的时候, 要依据所加工材料存在的不同情况, 去选用不一的铣削方式, 一般而言, 当加工高硬度材料情况下应选用对称铣削 , 在加工普通碳钢以及高强度低合金钢这种情形时, 应选用不对称逆铣, 如此能够延长刀具的使用寿命, 进而能得到较好的工件表面质量 , 在加工高塑形材料时应选用不对称顺铣, 目的在于提高刀具的耐用度。
四、刀具的切入与切出

于模具型腔展开数控铣削之际, 鉴于模具型腔的复杂程度, 可以弄明白, 常常得历经多次替换不同的刀具, 才可达成针对模具零件的加工操作。于粗加工之时, 可以知晓, 每次进行加工之后, 残留余量所形成的几何形状是处于改变状态的。于下次进刀之际, 要是切入方式的选择并不恰当, 极易引发栽刀事故。于精加工之时可以明确, 切入以及切出的时候, 切削条件的改变常常会致使加工表面质量产生差异。所以能够明确, 合理地挑选刀具切入、切出方式具备相当关键的意义。常见的CAM软件所给予的切入切出形式存有, 刀具垂直地切入切出工件, 刀具凭借斜线切入工件, 刀具依照螺旋轨迹下降切入工件, 刀具借助预加工工艺孔切入工件, 以及刀具通过圆弧切入切出工件。
其中, 刀具垂直切入工件, 此为最简单的方式, 也是最常用的方式, 它适用于能从工件外部切入的凸模类工件的粗加工, 还适用于此种工件的精加工, 并且适用于模具型腔侧壁的精加工;刀具以斜线切入工件, 这常用于较软材料的粗加工, 同时, 刀具以螺旋线切入工件, 此也常用于较软材料的粗加工;通过预加工工艺孔切入工件, 这是凹模粗加工常用的下刀方式;圆弧切入工件, 此方式能消除接刀痕, 而圆弧切出工件, 同样能消除接刀痕, 所以圆弧切入切出工件常用于曲面的精加工。在此需要予以说明的是, 于粗加工型腔之际, 要是运用单向走刀(Zig)这种方式, 通常而言, CAD/CAM系统所提供的切入方式乃是一个加工操作起始之时的切入方式, 并非对加工进程里每一次的切入方式进行定义, 此问题有时会成为致使刀具或者工件遭受损坏的主要缘由,解决这一问题的其中一种办法是采用环切走刀方式或者双向走刀方式, 另外一种办法是缩减加工的步距(Step – over), 从而让背吃刀量小于铣刀半径。
五、切削参数的控制
对加工质量、加工效率以及刀具耐用度有着直接影响的是切削参数的选择。和切削相关的参数在CAM软件中主要有主轴转速(), 还有进给速率(Cut feed), 以及刀具切入时的进给速率(Lead in feed rate), 步距宽度(Step-over), 另外也有切削深度(Step depth)等。
1.主轴转速
主轴转速通常是依据切削速度予以计算的, 其有着特定计算公式, 等式为: n等于1000乘以Vc再除以πd , 在这个式子中, d指的是刀具直径, 单位是mm , 而Vc是切削速度, 单位是m/min。切削速度的选取跟刀具的耐用度紧密相关联, 当工件材料、刀具材料以及结构被确定下来之后, 切削速度便成为对刀具耐用度产生影响的最为主要的因素, 切削速度过低或者过高都会致使刀具耐用度急剧地下降。在模具进行加工这点上, 特别是针对模具的精加工这个环节, 应当尽可能地防止在中途的时候更换刀具 , 以此来获取较高的、关于加工方面的质量 , 所以呢 , 应该结合刀具所具备的耐用度 , 认真仔细地去挑选切削速度。
2.进给速度与刀具切入进给速度
模具零件加工精度以及表面粗糙度会被进给速度的选择直接影响, 其计算公式是F=nzf, 其中n是主轴转速(r/min), z是铣刀齿数, f是每齿进给量(mm/齿) , 每齿进给量的选取由工件材料力学性能、刀具材料以及铣刀结构决定, 工件硬度和强度越高, 每齿进给量越小, 硬质合金铣刀比同类高速钢铣刀每齿进给量高, 当加工精度和表面粗糙度要求较高时, 要选择较低的进给量, 刀具切入进给速度应小于切削进给速度。
3.吃刀量
机床、工件还有刀具刚度等因素, 对吃刀量大小起到主要限制作用, 其选择原则是, 在满足工艺要求以及工艺系统刚度许可的状况下, 尽量选用大些的吃刀量去提高加工效率, 为保证加工精度和表面粗糙度, 要留出0.2至0.5mm的精加工余量, 粗加工时, 余量切除常常采用层切方法, CAM编程时, 需要设置每一层的切削深度以及最大步距宽度, 实际步距通常和工件形状存在关联。
于进行精加工之际, 吃刀量的选取是同表面粗糙度存在关联的, 在CAM软件当中一般会给出两种用于控制表面粗糙度的参数: 步距宽度()以及残留高度()。当采用步距宽度来控制表面粗糙度之时, 步距宽度越小的话, 表面粗糙度也就越小, 然而加工路径以及加工时间却会大幅延长, 所以步距宽度不适宜设置得太小, 于实践过程中能够借助改变半精加工和精加工走刀路径的方式(二者呈正交关系)来改善表面质量;当采用残留高度控制表面粗糙度之际, 步距宽度会按照工件形状自行调整。
六、其他参数
在模具数控加工编程之时, 除了上述那些参数的设定以外, 还有工坐标系(Work)的相关设定, 还有诸如刀具快速运动平面的值(Rapid Plane)的安排, 还有加工安全平面( Plane)取值, 还有加工余量参数()的确定的值也要如此这般规范, 以及后置处理参数等都得进行设定。设定工件坐标系时, 一般而言应让其与工件的工艺基准相互重合, 刀具快速运动平面以及加工安全平面的选择, 要结合工件形状和夹具结构, 在确保实现安全的状况下, 尽可能减小空刀行程, 对于加工余量的选择而讲, 不适合过小或者过大, 过小的话容易致使粗加工时出现过切, 过大便会对精加工质量产生影像, 后置处理参数需要借助数控机床控制系统的特点予以设定。总之, 数控编程针对模具零件具备极大灵活性, 唯有正确领会上述工艺参数, 于实践里持续予以总结, 方可编排出高质量加工程序, 从而加工出高质量模具零件。













Keine Kommentare