
Wenn sich beim Schweißen die Form und Größe des zu schweißenden Werkstücks aufgrund des ungleichmäßigen Temperaturfelds ändert, spricht man vonVerformung beim Schweißen. Heute werden wir herausfinden, die Bildung von Schweißen Verformung ist die Ursache für das, was, und die Existenz von denen kontrolliert werden können Methoden?
Schweißen Verformung der Ursachen und Kontrolle Methoden der Jingle
Schweißen Verformung ist sehr schädlich, Kontrolle Verformung Material Arbeiter eingerichtet;
MaterialeigenschaftenHohe Schlagzähigkeit, geringe Ausdehnung und hohe Elastizität Verformung ist gering;
ProzessparameterSeien Sie klar und schweißen Sie richtig;
Dünne Bleche werden mit geringem Strom geschweißt, dicke Bleche werden mit mehreren gleichmäßigen Lagen geschweißt;
Die Konstruktion sollte einfach sein und die Platten können durch Stahlprofile ersetzt werden;
Dickes Blech anstelle von dünnen Blechteilen, weniger Rippenblechschweißnähte;
Die Schweißnaht sollte symmetrisch verlaufen und nur wenig Spannungsverschiebung aufweisen;
Es gibt viele Möglichkeiten, die Verformung zu kontrollieren und die Parameter so zu gestalten, dass man das entsprechende Know-how findet;
Am häufigsten werden gegenläufige Variablen verwendet, die genügend Spielraum lassen, um eine Schrumpfung zu verhindern;
Komplexe Strukturen werden vereinheitlicht und gespleißte Baugruppen weisen geringe Verformungen auf;
Schweißnähte sind strukturell asymmetrisch und sind am effektivsten, wenn weniger Nähte beginnen;
Machen Sie sich keine Mühe mit symmetrischen Schweißnähten, eine gleichmäßige Anzahl von Arbeitern schweißt zur gleichen Zeit;
Lange Schweißnahtverformung, doppelt symmetrisches Gegenschweißverfahren;
Auch das Einzelschweißen ist möglich, wobei das segmentweise Schweißen am praktischsten ist;
Erkennen Sie die Art der Verformung und lösen Sie das Problem mühelos;
Praktische Erfahrungen sind sehr wichtig und sollten von allen beachtet werden.
Ursachen der Verformung
Vereinfacht ausgedrückt liegt dies daran, dass der Stahl beim Schweißen bis zur Schmelze erhitzt wird und es aufgrund der thermischen Ausdehnung und Kontraktion zu einer unausgewogenen Kontraktion beim Abkühlen und Schrumpfen des Stahls kommt, was zu dieser Situation führt.
Faktoren, die die Schweißverformung beeinflussen
Es gibt eine Reihe von Faktoren, die sich auf die Schweißverformung auswirken und die in den drei Hauptbereichen Material, Struktur und Prozess zusammengefasst werden.
01
1) Materielle Faktoren

Hauptsächlich aufgrund der eigenen physikalischen Eigenschaften des Materials, vor allem der Wärmeausdehnungskoeffizient des Materials, Streckgrenze und die Rolle des Elastizitätsmoduls des Materials, je größer der Ausdehnungskoeffizient des Materials, desto größer ist die Schweißverformung, der Elastizitätsmodul steigt, die Schweißverformung sinkt, und die Streckgrenze ist groß, was zu einer hohen Eigenspannung führt, was zu einer Erhöhung der Verformung. Edelstahl Ausdehnungskoeffizient ist größer als Kohlenstoffstahl, die gleiche Dicke der beiden Materialien, Edelstahl Schweißen Verformung Trend ist größer als Kohlenstoffstahl, ist so, bitte beachten Sie. Da der Ausdehnungskoeffizient von Edelstahl größer ist als der Ausdehnungskoeffizient von Kohlenstoffstahl, so dass die gleiche Dicke der beiden Materialien, Edelstahl-Schweißen Verformung Trend ist größer als die Kohlenstoffstahl-Seite.
02
2) Strukturelle Faktoren
Die Gestaltung der Schweißstruktur, deren Einfluss auf die Schweißverformung ist sehr kritisch, das allgemeine Prinzip ist, dass, wenn der Grad der Einschränkung zeigt eine steigende Tendenz, das Schweißen Eigenspannung steigt, während die Schweißverformung wird entsprechend reduziert werden.
03
3) Prozessfaktoren
Die wichtigsten Einflussfaktoren sind das Schweißverfahren, die Wärmezufuhr beim Schweißen (Strom und Spannung), die Art der Positionierung oder Fixierung des Bauteils, die Schweißreihenfolge und in diesem Fall die Verwendung von Schweißlehren und -vorrichtungen. Von diesen Faktoren ist die Schweißfolge derjenige, der die größte Wirkung erzielt.
Kontrolle des Schweißverzugs
Gestalterische Maßnahmen
Rationelle Auswahl der Größe und Form der Schweißnaht
Um die Tragfähigkeit der Konstruktion zu gewährleisten, wird die kleinstmögliche Schweißnahtgröße verwendet, um die Auswirkungen der Schweißwärme auf die Materialeigenschaften zu minimieren.
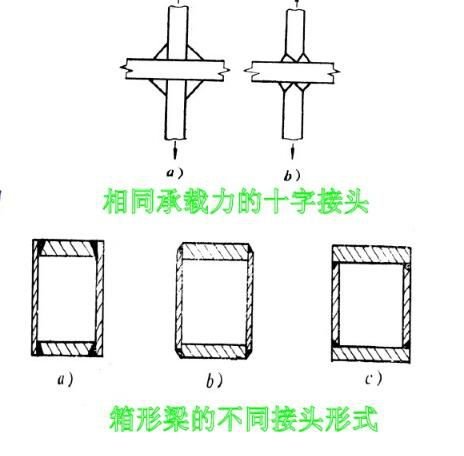
Angemessene Wahl der Länge und Anzahl der Schweißnähte
Wo dies zulässig ist, werden Profile und Stanzteile verwendet; wo die Schweißnähte zahlreich und dicht sind, können gegossene Schweißkonstruktionen verwendet werden, um die Anzahl der Schweißnähte zu verringern. Darüber hinaus verhindert eine moderate Erhöhung der Wanddicke zur Verringerung der Anzahl der Rippen oder die Verwendung von Formpressprofilen anstelle von Rippen eine Verformung der Blechstruktur.
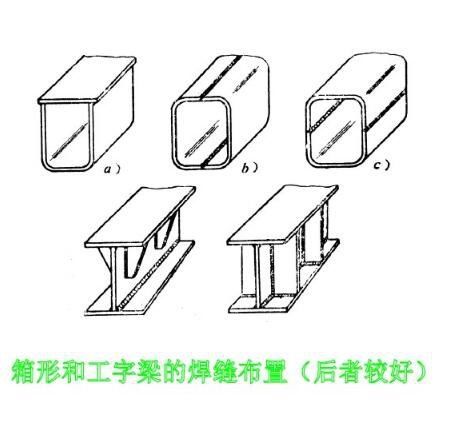
Vernünftige Anordnung der Schweißnahtposition
Die Schweißnähte sind so anzuordnen, dass sie möglichst symmetrisch zur neutralen Achse des Profils verlaufen, oder so, dass die Schweißnähte nahe der neutralen Achse liegen und so eine gute Wirkung auf die Verringerung der Biegeverformung der Balken und Stützen haben.
Prozessmaßnahmen
Verfahren der inversen Verzerrung
Der Einsatz von Gegenverformung zur Kontrolle der Schweißnahtverformung ist die am häufigsten verwendete Schweißmethode.
Abschreibungsmethode
Im Moment der Entladung, nehmen Sie die tatsächliche Länge der Teile, oder Breite Größe, zu gehen als die Design-Größe, mäßig größer, um für die Schrumpfung der geschweißten Teile zu kompensieren, mit diesem Ansatz, anwendbar, um die geschweißten Teile Schrumpfung und Verformung der Situation zu verhindern.
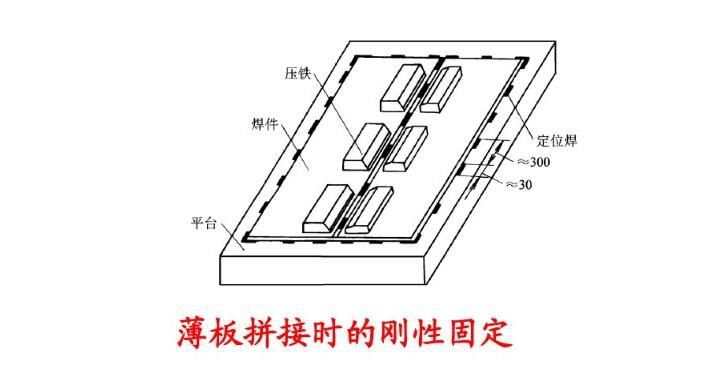
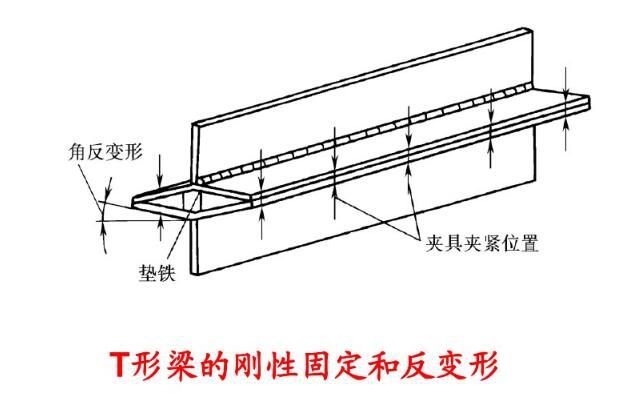
starre Befestigung

Die zu schweißenden Teile werden mit Hilfe von Vorrichtungen oder starren Reifen bestmöglich fixiert, wodurch die Winkel- und Biegeverformungen der zu schweißenden Teile wirksam kontrolliert werden können.
① Befestigen Sie die Schweißnaht auf einer starren Unterlage (geeignet für die starre Befestigung beim Verbinden dünner Platten).
Kombinieren Sie die Schweißteile zu einer steiferen Struktur, die sich für die Kontrolle von Strukturen wie z. B. T-Trägern eignet, oder zu einer symmetrischen Struktur, die sich ebenfalls für die Kontrolle von Strukturen wie T-Trägern eignet.
(iii) Verwendung von Schweißvorrichtungen zur Erhöhung der Steifigkeit und des Zwangs der Struktur.
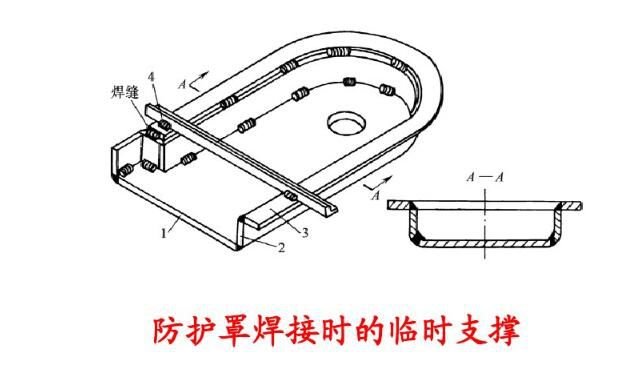
④ Verwenden Sie provisorische Verstrebungen, um die strukturelle Festigkeit zu erhöhen.
Auswahl einer sinnvollen Montageschweißfolge
Die Montagereihenfolge hat einen erheblichen Einfluss auf die Verformung der geschweißten Struktur.
Bei großen und komplexen Schweißkonstruktionen sollte die Konstruktion, sofern sie innerhalb der zulässigen Bedingungen liegt, in mehrere strukturell einfache Teile aufgeteilt werden, die zunächst einzeln geschweißt werden sollten, um anschließend die Montagearbeiten durchzuführen.
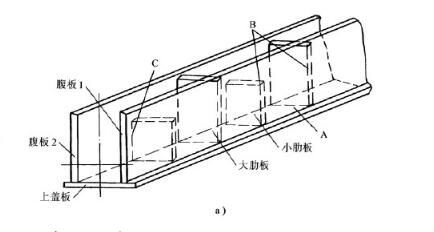
② Die zu schweißende Stelle sollte sich in der Nähe der neutralen Achse des Bauteils befinden.
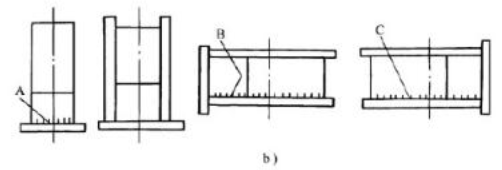
③ Bei Konstruktionen mit unsymmetrischer Anordnung der Schweißnähte sollte beim Montageschweißen die Seite mit weniger Schweißnähten zuerst geschweißt werden.
(iv) Konstruktionen mit symmetrisch angeordneten Schweißnähten müssen von einer geraden Anzahl von Schweißern symmetrisch geschweißt werden.
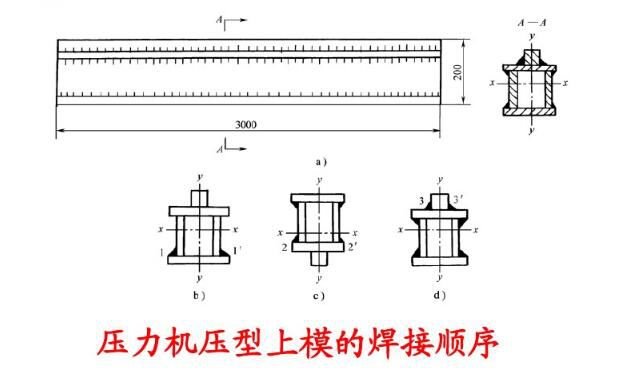
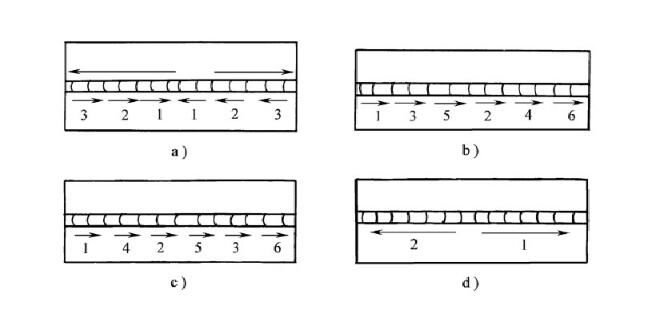
⑤ Beim Schweißen von langen Schweißnähten (1 m oder mehr) kann der Schweißvorgang in der in Abb. 12 gezeigten Richtung und Reihenfolge durchgeführt werden, um den Schrumpfverzug nach dem Schweißen zu verringern.
Für das Schweißen Verformung dieser Situation, sollten wir die Aufmerksamkeit auf die Auswahl der Schweißverfahren zu zahlen, bei der Wahl des Schweißprozesses Parameter zur gleichen Zeit zu beachten, müssen so weit wie möglich zu wählen, die Schweißen Wärmeeintrag kleinere Methoden und Prozess-Parameter, um zu verhindern, dass die Verwendung von großen Schweiß-Parameter und Schweißen Methoden, die in Schweißen Verformung erhöht, ist es wichtig, dass wir in den tatsächlichen Betrieb des Prozesses der immer tiefer in die Erfahrung, sondern auch sein muss Fassen Sie ständig zusammen.
Empfohlene Videos
Folgen Sie der Metallbearbeitungs-Videonummer für industrielle Medien mit Haltung













Keine Kommentare