

Als das Nonplusultra im Bereich des 3D-Drucks gilt3D-Druck von Metall, Wenn es um Festigkeit und Haltbarkeit geht, kann nichts mit Metall mithalten. Das früheste Patent für den 3D-Metalldruck war das DMLS-Verfahren (Direct Metal Laser Sintering), das in den 1990er Jahren von der deutschen Firma EOS angemeldet wurde. Seitdem hat sich der 3D-Metalldruck weiterentwickelt und zahlreiche Druckverfahren hervorgebracht. heute nutzt jeder Metall-3D-Drucker in der Regel eines der folgenden vier Verfahren: Pulverbettfusion, Bindemittelspritzen, direkte Energieabgabe und Materialextrusion.

3D-Druck von Metall
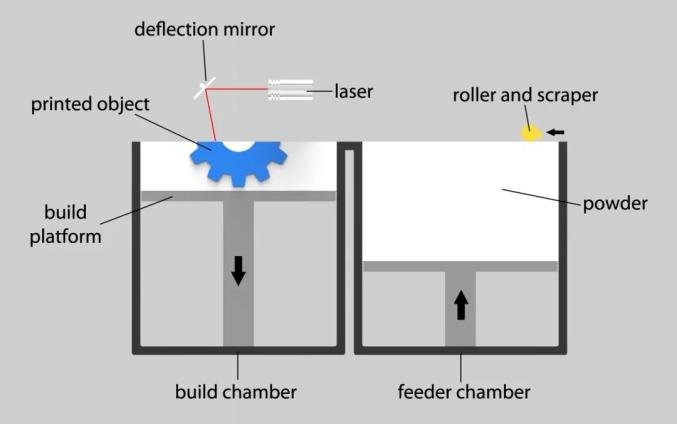
Schmelzen im Metallpulverbett (Metal Bed)
Zu den häufig eingesetzten Verfahren zählen das sogenannte DMLS (Direct Metal Laser Sintering), das SLM (Selective Laser Melting) sowie das sogenannte EBM (Electron Beam Melting).
Metallteile, die mittels PBF-Schmelztechnologie hergestellt werden, zeichnen sich durch eine Verringerung von Restspannungen und inneren Fehlern aus und eignen sich daher ideal für anspruchsvolle Anwendungen in der Luft- und Raumfahrt sowie in der Automobilindustrie.
Das direkte Metall-Lasersintern (DMLS) ermöglicht die Herstellung von Objekten aus nahezu jeder Metalllegierung. Dabei wird eine hauchdünne Schicht Metallpulver auf die zu bedruckende Oberfläche aufgetragen, und ein Laser sintert dieses Pulver langsam und gleichmäßig durch die Oberfläche hindurch. Die Metallpartikel verbinden sich miteinander, auch wenn sie nicht vollständig geschmolzen sind. Anschließend wird eine weitere Pulverschicht aufgetragen und gesintert, wodurch jeweils ein Querschnitt des Objekts “gedruckt” wird. Nach Abschluss des Druckvorgangs kühlt das Objekt langsam ab, und überschüssiges Pulver kann aus der Bauzelle zurückgewonnen und wiederverwendet werden. Der Hauptvorteil des “Direct Metal Laser Sintering” (DMLS) liegt darin, dass die damit hergestellten Objekte keine Restspannungen und keine inneren Defekte aufweisen. Dies ist für Metallteile, die hohen Belastungen ausgesetzt sind, wie beispielsweise Bauteile in der Luft- und Raumfahrt oder in der Automobilindustrie, von entscheidender Bedeutung. Der größte Nachteil ist jedoch die sehr hohe Kostenintensität.
Das als selektives Laserschmelzen (SLM) bezeichnete Verfahren: Dabei wird jede Schicht Metallpulver mithilfe eines Hochleistungslasers vollständig geschmolzen und nicht nur gesintert, wodurch die so hergestellten Druckobjekte äußerst dicht und fest sind. Derzeit ist dieses Verfahren nur für bestimmte Metalle wie Edelstahl, Werkzeugstahl, Titan, Kobalt-Chrom-Legierungen und Aluminium anwendbar. Die im SLM-Fertigungsprozess auftretenden hohen Temperaturgradienten führen zu Spannungen und Versetzungen im Inneren des Endprodukts, was wiederum die physikalischen Eigenschaften beeinträchtigt.
Das Elektronenstrahlschmelzen (EBM) ähnelt dem selektiven Laserschmelzen sehr und ermöglicht die Herstellung dichter Metallstrukturen. Der Unterschied zwischen diesen beiden Verfahren besteht darin, dass beim EBM Metallpulver mit einem Elektronenstrahl statt mit einem Laser geschmolzen wird. Derzeit ist das Elektronenstrahlschmelzen nur für eine begrenzte Anzahl von Metallen anwendbar. Zwar können auch Kobalt-Chrom-Legierungen verwendet werden, doch Titangelegierungen sind nach wie vor der Hauptwerkstoff für dieses Verfahren. Diese Technologie wird vor allem zur Herstellung von Bauteilen für die Luft- und Raumfahrtindustrie eingesetzt.
Technische Vorteile: Es können nahezu alle Geometrien mit hoher Präzision hergestellt werden. Das Spektrum der verwendeten Metalle ist äußerst breit und reicht von den leichtesten Titanlegierungen bis hin zu den widerstandsfähigsten Nickel-Hochtemperaturlegierungen – Materialien, die mit herkömmlichen Fertigungstechniken nur schwer zu bearbeiten sind. Die mechanischen Eigenschaften sind mit denen geschmiedeter Metalle vergleichbar, und sie lassen sich ebenso wie konventionell gefertigte Metallteile mechanisch bearbeiten, beschichten und weiterverarbeiten.
Die Nachteile dieser Technologie zeigen sich in hohen Materialkosten, hohe Maschinenkosten sowie hohe Betriebskosten. Die Teile müssen mithilfe von Stützstrukturen auf der Bauplatte befestigt werden, um ein Verziehen zu verhindern. Dies führt zu Materialabfällen, die durch manuelle Nachbearbeitung entfernt werden müssen. Die Baugrößen sind begrenzt, und die Handhabung von Metallpulver birgt Gefahren, weshalb eine strenge Prozesskontrolle erforderlich ist.
PBF (Pulverbettschmelzverfahren)
Spritzverfahren für Metallklebstoffe (Metal)
Gängige Verfahren: MJF (Multi-Jet-Fusion), NPJ (Nanopartikel-Spritzverfahren)
Umschreibung: Bei diesem Verfahren wird mittels Tintenstrahltechnik selektiv ein Bindemittel auf ein flaches Pulverbett aufgetragen; der Bereich, auf den die Tropfen auftreffen, wird ausgehärtet, während das übrige Pulver in losem Zustand verbleibt. Diese Schritte werden Schicht für Schicht wiederholt, bis das gesamte Objekt entstanden ist. Mit diesem Verfahren lassen sich Materialien wie Metall und Sand verarbeiten. Da der Metall-Bindemittel-Sprühdrucker bei Raumtemperatur arbeitet, kommt es zu keiner Verformung und es sind keine Stützstrukturen erforderlich. Daher können Bindemittel-Sprühdrucker wesentlich größer sein als Pulverbett-Fusionsdrucker und Objekte übereinander stapeln, um den gesamten Bauraum optimal auszunutzen. Dies macht sie zu einer beliebten Wahl für die Kleinserienfertigung und die bedarfsgerechte Produktion.
Zu den technischen Vorteilen gehören erstens die Möglichkeit, große Volumina zu drucken, zweitens müssen die Teile nicht auf der Bauplatte befestigt werden; drittens können sie auf dieser Grundlage verschachtelt werden, was die Nutzung des gesamten verfügbaren Bauvolumens begünstigt; viertens gibt es relativ wenige Einschränkungen hinsichtlich der Geometrie; fünftens sind in der Regel keine Stützstrukturen erforderlich; sechstens treten keine Verformungen auf, sodass größere Teile hergestellt werden können, siebtens ist die Druckgeschwindigkeit recht hoch und achtens sind die Kosten im Vergleich zum Metall-Pulverbett-Druck geringer.
Es weist technische Nachteile auf: Nach dem Druck müssen die Bauteile einen zeitaufwändigen Entfettungsprozess sowie einen Brennprozess durchlaufen; die Maschinenkosten sind hoch, ebenso wie die Materialkosten. Die Porosität ist im Vergleich zum Pulverbettschmelzverfahren höher, weshalb die mechanischen Eigenschaften nicht so gut sind und zudem nur eine begrenzte Auswahl an Materialien zur Verfügung steht.

3D-Drucker mit Klebstoffsprühverfahren
Direkte Energieabscheidung ( )
Zu den gängigen Verfahren zählen DED (Direct Metal Deposition), WAAM (Welding-based Additive Manufacturing) und LMD (Laser Material Deposition).
Bei diesem Verfahren wird Metall – sei es Metallpulver oder Metalldraht – gepresst und anschließend sofort einem hochenergetischen Aufprall ausgesetzt. Dieser Aufprall bewirkt durch einen Plasmabogen, einen Laser oder einen Elektronenstrahl das Schmelzen des Metalls, woraufhin das Schmelzbad sofort in den 3D-Raum eingebracht wird. Die Positionierung erfolgt mithilfe eines Roboterarms. Da dieser Vorgang dem Schweißen sehr ähnlich ist, wird er vor allem zur Reparatur bestehender Metallteile eingesetzt, um deren Funktionalität zu verbessern.
Technische Vorteile: Metalldraht ist das kostengünstigste Material für den 3D-Metalldruck. Einige Maschinen können zwei verschiedene Metallpulver verwenden, um Legierungen und Materialgradienten herzustellen. Dank 5- und 6-Achsen-Bewegungen lassen sich Modelle ohne Stützmaterial produzieren. Beschädigte Metallteile können repariert und neue Komponenten hinzugefügt werden. Es lassen sich großvolumige Objekte bauen, der Materialeinsatz ist effizient, die Teiledichte ist hoch, gute mechanische Eigenschaften und hohe Druckgeschwindigkeit.
Die Oberflächenqualität der Teile ist unzureichend; in der Regel sind maschinelle Bearbeitung und Endbearbeitung erforderlich, und kleine Details lassen sich nur schwer oder gar nicht realisieren. Dies stellt einen technischen Nachteil dar. Die Anschaffungskosten für die Maschinen sind hoch, ebenso wie die Betriebskosten.

Laser-Metall-Abscheidung (LMD)

Metallpressen (Metal)
Gängige Verfahren: FDM (Fused Deposition Modeling) / FFF (Fused Filament Fabrication)
Diese Technologie wurde speziell für den kostengünstigen 3D-Druck mit Metall entwickelt und eignet sich für kleine und mittlere Unternehmen, Designstudios, Maschinenwerkstätten sowie kleine Fertigungsbetriebe. Sie nutzt Metall-Extrusionsmaschinen für iteratives Design, zur Herstellung von Spannvorrichtungen und Halterungen sowie zur Fertigung kleiner Serien. Die neueste Entwicklung in diesem Bereich ist Metalldraht, der in den meisten Desktop-FDM-3D-Druckern verwendet werden kann und somit fast jedem den Zugang zum 3D-Metalldruck ermöglicht. Das Extrudieren von Metallmaterial funktioniert wie folgt:
Polymerfasern oder mit winzigen Metallpartikeln imprägnierte Drähte werden Schicht für Schicht in der gewünschten Form im 3D-Druckverfahren hergestellt.
Reinigung von 3D-Druckteilen, um Klebstoffreste zu entfernen.
Die Teile werden in den Sinterofen gegeben, wo die Metallpartikel zu festem Metall verschmelzen.
Technische Vorteile: kostengünstig, einfache und sichere Bedienung.
Ein technischer Nachteil besteht darin, dass die Teile denselben Entfettungsprozess durchlaufen müssen wie Teile, die mit Bindemittelsprühverfahren hergestellt werden, und zudem einen Sinterprozess durchlaufen. Es müssen strengere Einschränkungen hinsichtlich der Geometrie auferlegt werden, um ein Verziehen zu verhindern, und auch bei den Stützstrukturen gelten strengere Vorgaben, ebenfalls um ein Verziehen zu vermeiden. Zudem weisen die Teile eine hohe Porosität auf, sodass mechanische Eigenschaften, wie sie bei geschmiedeten Metallen erreicht werden, nicht erzielt werden können. Die Teile sind nicht so dicht wie bei PBF- oder DED-Verfahren, und die Schrumpfung im Ofen ist nicht sehr präzise.

Musterteile des Metal X 3D-Druckers













Keine Kommentare