

干CNC数控加工这行好些年了, 好多刚进这行的学徒老是困惑实操没啥头绪, 做加工时容易出现尺寸超出规定范围、刀具碰撞、工件变成废品这类状况。实际上数控加工有着标准化的操作步骤, 严格依照流程去干活,不但能让加工出来的良品率得以提高, 还可以避免机床出现故障, 今儿整理了一整套规范的加工流程, 从看懂图纸到成品验收一步步拆开来讲, 不管是CNC操机的新手还是一线的技工, 都能够拿去参考。
正式进行上机加工以前, 识图乃是第一道具有关键意义的工序, 并且它还是把控产品品质的根源所在。在拿到加工图纸之后, 万不可匆忙地去上机, 首先要全面通读图纸里的所有技术要求, 梳理产品外形、加工型腔、螺纹、倒角等诸多加工内容, 着重标注公差极为严苛的关键尺寸, 牢牢记住尺寸的上下限范围。随后要仔细核对即将待加工的数控程序, 逐一条目地去比对程序的加工路径与图纸工艺需求, 排查程序中存在的漏工序、坐标错误、加工位置偏差等各类隐患, 要是图纸与程序不匹配, 绝对禁止直接开机进行加工, 要从根源处降低报废风险。
完成识图之后, 便进入到工件装夹的环节, 而工件装夹稳固乃是精准加工的基础所在。依据工件的材质、外形规格以及加工工艺, 去挑选适配的工装, 常见的工装涵盖了虎钳、压板、永磁吸盘、三爪卡盘等等。对于小件规整毛坯来说, 优先选用虎钳装配夹;大板类板材借助压板再搭配垫块进行固定;圆盘类回转工件则选用三爪卡盘;对于薄壁易变形工件, 要留意控制夹紧力度, 以防装夹时发生形变从而致使后续尺寸出现差错, 装夹时要预留足够的刀具下刀空间, 避免在加工时刀具与夹具产生碰撞。
装夹完成之后, 要开展工件找正作业, 常用的有单边分中以及四面分中这两种方式。借助分中棒、寻边器, 精准地找准工件基准边, 校正工件的平行度还有垂直度, 毛坯偏移直接会造成整批零件尺寸报废, 找正环节千万不要敷衍。找正结束后, 着手设定工件坐标系, 把分中得到的坐标数值, 精准地录入机床参数页面, 参数录入后, 反复二次核对, 对小数点、正负数值、坐标轴点位, 逐一进行检查, 坐标参数失误是撞刀高发的诱因, 多一遍核查就少一次损失。
坐标被确认不存在错误, 将加工程序导入到数控设备其中, 对程序内容展开了全面又复杂的复核, 认真仔细地把进给速度、主轴转速、下刀深度等切削参数进行核对, 结合毛坯所预留的加工余量, 区分粗加工跟精加工参数之间存在的差异, 粗加工主要是以快速去除多余的毛坯料为此首要目标, 精加工侧重于保障尺寸精度以及表面光洁度为主, 提前对每层切削余量进行核算, 余量分配要是不合理的话极容易出现震刀、崩刀、加工变形等一系列问题。
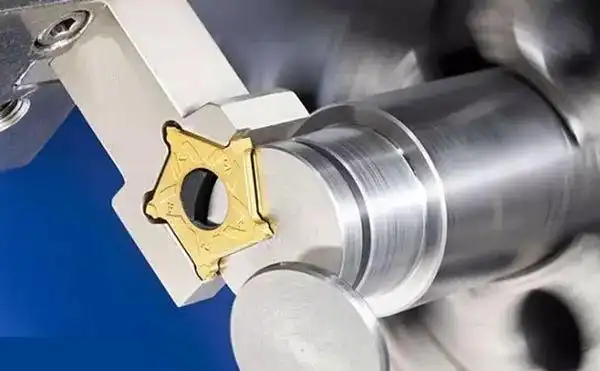
在加工进程里面, 依据工件的原材料以及选用的刀具, 灵活地进行切削参数的微调, 铝件、钢料、铜件、塑胶料的切削性能彼此不一样, 硬质合金刀、白钢刀适用的参数差异极大, 在实际操作方面, 结合刀具的磨损状态, 适时地微调转速与进给。在首件加工的中途, 分阶段地停机去测量尺寸, 实时管控加工余量, 一旦发现尺寸出现偏移, 马上微调刀补, 千万别等到加工结束之后才去补救。

这道工序进入加工收尾阶段, 要全面对工件各项尺寸进行抽检, 要动用卡尺、千分尺等这类量具, 依照图纸逐个项目验收, 核查外形尺寸达不达标, 孔位公差是否符合要求, 表面粗糙度是不是合格, 把合格品分开类别存放, 给不良品标注问题产生的原因并汇总起来重新审查。
走CNC操机这一途径, 根本不存在捷径, 那能够熟练掌持的手艺, 它是离不开每日每刻、日以继夜的实际操作练习的, 得借着把标准化的操作流程, 使之牢固地转化成为工作习惯, 严格地遵守每一个步骤的操作规范, 逐步地去积累工艺方面的经验, 才能够稳稳当当地提升加工的水准, 进而减少失误, 还能够降低生产成本。












Keine Kommentare