
[Frequency index]
[Examination Points]
I. Connection methods: welding, ordinary bolting, high-strength bolting and riveting.
This is the knowledge of the classification of weld defects, which are present in a weld and are generally classified into six categories, in the following order: there are cracks, holes, solid inclusions, a condition called unfused, and a condition called under-welded, followed by shape defects, and finally other defects in addition to these categories.
1. Cracking: generally there is a difference between hot cracking and cold cracking. The main cause of hot cracks is that the mother material's anti-cracking performance is not good, the quality of welding materials is not good, the selection of welding process parameters is not appropriate, the welding of the internal stress generated by too large; resulting in cold cracks is the main factor of the design of the welding structure is unreasonable, the welding seam is not the right arrangement, welding process measures are not reasonable, such as no preheating before welding, welding cooling rate is too fast, and so on. The way to deal with the crack is to drill a crack stop hole at both ends of the crack or remove the weld metal at the crack, and then make up the weld.
2. Solid inclusions: there are two kinds of slag and tungsten inclusions with the shortcomings. The main reason for the appearance of slag is the poor quality of welding materials, welding current is a little small, welding speed is too fast, slag density is too large, the formation of slag floating obstacles, multi-layer welding during the slag is not clean, etc., and its treatment is the slag at the weld metal eradication, and then weld repair. The main reason for the emergence of tungsten folder is tungsten electrode and molten pool metal phase/contact when argon arc welding, the treatment is to folder tungsten at the defective metal digging, and again for welding repair.
3. The steel used for the first time by the construction unit, the welding material used for the first time by the construction unit, the welding method used for the first time by the construction unit, the joint form used for the first time by the construction unit, the welding position used for the first time by the construction unit, the post-welding heat treatment system used for the first time by the construction unit, as well as the parameters of the welding process used for the first time by the construction unit, the preheating measure used for the first time by the construction unit, and the post-heating measure used for the first time by the construction unit. Various parameters and combinations of parameters shall be tested for welding process evaluation before fabrication and erection of steel structure.
III. Common bolts
1. Among the connection forms, there is a flat connection form, there is a lap connection form, and T-shaped connection form. Bolt arrangement, mainly presents two forms, one is the parallel arrangement form, the other is staggered arrangement form.
2. When tightening operations are carried out, the tightening sequence of the bolts should start from the centre and expand symmetrically towards both sides. Bolt fastening construction is to the operator's feel and connect the shape of the joints to control as a standard, for large joints need to use double screwing action, that is, twice the fastening method, so as to ensure that the joints inside the various bolts are able to uniformly force.
IV. High-strength bolts
![图片[1]-2019一级建造师建筑实务考点:钢结构构件的连接-大连富泓机械有限公司](/wp-content/uploads/2026/03/1772331667795_1.png)
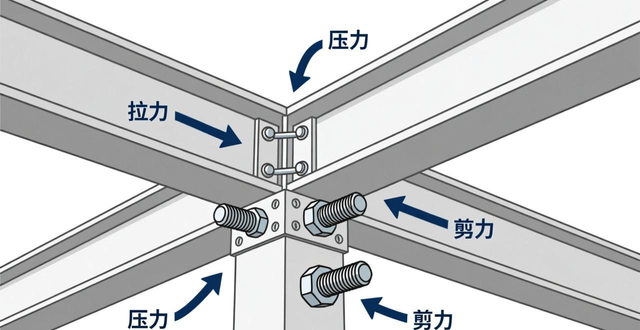
The first is the connection form, which is generally divided into friction connection, tension connection and pressure connection, etc. Among them, friction connection belongs to the basic connection form which is widely used nowadays.
2. The friction surface treatment method generally exists in the sandblasting (pill) method, as well as the pickling method, as well as the grinding wheel grinding method, in addition to the steel wire brush manual descaling method and so on. Can be based on the design of the required anti-slip coefficient to select the treatment process, anti-slip coefficient must meet the design requirements.
3. Installation: high-strength bolts in the field for installation, should be able to freely penetrate the bolt hole, absolutely not forced to penetrate. If the bolt is not able to freely penetrate the time, you can use a reamer or file to repair the bolt hole, never use gas cutting to ream the hole, the number of reaming must be designed with the consent of the design, after the repair or reaming after the hole diameter should not be more than 1.2 times the diameter of the bolt. High-strength bolts in the final screwing after the final screwing of the bolt connection after the final screwing of the exposed 2 to 3 buckles as a standard to calculate, should be installed in the component precision adjustment before going to tighten. Twisted shear type high strength bolts for the final screwing inspection, by visual inspection of the end of the plum blossom head broken as a qualified sign.
4. Fastening operation: for high strength large hexagonal head bolts connecting vice, its application screwing can use torque method or corner method. In the same joint, high-strength bolts connected to the initial screwing, re-tightening, final screwing should be completed within 24h. High-strength bolted joints to carry out the initial screwing, re-screwing and final screwing, in principle, to the joint stiffness of the greater part of the direction towards the constraints of the smaller direction, the bolt group in the centre of the order towards the surroundings to carry out. For high-strength bolts and welding and connecting nodes, if the design documents are not specified, it is appropriate to follow the first bolt fastening after welding construction sequence.













No comments