
![图片[1]-CNC零件加工技术如何应对不同加工材料?-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776048800518_0.jpg)
CNC parts machining technology how to deal with different processing materials
Computer numerical control (CNC) machining technology plays an extremely critical role in modern manufacturing industry, which has the characteristics of high precision and high efficiency, making it the preferred method for processing complex parts. However, different materials in the processing process show different physical and chemical properties, which requires computer numerical control machining technology can flexibly respond to ensure that the processing quality and efficiency. This article will be fromMaterial propertiesThe optimisation of machining parameters,Tool SelectionThere are also cooling lubrication and other aspects, to explore the computer numerical control parts processing technology how to deal with different processing materials.
I. Material properties and processing challenges
1. Among metallic materials, there are materials such as steel, aluminium and titanium, which have different hardnesses, different toughnesses and different thermal conductivity. For example, steel has a high hardness, it is easier to generate a lot of heat during machining, resulting in tool wear; aluminium has good thermal conductivity, but it is easy to stick to the knife phenomenon, which will affect the surface quality; titanium's strength is relatively high, it is easy to produce hardening during machining, which increases the difficulty of machining.
2. Non-metallic materials include such materials as plastics, ceramics, composites, etc., which have different brittleness, heat sensitivity and wear resistance, for example, when processing, plastics are easy to be deformed by heat, which affects dimensional accuracy, ceramics are brittle and prone to cracking during processing, and composites have anisotropic properties, which results in uneven forces during processing and affects the quality of processing.
II. Optimisation of processing parameters
1. Cutting speed, the speed of different materials, according to its hardness and thermal conductivity to be adjusted, such as for the hardness of some steel, to reduce the cutting speed to reduce tool wear, for good thermal conductivity of aluminium, can increase the cutting speed to improve processing efficiency.
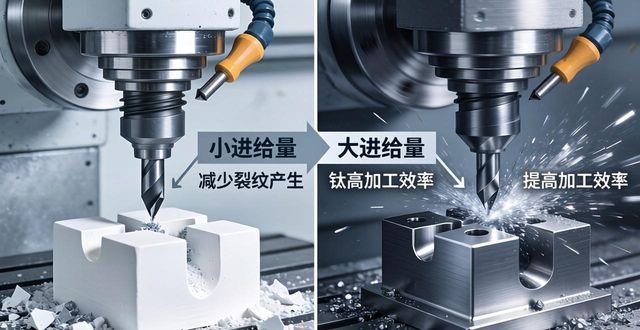
2. Feed, its choice will directly affect the quality of the machined surface and tool life. For brittle materials such as ceramics, to choose a smaller feed, in order to reduce the generation of cracks; for tough materials such as titanium alloys, can use a larger feed, and thus improve the processing efficiency.
3. When it comes to choosing the depth of cut, it is not a simple matter of taking into account the hardness of the material as well as the strength of the tool. If you are faced with higher hardness materials, then you have to go to a less deep depth of cut, why? To reduce the load on the tool. If the hardness of the material is low, then you can use a relatively large depth of cut, so why? To improve machining efficiency.
III. Tool selection
1. Tool materials, different materials processing, have to go to choose different tool materials, for example, for the higher hardness of steel, to choose carbide or ceramic tools, for good thermal conductivity of aluminium, can choose high-speed steel or diamond tools, in the face of brittle materials such as ceramics, you can choose diamond or cubic boron nitride tool.
2. Tool geometry, the geometry of the tool must be optimised according to the characteristics of the material. For example, for ductile materials such as titanium alloys, a larger rake angle and a smaller rake angle are selected to reduce cutting forces; for brittle materials such as ceramics, a smaller rake angle and a larger rake angle are selected to reduce cracking.
3. In terms of coating technology, tool coatings have the effect of enhancing the performance of the tool, including improving wear resistance and heat resistance. For example, TiAlN coatings can be applied to harder steels to improve the wear resistance of the tool, and DLC coatings can be applied to aluminium, which is a good thermal conductor, to reduce the adhesion of the tool.
IV. Cooling and lubrication
1. Coolant selection: different materials for processing, to select different coolant, for example, for steel such as high hardness of the material, have to choose a high lubricity of the coolant, in order to reduce the phenomenon of tool abrasion; aluminium such as thermal conductivity of the material is very good, you can choose to have a high degree of cooling of the coolant, with the aim of reducing the processing of the temperature presented; in the case of brittle materials such as ceramics, it is possible to choose a low viscosity coolant to reduce cracks and thus produce. In the case of brittle materials such as ceramics, a low viscosity coolant can be selected to reduce cracks.

2. Temperature reduction methods: The selection of temperature reduction methods must be optimised according to the material properties and processing conditions. For example, for materials such as steel, which is relatively hard, it is possible to increase the applied pressure to lower the temperature to improve the effectiveness of temperature reduction; for materials such as aluminium, which has good thermal conductivity, it is possible to use the spray form of cooling to improve the efficiency of cooling; for materials such as ceramics, which are fragile, it is possible to use a small amount of lubricant to reduce the effect of the coolant on the material.
V. Processing strategies
1. In the case of harder materials, a strategy of layered machining can be used, i.e., a strategy that reduces the load on the tool and the build-up of machining heat by performing several small cuts to reach the final size one step at a time, i.e., layered machining.
2. High-speed machining of materials with good thermal conductivity can be achieved through high-speed machining strategies, i.e. by increasing cutting speeds and feeds to improve machining efficiency and surface quality.
3. Vibratory machining, for brittle materials, is a strategy that reduces cracking by applying vibrations to reduce fluctuations in cutting forces.
VI. Summary
In CNC parts machining technology, in the processing of different materials, according to the specific characteristics of the material, to optimise the processing parameters, select the appropriate tool, but also choose the cooling and lubrication methods, and the use of reasonable machining strategy, in order to ensure that the processing quality and efficiency. With the continuous development of materials science and processing technology.CNC machiningThe technology will be able to better meet the challenges of processing all types of materials and thus promote progress in manufacturing, in the end.













No comments