
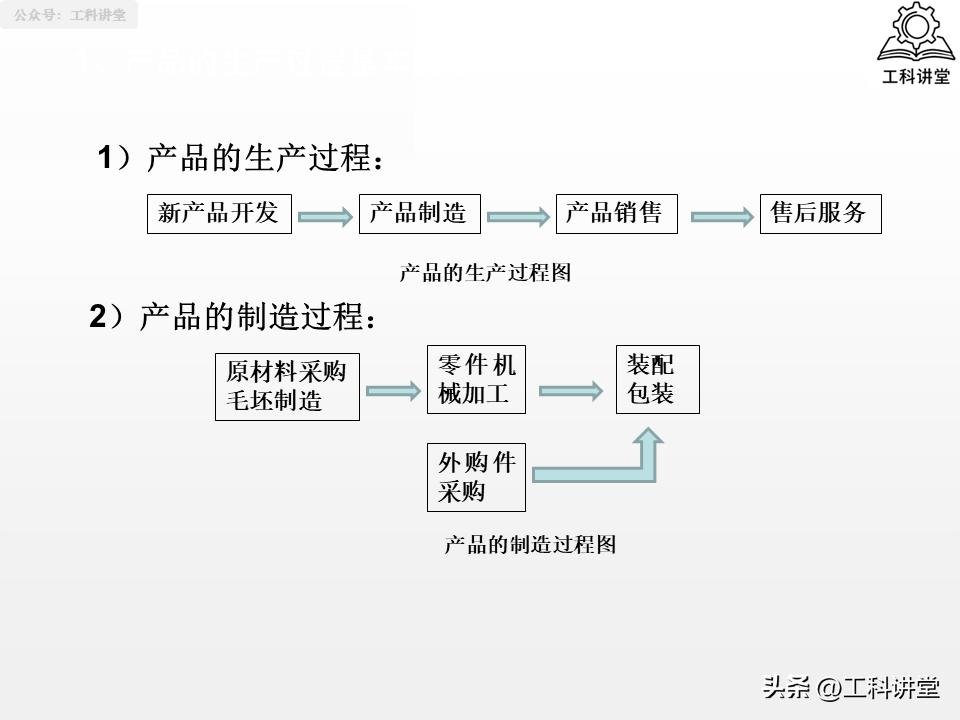
Koneistuksen alalla akselien osat kuuluvat erilaisiin koneisiin ja laitteisiin perusosien ytimessä, se on pääasiassa vastuussa tehtävän siirto-osien tukemisesta, mutta myös kantapään vääntömomentin liikkeen siirtämisestä, akselien osien käsittelylaatu määrittää suoraan laitteiden tarkkuuden ja käyttöiän. Sileistä akseleista muotoiltuihin akseleihin, karkean sorvauksen kautta hienohiontaan, akselien osien käsittelyyn liittyy useita menettelyjä sekä useita prosessipisteitä, jos haluat tehdä hyvää työtä akselien osien käsittelyssä, sinun on ymmärrettävä systemaattisen oppimisen ydinkohdat.
Ulottuvuus 1: Syö läpi akselin osien ydintietämys.
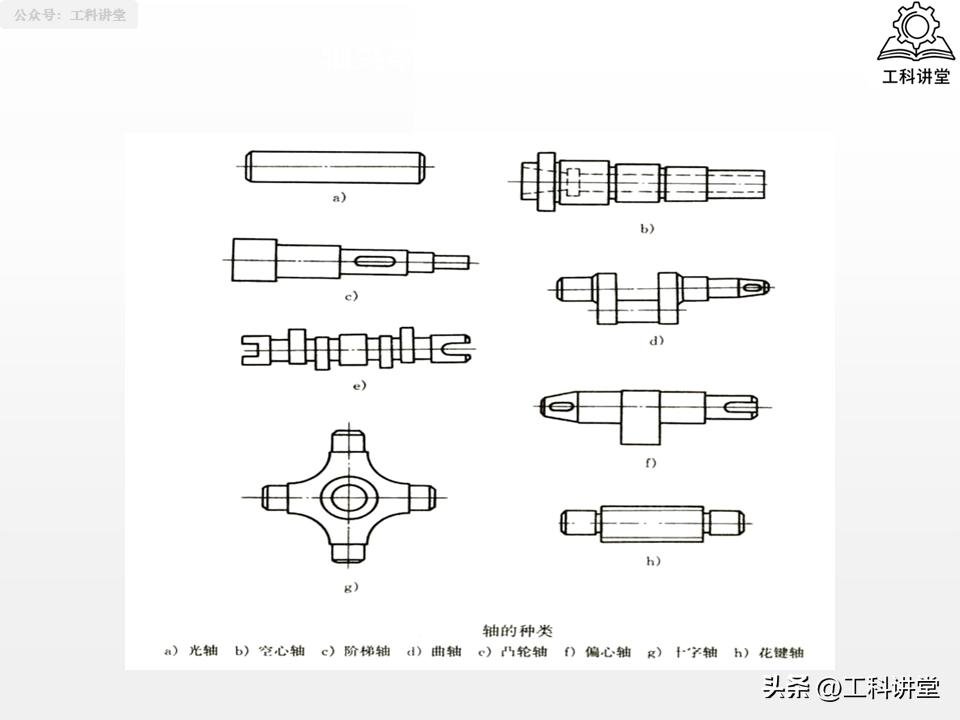
Akselin osien käsittely, meidän on ensin ymmärrettävä osat itse, sen keskeinen piirre on, että pituus on suurempi kuin halkaisija, ja sen käsittelypinta sisältää sisäisiä ja ulkoisia sylinterimäisiä pintoja, kartiomaisia pintoja, kierteitä, avainnastoja jne., Rakenteen mukaan voidaan jakaa sileisiin akseleihin, porrastettuihin akseleihin, onttoihin akseleihin, profiloituihin akseleihin, ja jäykkien akseleiden jäykkyyden mukaan voidaan jakaa jäykkiin akseleihin ja hoikkiin akseleihin. Teknisten vaatimusten osalta halkaisijan kokotarkkuus on yleensä IT5 ~ IT9, lehden pyöristyminen, sylinterimäisyys olisi hallittava halkaisijan toleranssialueella, tukilehti ja lehden koaksiaalisuus on erityisen kriittinen, pintakarheus kohtausvaatimusten Ra0.16 ~ 2.5μm käytön mukaan. sanoa materiaalien valinnassa, 45 teräs kuuluu perusmalleihin, keskipitkän tarkkuuden nopean akselin keskipitkän tarkkuuden osalta voit valita 40Cr: n ja korkean tarkkuuden akselit. 40Cr, ja korkean tarkkuuden akseli, se voi käyttää GCr15 laakeriterästä; aihiot ovat enimmäkseen pyöreitä tankoja ja takeita, vain suuret monimutkaiset akselit valitaan valukappaleiksi, materiaalien valinta ja aihioiden valinta on osien tarkkuusvaatimusten ja työolosuhteiden käytön yhteensovittamisen ydinperiaate.
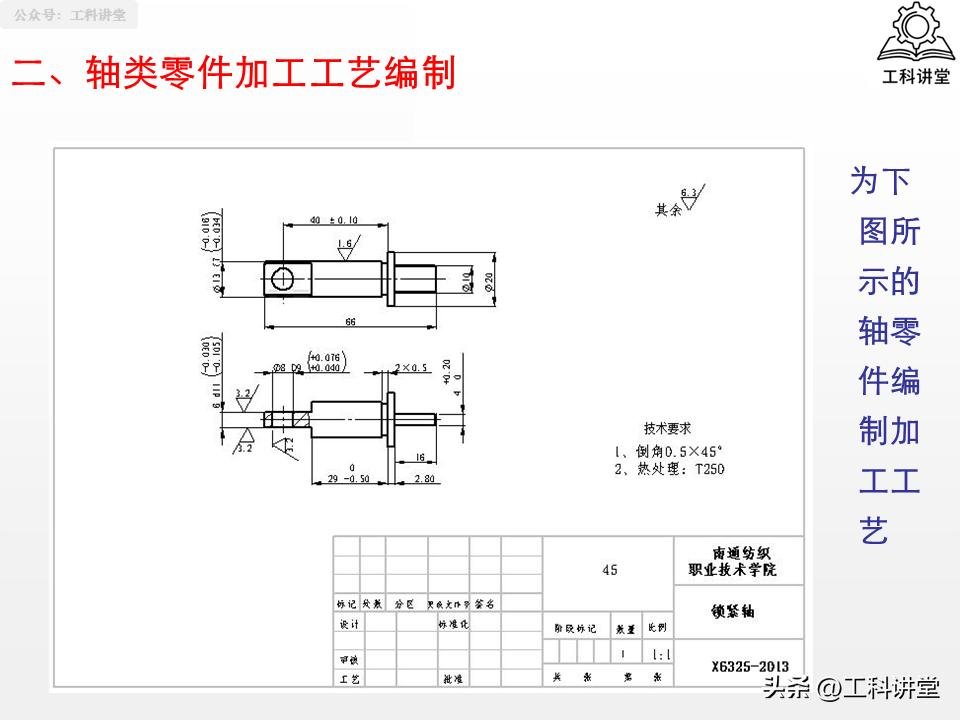
Mitta 2: Akselin osien työstöprosessin kehittämismenetelmä
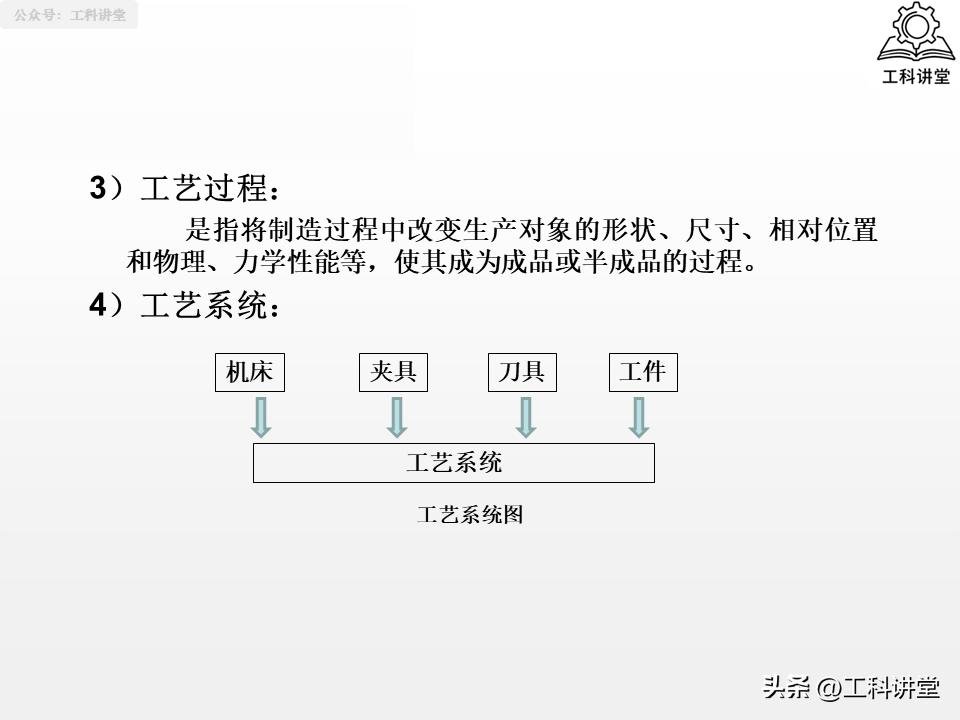
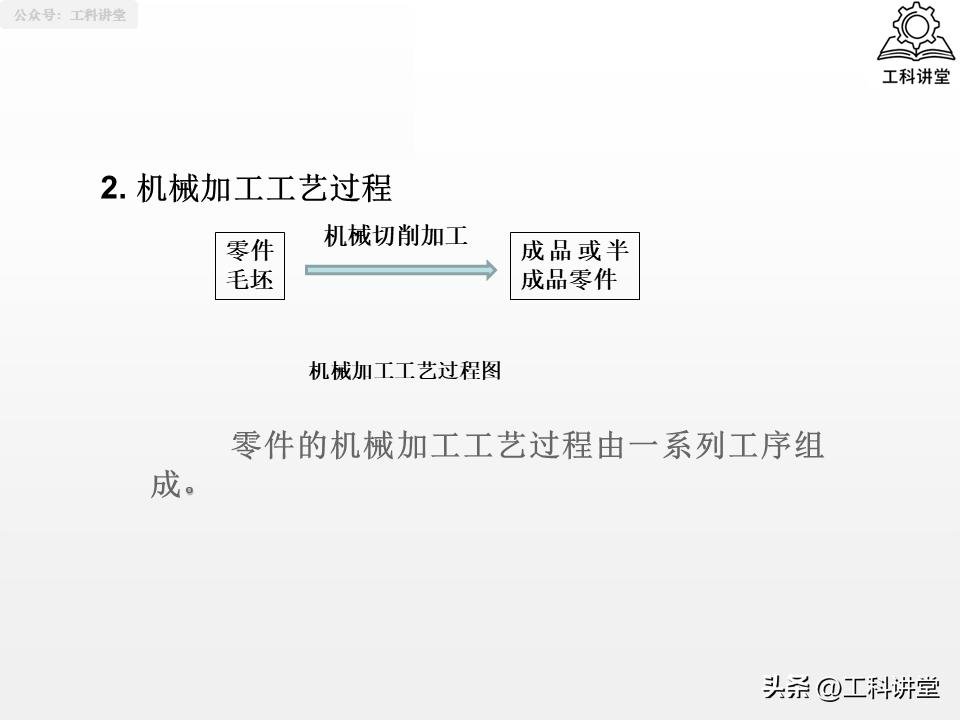
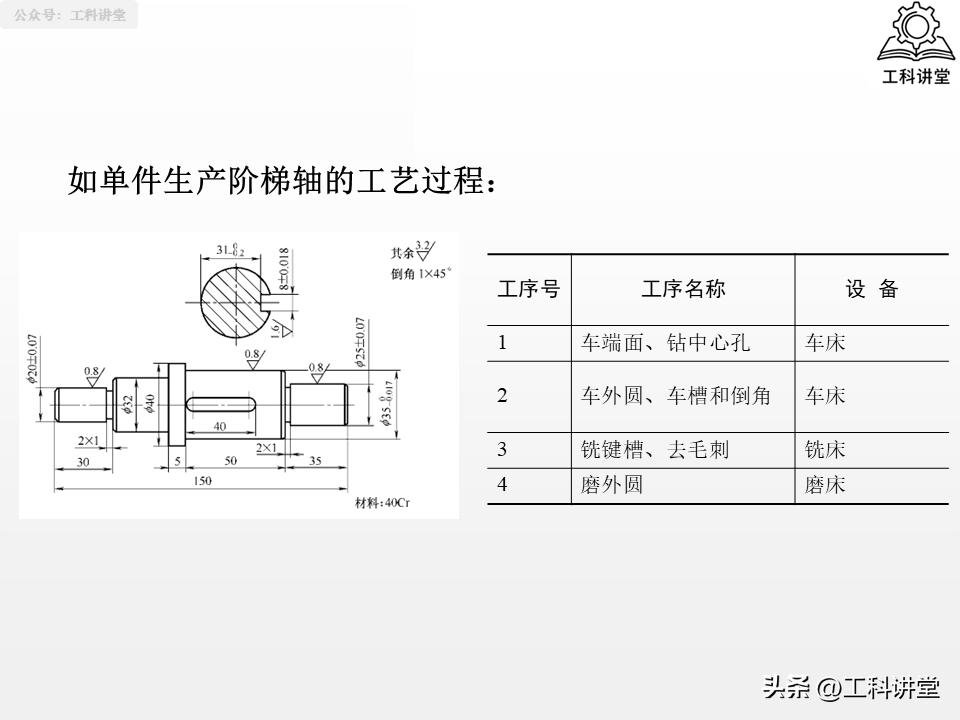
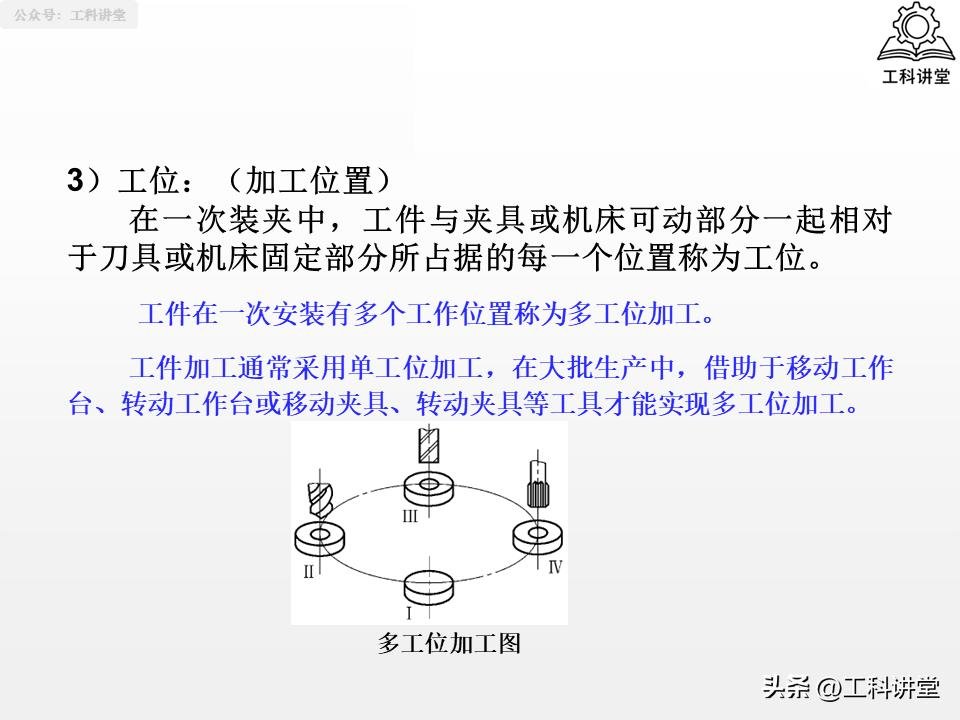
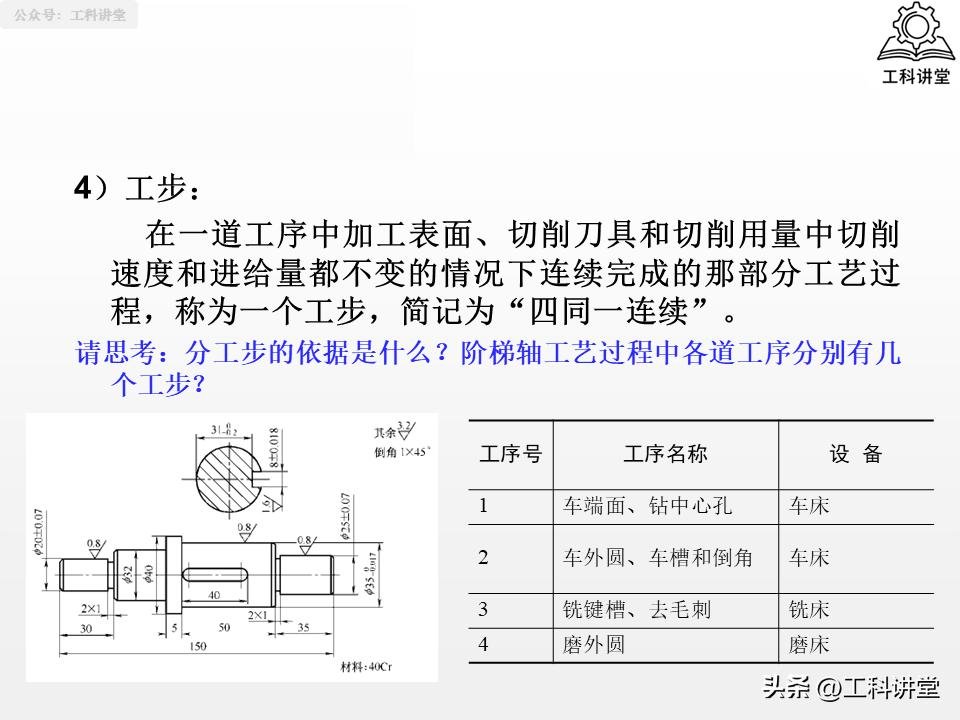
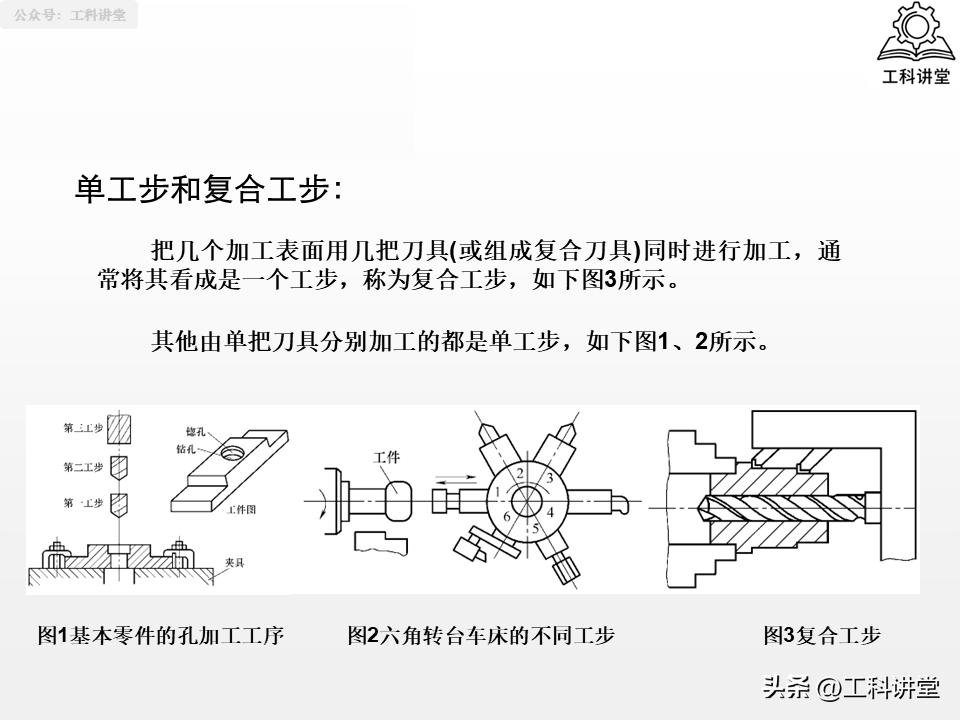
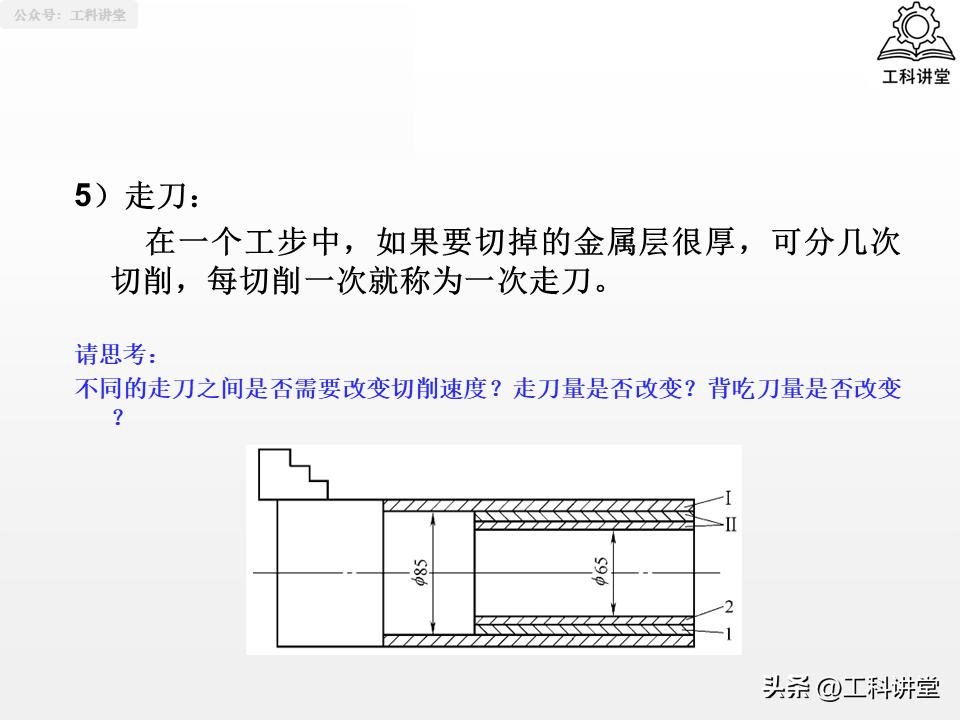
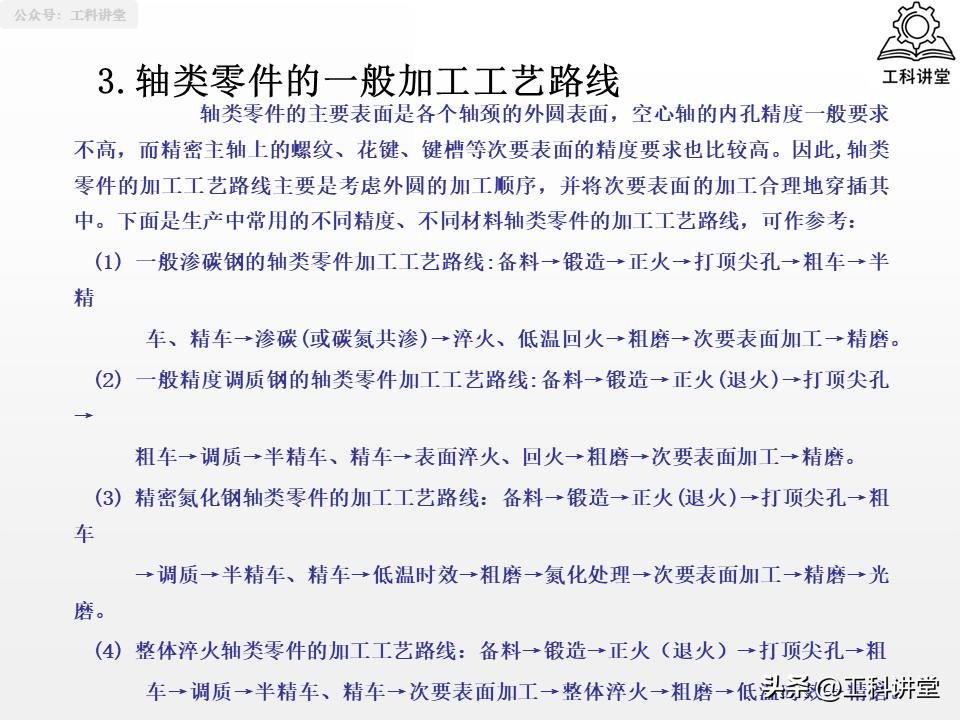
Akselin työstö yleinen ohjelma on prosessin valmistelu, ensinnäkin, meidän on selvitettävä perusyksiköt prosessin, erityisesti, prosessi kuin ydin, se on asennettu työasema, työasema, työvaihe, kävelytyökalu yhdessä, valmistelu prosessin pitäisi perustua tuotantoerän jakaa yksikkö, yhden kappaleen tuotannon tuotantoa varten, voidaan kohtalaisesti sulautua työprosessin ja massatuotannon kanssa, ja sitten sinun täytyy hienosäätää kemiallinen vaihe tehokkuuden parantamiseksi. Että akselin osat yleisen prosessin reitti, perustuu käsittelyyn ympärillä ulkokehän kuin päälinja, lomittain käsittely sekundaaristen pintojen, eri materiaalien ja tarkkuus akselin reitti on erilainen, esimerkiksi reitti karkaistua terästä akseli on valmistelu, ja sitten taonta, jota seuraa normalisointi, ja sitten pelaa ylhäältä reikä, ja sitten karkeakäsittely, ja sitten karkaisu, ja sitten semi-viimeistely sorvaus, sitten pintakarkaisu, jota seuraa karkea hionta, ja sitten lopuksi hionta, ydin täällä! Keskeinen periaate tässä on erottaa karhennus ja viimeistely, karhennusta käytetään marginaalin poistamiseen, viimeistely on tarkkuuden varmistaminen, ja karkaisu ja muut lämpökäsittelyprosessit on sijoitettava karhennuksen ja puoliviimeistelyn väliin, jotta vältetään lämpökäsittelyn aiheuttama muodonmuutos, joka vaikuttaa lopulliseen tarkkuuteen.
Ulottuvuus 3: Yleisen työstökoneen karan työstöprosessin analyysi.
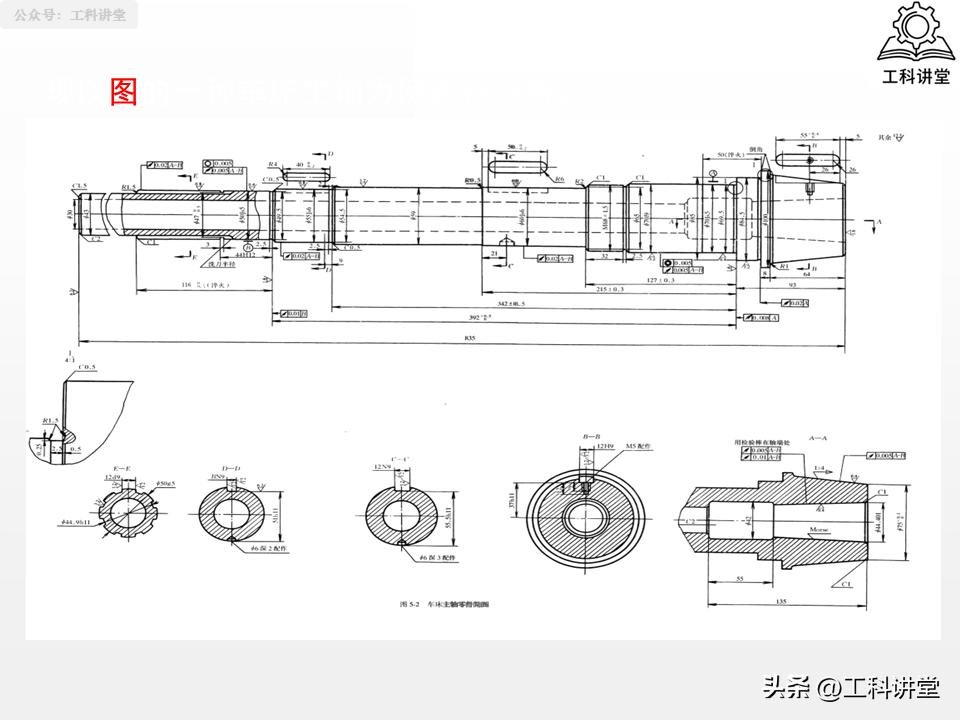
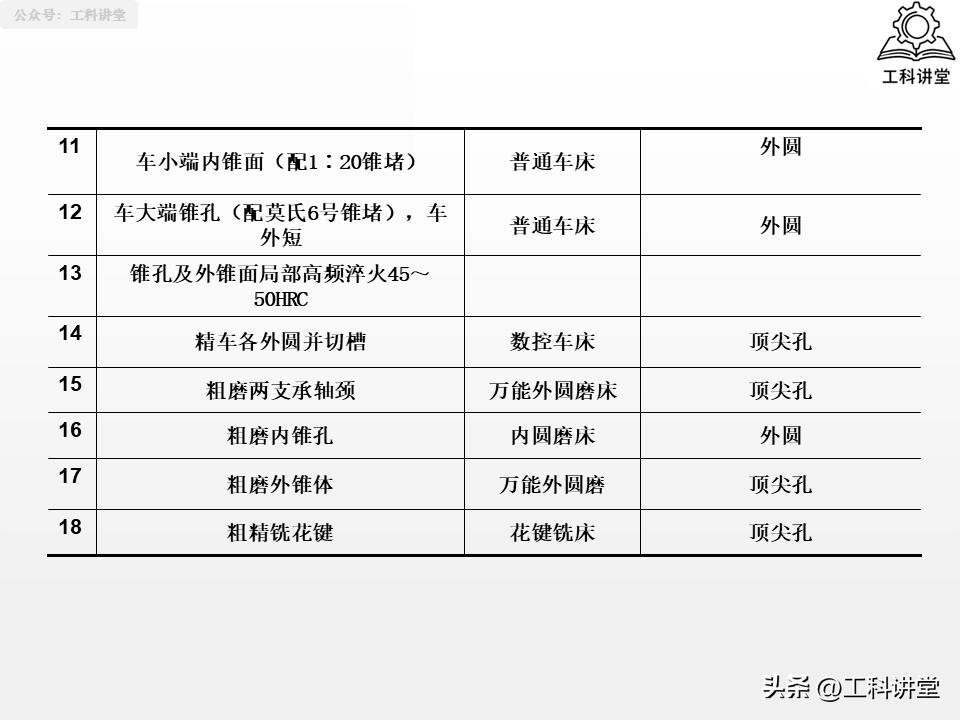
Työstökoneiden kara onttojen akselien tyypillisenä edustajana on vaikea akselikäsittely, sen käsittelyn ydin on varmistaa, että tukijalka, edessä oleva kartiomainen reikä, koaksiaalisuuden ja kohtisuoruuden ulkokartio. Karan työstöprosessin reitti on otettava huomioon lämpökäsittely ja paikannusviitteen yhtenäisyys, 45 teräksen taonta karan esimerkkinä, ydinreitti on valmistelu, taonta, normalisointi, karkea työstö, karkaisu, puoliviimeistely, paikallinen karkaisu, tarkkuussorvaus, karkea hionta, karkeahionta, hammastyöstö, hienohionta, suurin osa työstöprosessista reiän yläreunaan paikannusviitteenä, syvän reiän työstö on kapenevien tulppien käyttö reiän yläreunan kanssa vertailuarvon yhtenäisyyden saavuttamiseksi. Avain karan työstöön on jakaa työstövaiheet hyvin selkeästi. Ensin karkeakoneistus ylimääräisen lisämäärän poistamiseksi, sitten puoliviimeistelytyöstö perusmuodon viimeistelemiseksi ja sitten viimeistelytyöstö muodonmuutosten poistamiseksi. Ja sisällyttää tukijalka, kartioreikä hienohionta viimeiseen, jotta maksimoidaan koneistustarkkuuden takuu.
Ulottuvuus 4: Akselien työstön kolmen tärkeimmän prosessiongelman ratkaiseminen.
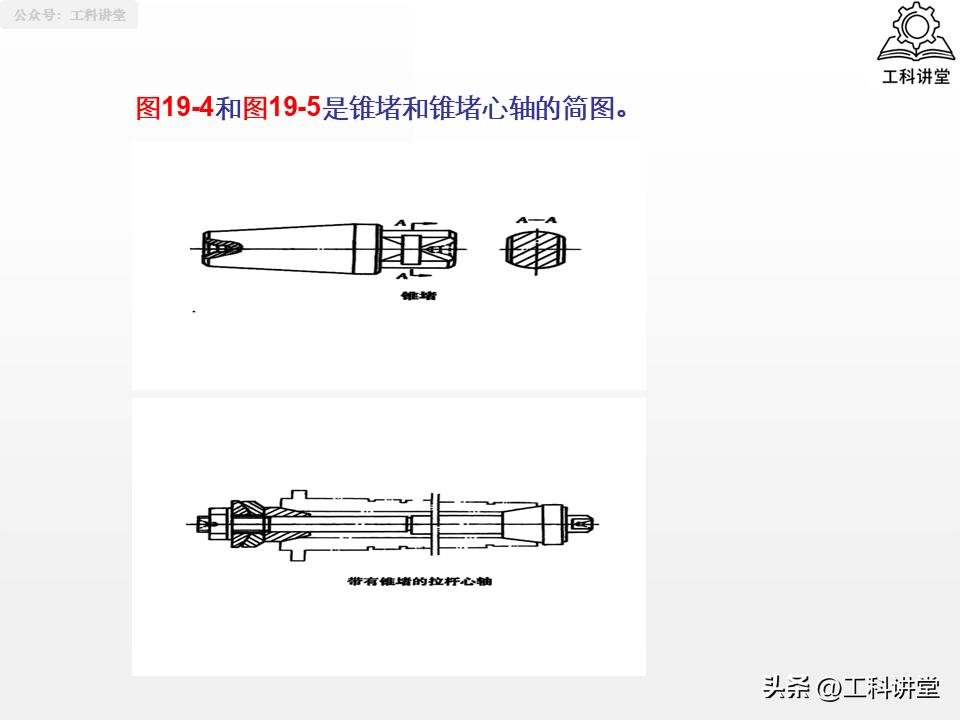
Akselin käsittely, helppo täyttää ontto akselin paikannus, yläreikä tarkkuus ja syvä reikä työstö kolme suurinta ongelmaa on olemassa, on tarpeen löytää oikea tapa välttää nämä kuopat. Ensinnäkin ontto akseli, käyttää kartiotulppa tai kartiotulppa akseli, jos kartio on suhteellisen pieni ehto käytön kartiotulppa, ja jos kartio on suhteellisen suuri tilanne on käyttö kartiotulppa akseli, ja asennuksen jälkeen ei voida korvata keskellä päivää, jotta vältetään paikannusvirheitä; Toiseksi, ylhäältä reikä on tehtävä hyvää työtä hionta, lämpökäsittelyn jälkeen, hionta, ennen kuin se on tarpeen suorittaa korjaus tutkimus Toiseksi, yläreikä on hyvin hiottu, lämpökäsittelyn jälkeen, ennen hiontaa on tarpeen korjata hionta, jotta varmistetaan, että kahden yläreiän akseli voi olla yhtenevä, kartiokulma on tarkka, mikä on avain akselien koaksiaalisuuden varmistamiseen; Kolmanneksi, syvä reikä työstö (L / D ≥ 5) olisi järjestettävä siten, että se sijoitetaan karkaisuun ulkoisen ympyrän puolivalmiin sorvauksen jälkeen, ota työkappaleen pyörimään, työkalun syöttäminen tapaan, jolla voidaan tehdä hyvää työtä jäähdytykseen ja lastunpoistoon liittyvissä asioissa, jotta estetään reiän seinämän karhea.
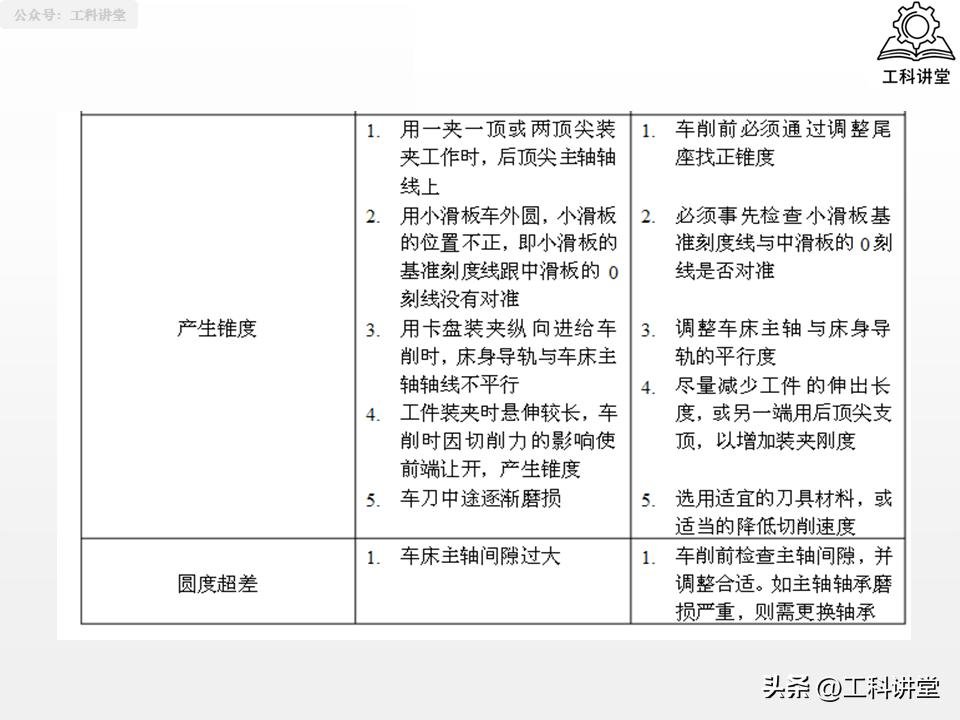
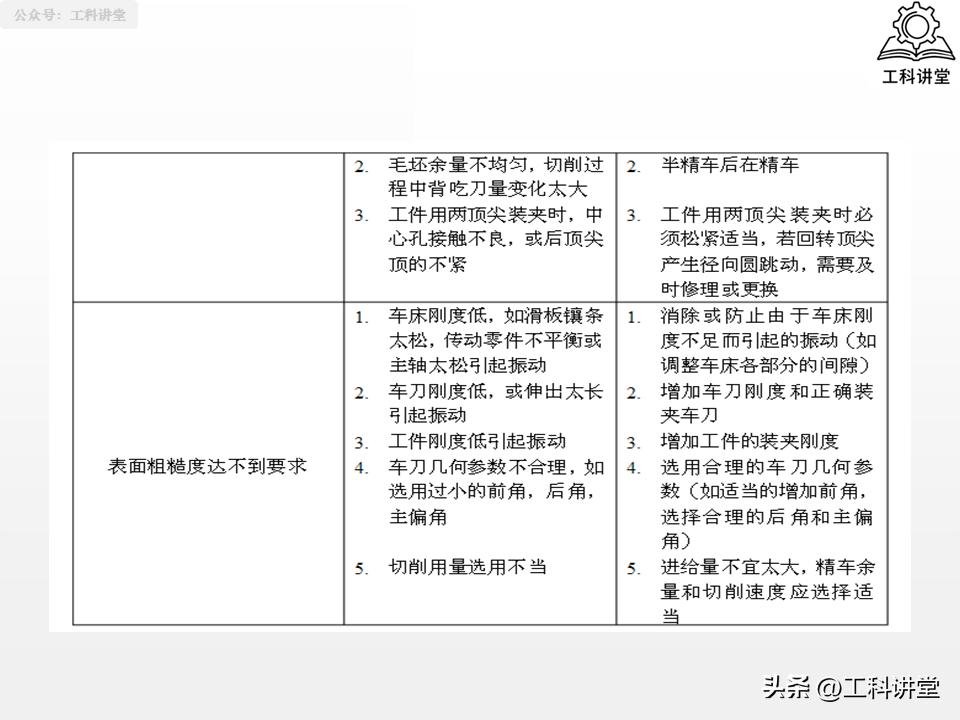
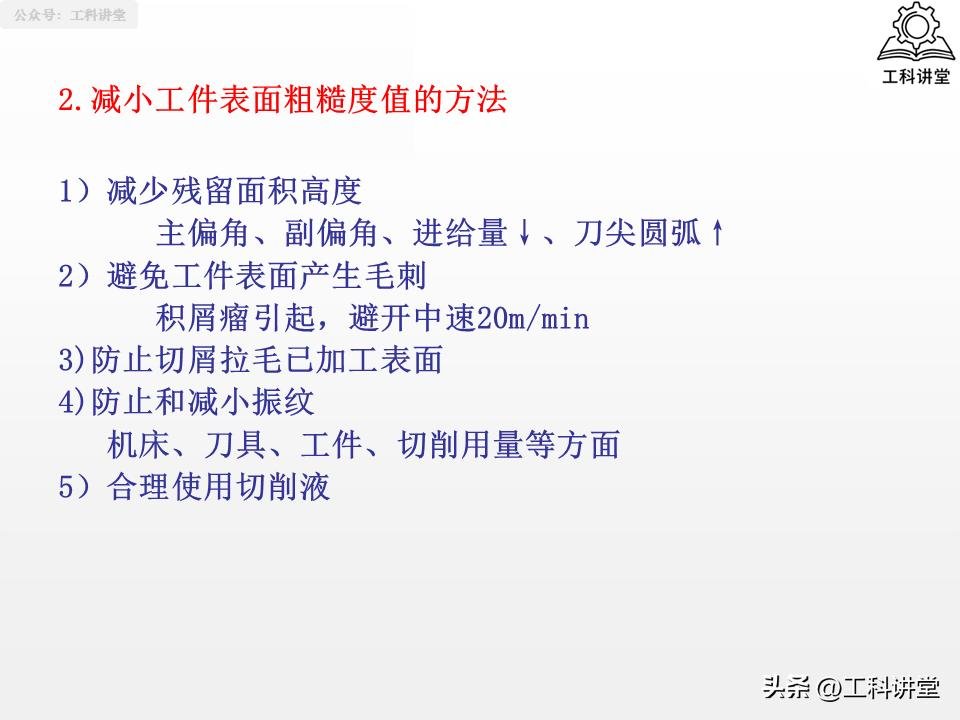
Mitta 5: Akselien sorvausromun ehkäisy ja karheuden hallinta
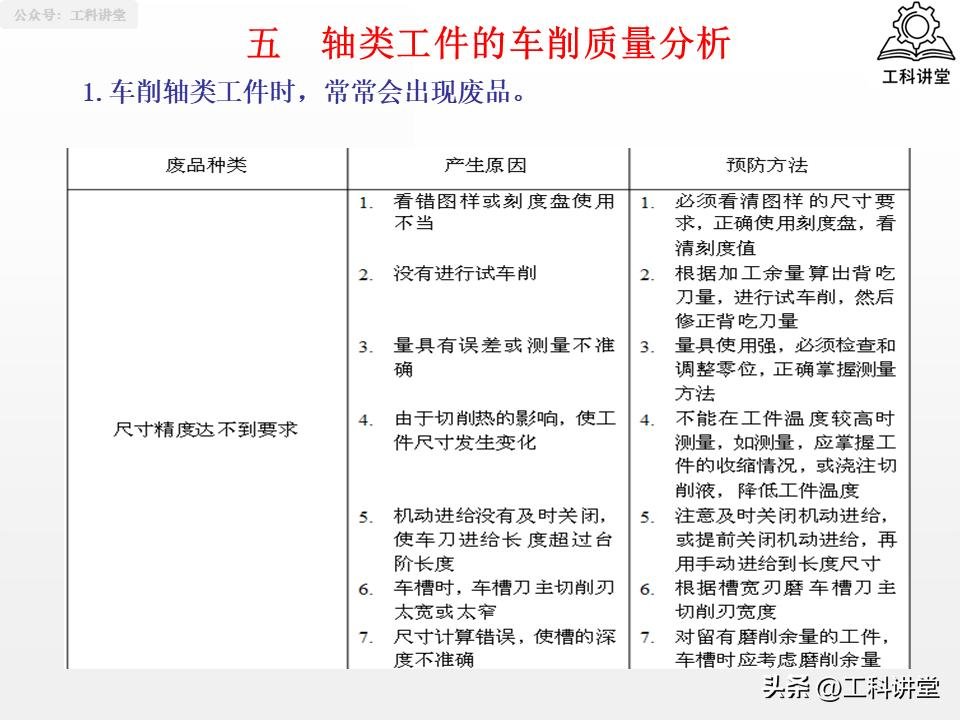
Akselin käsittely perusprosessissa sorvaus, sorvaus, suurin osa romua koonhallinnasta, muoto- ja asentovirheistä, kolmen suurimman ongelman pinnan laatu seuraavasti: jos mittatarkkuus ei ole standardin mukainen, sinun on tehtävä hyvää työtä piirustusten ja näytteiden tarkistamiseksi, mutta myös testattava sorvaus ja kalibrointi mittarin, jotta vältetään leikkauslämmön vaikutus mittaukseen; kun kartio on luotu, sinun on löydettävä oikea takakanta, kalibroitava pienen liukulevyn mittakaava, varmistaen siten, että sorvin opas ja kara pysyvät yhdensuuntaisina; jos pyöristyvyys on liian huono, sinun on säädettävä karan välys varmistaaksesi, että päällimmäisen reiän kosketus on hyvä. Sorvin ohjain ja kara pysyvät samansuuntaisina; jos pyöristävyys on liian huono, on tarpeen säätää karan välystä sen varmistamiseksi, että yläreikäkosketus on hyvä. Pintakarheuden vähentämiseksi työkappaleen, ydin on vähentää jäännösalueen, vähentää tärkein vice-poikkeama kulma, syöttö, lisätä kärki kaaren, ja samalla välttää keskinopea leikkaus, jotta voidaan estää kertyminen lastujen kasvain, kohtuulliseen käyttöön leikkausnesteen, jotta estetään siru vetämällä on käsitelty pinnat, työstökoneesta, leikkuutyökalut, leikkaus annostelu eri näkökohdista tärinän värähtelykuvio välttää.
PPT-käsikirja, johdatus akselin osien työstöön, artikkelin lopussa, jotta voit tarkastella PPT-käsikirjan lähdeasiakirjaa sekä laajennettua kuivaa.




Koska otsikkosivun sisältö on rajallinen, vain 50 ensimmäistä sivua näytetään.
PPT-käsikirjan lähdeasiakirjan täysversio + laajennettu kuivaharjoittelu.













Ei kommentteja