
Sorvauskoneet, jyrsinkoneet, höyläkoneet, hiomakoneet, porakoneet, avarruskoneet, näiden koneiden suurin tarkkuus ja eri työstömenetelmillä saavutettavat toleranssit ovat kaikki täällä.


I. Kääntyminen
Työkappaletta kierretään ja sorvaustyökalu liikkuu tasossa suorassa tai kaarevassa linjassa suorittaakseen sorvauksen.työstöSorvaus suoritetaan yleensä sorvilla, ja sitä käytetään työkappaleen lieriömäisten sisä- ja ulkopintojen sekä päätypintojen ja kartiomaisten pintojen, mukaan lukien muottipinnat ja kierteet, työstämiseen.

Sorvauksessa tarkkuus on yleensä välillä IT8-IT7, kun taas tarkkuus onpinnan karheusSen jälkeen se on 1,6 μm:n arvosta 0,8 μm:n arvoon.
(1) Karkeasorvauksessa tavoitteena on parantaa sorvaustehokkuutta ottamalla käyttöön suuri leikkuusyvyys ja suuri syöttö sillä edellytyksellä, että sorvinopeutta ei vähennetä, mutta työstötarkkuus on vain IT11, ja pinnankarheus on välillä Rα20-10μm.
(2) Kun semi-viimeistely sorvaus, yritä käyttää suurta nopeutta, ja samaan aikaan, myös käyttää pienempää syöttöä, ja myös käyttää pienempää leikkuusyvyyttä, työstötarkkuus voi saavuttaa IT10 IT7, pinnankarheus on Rα10 0.16μm.
(3) Hieno korjaus timantti sorvaustyökaluja, korkean tarkkuuden sorvi, nopea tarkkuus sorvaus ei-rautametallien osat, voi tehdä työstötarkkuus IT7 IT5, pinnankarheus Rα0.04 0.01μm, kuten sorvaus on nimeltään ”peili sorvaus”.
Jyrsintä
Jyrsintä tarkoittaa pyörivien monihampaisten työkalujen käyttöä työkappaleen leikkaamiseen, mikä on erittäin tehokas käsittelymenetelmä, joka soveltuu tasopintojen käsittelyyn, soveltuu urien käsittelyyn, soveltuu erilaisten muotoisten pintojen, kuten hammasrattaiden, hammaspyörien ja kierteiden, käsittelyyn, mutta soveltuu myös muotin erityismuodon käsittelyyn jne., Jyrsintä pääliikkeen nopeuden suunnan mukaan, jossa työkappaleen syöttösuunta on sama tai vastakkainen suunta, tilanne on myös jaettu sileään jyrsintään ja käänteiseen jyrsintään. Sen mukaan, onko pääliikkeen suunta sama vai vastakkainen työkappaleen syötön suunnan kanssa jyrsinnän aikana, se jaetaan myös sileään jyrsintään ja käänteiseen jyrsintään.

Jyrsittäessä työstötarkkuus on yleensä IT8-IT7, kun taas pinnankarheus on 6,3-1,6 μm.
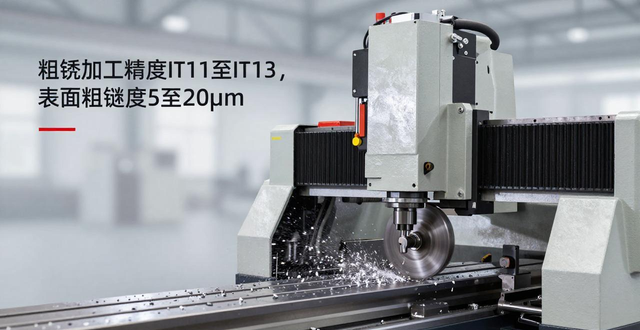
(1) Karkeajyrsinnässä työstötarkkuus on välillä IT11-IT13 ja pinnankarheus on välillä 5-20 μm.
(2) Puoliviimeistelyjyrsinnässä vastaava työstötarkkuus on välillä IT8 - IT11 ja pinnankarheus on välillä 2,5 - 10μm.
(3) Kun käytetään hienojyrsintää, työstötarkkuus voidaan saavuttaa välillä IT16 - IT8, ja pinnankarheus on välillä 0,63 - 5μm.
III. Höyläys
Höyläys on leikkausmenetelmä, jossa käytetään höyläysveitsen avulla työkappaleen edestakaista liikkumista vaakasuorassa suhteellisen suorassa linjassa, ja sitä käytetään pääasiassa osien muotokäsittelyssä.

Höyläämällä on yleensä mahdollista saavuttaa IT9:n ja IT7:n välinen tarkkuus, kun taas pinnankarheus on välillä Ra6,3-1,6μm.
1) Karkeahöyläyksen jälkeen tarkkuus on välillä IT12 - IT11 ja pinnankarheus on välillä 25μm - 12,5μm.
(2) IT10:n ja IT9:n välinen puoliviimeistelyhöylätarkkuus, kun pinnankarheus on välillä 6,2-3,2μm.
3) Viimeistelyhöyläys, jolla voidaan saavuttaa IT8-IT7-tarkkuus, kun taas pinnankarheus on 3,2-1,6 μm.
iv. hionta
Hionta on prosessi, jossa työkappaleesta poistetaan ylimääräinen materiaali hioma-aineita ja hiomatyökaluja käyttäen. Se on koneenrakennusteollisuuden viimeistelyprosessi, jota käytetään laajalti.

Yleisesti ottaen hiontaa käytetään usein puoliviimeistely- ja viimeistelytoiminnoissa, joiden tarkkuus on IT8 - IT5 tai jopa suurempi ja pinnankarheus 1,25 - 0,16 μm.
(1) Tarkkuushionnan pinnankarheus on 0,16-0,04μm.

(2) Ultratarkan hionnan pinnankarheus on 0,04-0,01μm.
(3) Peilihionnan pinnankarheus voi olla alle 0,01μm.
V. Poraus
Yksi reikien työstön perusmenetelmistä on poraus, joka suoritetaan usein porakoneen päällä, poraus voidaan itse asiassa suorittaa sorvilla, poraus voidaan suorittaa myös porakoneella ja poraus voidaan suorittaa myös jyrsinkoneella.
Porattaessa koneistustarkkuus on suhteellisen alhainen, yleensä vain IT10, pinnankarheus on yleensä välillä 12,5-6,3μm, porauksen valmistumisen jälkeen käytetään usein reaming- ja reaming-menetelmää puoliviimeistelyn ja viimeistelyn suorittamiseksi.
Tylsää
Poraus on leikkausprosessi, jossa käytetään työkalua reiän tai muun ympyränmuotoisen ääriviivan sisähalkaisijan suurentamiseen, ja jonka käyttö on yleensä puolikarkeasta koneistuksesta viimeistelyyn käyttäen työkalua, yleensä yksisärmäistä työvälinettä, joka tunnetaan myös nimellä poratanko.

(1) Teräsmateriaalien poraus tarkkuus, yleensä voi saavuttaa standardin IT9 - IT7, pinnankarheus on välillä 2,5 - 0,16μm.
(2) Tarkkuusporauksella saavutettu työstötarkkuus voi saavuttaa arvoalueen IT7 - IT6, kun taas sen pinnankarheus on välillä 0,63 - 0,08μm.
Huomautuksia:
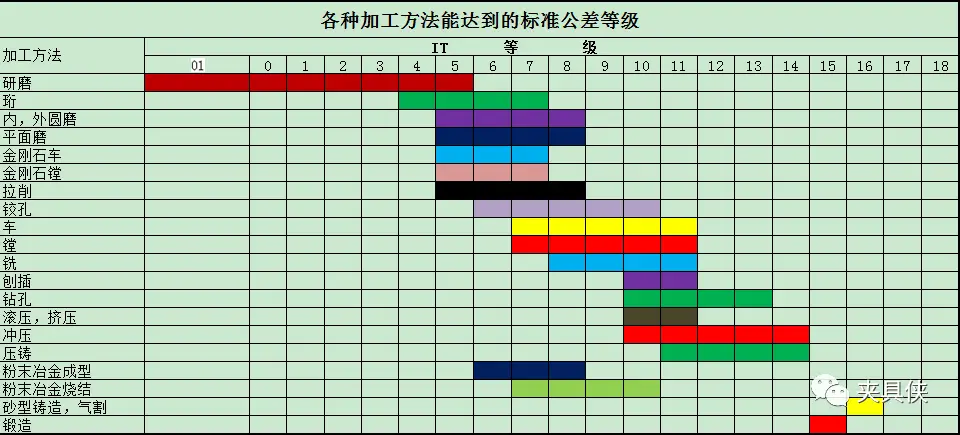
Työstötarkkuus on termi, jota käytetään arvioitaessa työstetyn pinnan geometrisia parametreja, jotka kuvaavat valmistetun tuotteen hienojakoisuusastetta. Standardissa käytetty työstötarkkuuden mittaus on toleranssitaso, toleranssitaso IT01:stä, IT0:sta, IT1:stä, IT2:sta, IT3:sta on luokiteltu IT18:aan, IT01, IT0, IT1, IT2, IT3:sta IT18:aan on yhteensä 20, IT01:n mukaan osan työstötarkkuus on korkeimmalla tasolla, IT18:n mukaan osan työstötarkkuus on alhaisimmalla tasolla, yleiset kasvi- ja kaivoskoneet, joiden työstötarkkuus on IT7-tasoa, yleiset maatalouskoneet, joiden työstötarkkuus on IT8-tasoa. Yleiset tehdas- ja kaivoskoneet IT7-tason tarkkuudella, yleiset maatalouskoneet IT8-tason tarkkuudella. Tuotteen osien toiminnan mukaan ero, tarve saavuttaa työstötarkkuus ei ole sama, valinta käsittelymuotojen jaKäsittelySe on myös erilainen.














Ei kommentteja