
Ruostumattoman teräksen vuolukromilangan valinta
Ruostumatonta terästä, jossa on täytemaalattu lanka, käytetään pääasiassa aktiivisen kaasusuojahitsauksen soveltamisessa, aktiivisen kaasusuojahitsauksen täytemaalattua lankaa, jolla on seuraavat ominaisuudet.
Verrattuna elektrodikaarihitsaukseen, laskeutumisnopeutta voidaan lisätä kahdesta neljään kertaa, sen laskeutumistehokkuus on jopa 90 prosenttia (ruostumattomasta teräksestä valmistetut tangot vain 55 prosenttia), tuotantotehokkuuden merkittävä kasvu, talous on erittäin hyvä.
② Laaja valikoima sopeutumiskykyä virtaan ja jännitteeseen, ja menneisyyden aktiivinen kaasusuojattu hitsaus ruostumattomasta teräksestä valmistettu kiinteä lanka verrattuna hitsausolosuhteisiin on suhteellisen helppo asentaa, helppo puoliautomaattinen hitsaus, mutta myös helppo automatisoida hitsaus.
Kuonanpoisto on hyvä, ja hitsisulan pinta on kiiltävä. Lisäksi roiskeita esiintyy harvoin, valokaaren vakaus on erinomainen ja röntgentarkastuksen läpäisyaste on korkea.
Ruostumattoman teräksen hitsaus flux-cored lanka, tässä tilanteessa, hitsin metallin pääseoksen koostumus perusmateriaalin kanssa oli johdonmukainen tai samanlainen tilanne, tällaisen tilanteen vuoksi hitsin korroosionkestävyys, lämmönkestävät ominaisuudet voidaan periaatteessa taata. Kuitenkin hitsin metallin ominaisuuksilla on merkittävä vaikutus C-, O-, N-pitoisuuteen, vuoka-ydinlankahitsausprosessissa, mutta on olemassa joitakin erityisiä muutosmalleja, jotka olisi otettava vakavasti.
Jos ruostumattoman teräksen hitsauksessa vähennetään hitsatun metallin hiilipitoisuutta yhtenä tehokkaana keinona parantaa sen kestävyyttä rakeiden välistä korroosiota vastaan, tämä on mahdollista. Kuitenkin, kun hiilidioksidia sisältävän suojakaasun käyttö hitsaustoimenpiteiden suorittamiseen, hitsiaineen hiilitaipumusta tietyssä määrin on lähes mahdotonta välttää, joten kiinteää ruostumatonta teräslankaa on yleensä käytettävä kaasusuojattua hitsausta käytettäessä. Ruostumattomasta teräksestä valmistetun täytelangan osalta, vaikka puhdasta hiilidioksidia käytettäisiinkin suojakaasuna, hitsiaineen hiilipitoisuuden nousu voidaan kuitenkin myös hallita erityisen alhaisella tasolla. Vuosien mittaan on otettu laajalti käyttöön monia ruostumattomasta teräksestä valmistettuja täytelankoja, joilla on erittäin alhaiset hiiliominaisuudet (C≤0,04% tai C≤0,03%) ja erittäin alhaiset hiiliominaisuudet (C≤0,02%). Useimmissa ruostumattomasta teräksestä valmistetuissa juoksupäällystetyissä langoissa käytettävä suojakaasu on CO2:n tai Ar:n seos, johon on lisätty 20%-25% CO2:ta.
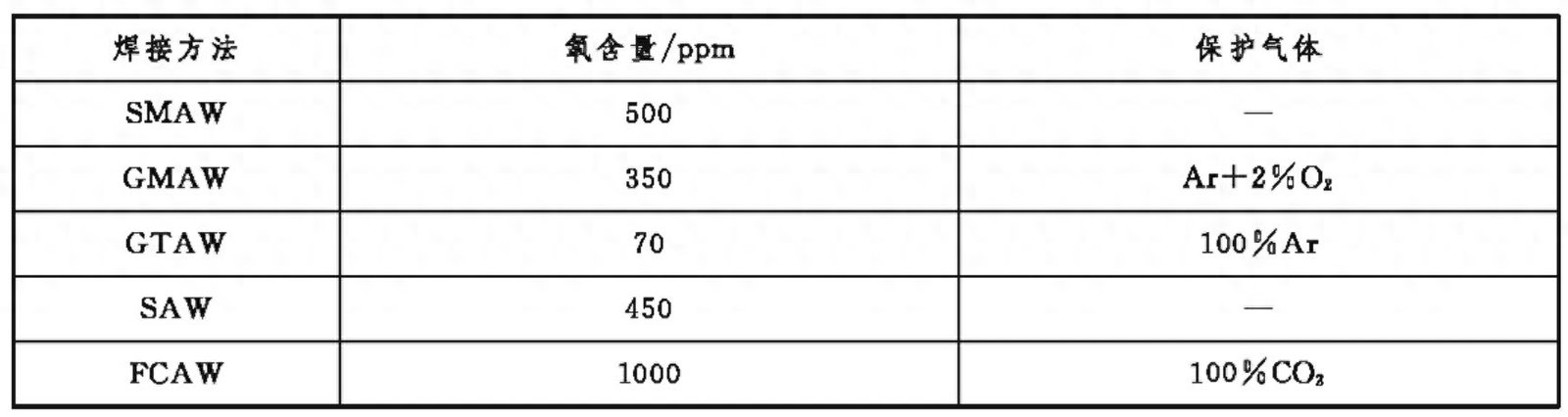
Kun ruostumattoman teräksen hitsaukseen käytetään täytelankaa, hitsiaineen happipitoisuus on pienempi kuin muissa hitsauslangoissa.Hitsausmenetelmäon suhteellisen korkea. Happipitoisuuden kasvaessa hitsiaineen iskunkestävyys vähenee. Suurin osa hitsiaineen sisältämästä hapesta on hajaantunut ristikkojen väliin oksidisulkeumien muodossa. Nämä oksidisulkeumat ovat osittain peräisin jauheessa olevista oksideista, ja toinen osa on hapettumisreaktion tuote. Jos oksidisulkeumien pitoisuus on liian suuri, se voi olla myös yksi syy siihen, miksi ruostumattomasta teräksestä hitsattuja liitoksia ei voida käyttää kylmätaivutukseen. Hitsin happipitoisuutta voidaan vähentää lisäämällä langan kuonan emäksisyyttä, mutta kun emäksisyyttä lisätään, se johtaa kuonan viskositeetin pienenemiseen, mikä puolestaan vaikuttaa langan hitsattavuuteen kaikissa asennoissa.

Kuva 1 Ruostumattoman teräksen 308 hitsiaineen happipitoisuuden vertailu eri hitsausmenetelmillä.
OSA 01
Martensiittisen ruostumattoman teräksen hitsauslangan valinta
Martensiittiset teräkset pystyvät muuttamaan ominaisuuksiaan lämpökäsittelyn avulla, joten hitsin koostumuksen olisi oltava mahdollisimman lähellä perusmetallin koostumusta, jotta voidaan varmistaa, että suorituskykyvaatimukset täyttyvät, erityisesti lämmönkestävien martensiittisten terästen tapauksessa. Kylmähalkeilun välttämiseksi voidaan käyttää myös austeniittisia hitsauslisäaineita, jolloin hitsin lujuus on selvästi pienempi kuin perusmetallin.
Kun hitsataan martensiittista ruostumatonta terästä, seuraavat ongelmat ovat todennäköisiä.
Joissakin tapauksissa esiintyy ylikuumennetun vyöhykkeen kovettumista ja kylmähalkeilua. Martensiittisilla ruostumattomilla teräksillä on poikkeuksellisen suuri taipumus kovettua, ja kun niitä kuumennetaan korkeissa lämpötiloissa ja sitten ilmajäähdytetään tällaisissa olosuhteissa, saadaan kovaa ja haurasta martensiittia. Hitsauksen rajoitusjännityksen ja vedyn diffuusion vaikutuksesta hitsauksen kylmähalkeamien mahdollisuus on hyvin suuri.
② Haurastuminen tapahtuu ylikuumennetulla vyöhykkeellä, martensiittisen ruostumattoman teräksen ylikuumennetulla vyöhykkeellä, sen rakeiden kasvutaipumus on erittäin vakava, mikä vähentää merkittävästi liitoksen plastista sitkeyttä ja sitten ylikuumennetun vyöhykkeen haurastumista.
(iii) Lämpövaikutteisella vyöhykkeellä esiintyy pehmenemisilmiötä, ja pitkäaikainen kuumennus korkeassa lämpötilassa aiheuttaa todennäköisesti mikrosäröjä lämpövaikutteisen vyöhykkeen pehmenneellä alueella, mikä puolestaan vähentää liitoksen luotettavuutta.
Kun hitsin koostumus ja perusmetallin koostumus on lähes sama, hitsausprosessi hitsissä ja lämpövaikutteisessa vyöhykkeessä on pala kovettuvaa haurasta, kylmähalkeilun estämiseksi perusmetalli on usein esilämmitettävä ja hitsattava lämpökäsittelyn jälkeen liitosten suorituskyvyn parantamiseksi. Koska hitsausmetalli ja perusmetalli lämpölaajenemiskerroin on periaatteessa sama, lämpökäsittelyn jälkeen on pystytty poistamaan hitsausjännitys kokonaan. Hitsaus Cr13-tyyppinen martensiittinen teräs käytetään lanka, tiukasti valvoa haitallisia epäpuhtauksia S, P ja Si, jne., valinta sisältää Ti, N, Nb tai A1 ja muut elementit lanka, hienosäätää viljan ja vähentää kovuutta. Kun työkappale ei täytä esilämmityksen tai lämpökäsittelyn edellytyksiä, on tarkoituksenmukaista käyttää hitsauslisäaineita, jotka voivat saada austeniittisen hitsausorganisaation, tämäntyyppisellä hitsillä on korkea plastisuus ja sitkeys, mikä voi tehdä hitsausjännityksen rentoutumisen ja voi olla suurempi määrä kiinteää liuosta, joten se voi vähentää kylmähalkeilun taipumusta. Kuitenkin liitoksen materiaalin epätasaisuus lämpölaajenemiskertoimen eron vuoksi työympäristön syklisessä lämpötilassa voi tuottaa lämpöväsymishalkeamia, mikä johtaa liitoksen tuhoutumiseen.

Kuva 2 Martensiittisten ruostumattomien terästen hitsauslisäaineiden valinta.
OSA 02
Täyteaaltosulatuslangan valinta ferriittisen ruostumattoman teräksen hitsaukseen
Ferriittisissä ruostumattomissa teräksissä ei tapahdu faasimuutoksia lämmitys- ja jäähdytysprosessin aikana, joten hitsauksen jälkeinen nopeakaan jäähdytys ei johda karkaistuneeseen organisaatioon. Näitä teräksiä hitsattaessa esiintyy seuraavia ongelmia.
Ferriittirakeet kasvavat nopeasti sen jälkeen, kun niitä on kuumennettu 900 °C:ssa tai enemmän, ja vaikka hitsauksen jälkeinen nopea jäähdytys tapahtuisi, ei ole mitään keinoa välttää sitkeyden jyrkkää heikkenemistä ja suurta taipumusta rakeiden väliseen korroosioon, joka aiheutuu rakeiden karkeutumisesta.
Terästä, joka sisältää enemmän Cr:tä, kutsutaan ferriittiseksi teräkseksi, haitallisia C-, N-, O-, jne. elementtejä on myös enemmän, haurastumislämpötila on korkeampi, loviherkkyys on voimakkaampi, joten hitsauksen jälkeinen haurastuminen on vakavampi ilmiö.
(iii) Kun kuumennetaan pitkään 400-600 °C:n lämpötila-alueella ja jäähdytetään sitten hitaasti, haurastuminen tapahtuu 475 °C:ssa, jolloin huoneenlämpötilan sitkeys heikkenee merkittävästi. Kun ferriittiä on kuumennettu pitkään 550-820 °C:n lämpötila-alueella, ferriitistä on helppo saostua faaseja, mikä myös vähentää merkittävästi sen plastisuutta ja sitkeyttä.
Ferriittisen ruostumattomasta teräksestä valmistetun täytelankaan valinta, jotta voidaan käyttää sellaista täytelankaa, joka sisältää vähän haitallisia aineita (kuten C, N, S, P jne.), hitsaustehon ja hitsin sitkeyden parantamiseksi. Hitsauskoostumusta voidaan käyttää ja Cr17-järjestelmä homogeenisten komponenttien, mutta jos kyseessä on suuria rajoituksia, erittäin helppo tuottaa halkeamia, hitsausta voidaan käyttää lämpökäsittelyn jälkeen, jotta korroosionkestävyys voidaan palauttaa ja parantaa liitoksen plastisuutta. Voidaan myös käyttää austeniittisia korkean Cr- ja Ni-pitoisuuden omaavia hitsauslisäaineita aukkoherkkyyden vähentämiseksi, liitoksen halkeamankestävyyden parantamiseksi, kuten 309 (24-13) -tyyppistä ja 310 (26-21) -tyyppistä austeniittista ruostumatonta terästä sisältävää täytelankaa. Austeniittinen hitsiaine on yleensä yhtä luja kuin ferriittinen perusmateriaali, mutta joissakin syövyttävissä väliaineissa hitsin korroosionkestävyys voi olla hyvin erilainen kuin perusmateriaalin, mikä on huomioitava valittaessa täytelankaa.

Kuva 3 Valinta ferriittisen ruostumattoman teräksen vuolukromilangan valintaan
OSA 03
Austeniittisen ruostumattoman teräksen hitsaukseen käytettävän täytelankaan valinta
Martensiittisiin ja ferriittisiin teräksiin verrattuna austeniittisen ruostumattoman teräksen hitsattavuus on parempi, mutta hitsauksen aikana sinun on silti kiinnitettävä huomiota seuraaviin seikkoihin.
① hitsausliitokset näkyvät rakeiden välisessä korroosiossa, yleisesti käytetyt tyypin 18-8 austeniittisen ruostumattoman teräksen hitsausliitokset, korroosiota aiheuttavassa ympäristössä pidemmän ajan kuluttua, hitsaus näkyy eriasteisessa rakeiden välisessä korroosiossa, hitsin kärki näkyy eriasteisessa rakeiden välisessä korroosiossa, lämpövaurioitunut vyöhyke on sama herkistyneessä vyöhykkeessä (hitsin lämmitetty 600 ~ 1000 ℃: n alueeseen), joka näkyy eriasteisessa rakeiden välisessä korroosiossa.
② jännityskorroosiomurtuma, austeniittinen ruostumaton teräs joissakin tietyissä syövyttävissä väliaineissa, joita käytetään jonkin aikaa, on halkeiluilmiö, tämä johtuu siitä, että hitsauksen jälkeen on suuri määrä jäännösjännitystä ja syövyttäviä väliaineita yhdessä tulosten kanssa.
③ Hitsin kiteisten halkeamien olemassaolo, austeniittinen hitsi jäähdytysprosessissa, on erittäin helppo muodostaa voimakas suuntautunut pylväsmäinen kideorganisaatio, jolloin S- ja P-epäpuhtaudet ovat helposti polymeroituvia hitsin keskellä, ja sitten alhaisen sulamispisteen eutektisen muodostuminen, joten halkeilunkestävyys heikkenee. Ja austeniittisen ruostumattoman teräksen kutistuminen on suurta, mikä tuottaa helposti suuria hitsausjännityksiä hitsauksen aikana, mikä johti siihen, että hitsi on altis kiteisille halkeamille. Tämä tilanne 25-20-tyyppisen ruostumattoman teräksen yksivaiheisessa austeniittisessa organisaatiossa on erityisen herkkä.

Kuva 4 Austeniittisen ruostumattoman teräksen vuolukromilankojen valinta.
Austeniittisen ruostumattoman teräksen vuolla täytetyn langan valintaperiaate on halkeamien puuttuessa varmistaa, että hitsiaineen korroosionkestävyys ja perusmetallin mekaaniset ominaisuudet ovat periaatteessa samat tai hieman korkeammat, jotta seoksen koostumus on mahdollisuuksien mukaan suurin piirtein sama kuin perusmateriaalin koostumus tai vastaava. Jos se ei vaikuta korroosionkestävyyteen, odotetaan, että se sisältää tietyn määrän ferriittiä, jotta varmistetaan sekä hyvät halkeilunesto-ominaisuudet että hyvä korroosionkestävyys. Joissakin erityisissä väliaineissa, kuten urealaitteissa, tyypin 316L austeniittisen ruostumattoman teräksen hitsausmetallissa, ferriittiä ei kuitenkaan saa esiintyä, muuten se vähentää sen korroosionkestävyyttä. Austeniittisen teräksen hitsaussaumojen osalta, jotka ovat pitkäaikaisessa korkean lämpötilan toiminnassa, rajoittaa ferriittipitoisuutta hitsiaineessa niin, että se ei ylitä 5%: tä, tarkoituksena on estää ferriitin käyttö hauraan muutoksen prosessissa.
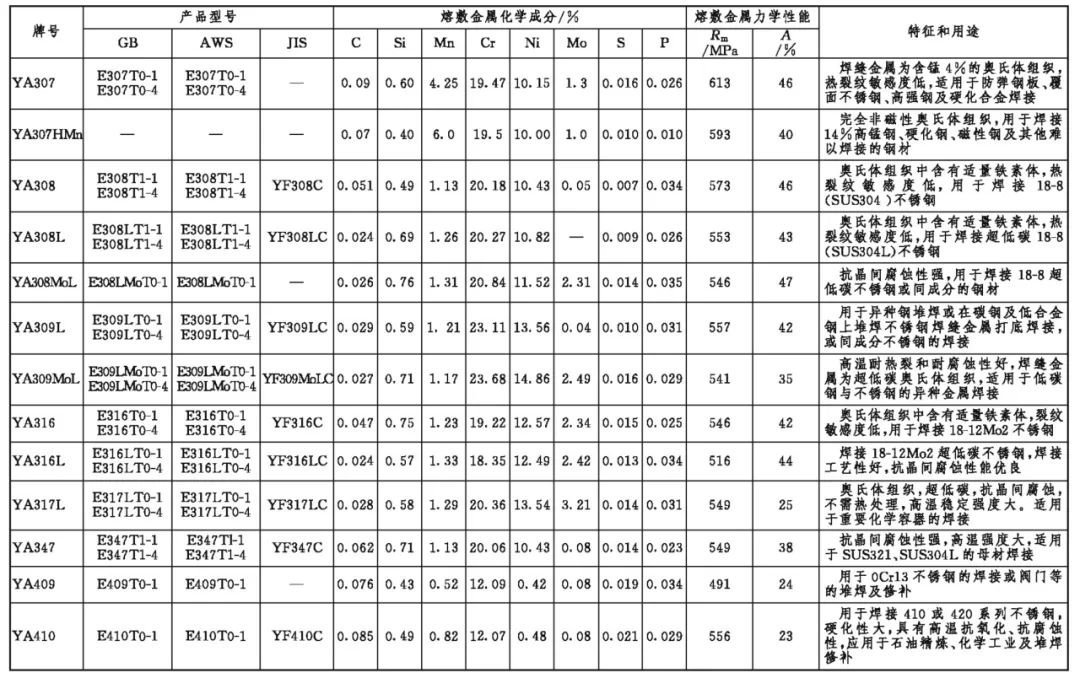
Kuva 5 Ruostumattoman teräksen kemiallinen koostumus, mekaaniset ominaisuudet ja käyttö flux-päällysteisen metallilangan pinnoituksessa













Ei kommentteja