
1.5 Metallisten materiaalien työstettävyys
Metallilevyjen osien käsittelytekniikka määrittää ohjelman, ja käsittely muodon osien, tarkkuus ja yritys on rakenne laitteiden, jne., mutta myös osien kanssa käytetyn materiaalin osia suuri korrelaatio, vaikka materiaalin lujuus taso on sama kuin materiaalin kemiallinen koostumus ei ole sama kuin osat työstöprosessin aiheuttaa erilaisia vaikutuksia, mutta myös suora vaikutus ohutlevyjen osien tuotannon ja käsittelyn, joten on tarpeen analysoida ja ymmärtää eri materiaalien käsittelytekniikkaan Siksi on tarpeen analysoida ja ymmärtää eri materiaalien ominaisuuksia.
1.5.1 Metallimateriaalien prosessoitavuus
Metallilevyjen käsittelyyn tarkoitettujen materiaalien osalta käsittelyprosessin suorituskyky vaihtelee metallista toiseen, ja sen käsittelyprosessin suorituskyky perustuu pääasiassa prosessin suorituskykytestiin sekä prosessin suorituskykyindeksiin mittausta varten.
1. Prosessin suorituskykytestit
Prosessin suorituskykytesti on simuloida suoraan tietyntyyppistä todellista muotoutumismenetelmää, jotta voidaan muodostaa pienikokoisia näytteitä, koska jännitys-venymä tila on periaatteessa sama, ja siten testitulokset voivat tarkemmin kuvastaa materiaalin jännityksen todellista prosessia sekä muodonmuutosta, joten tietyn prosessin alla testitulokset ovat tarkempia.
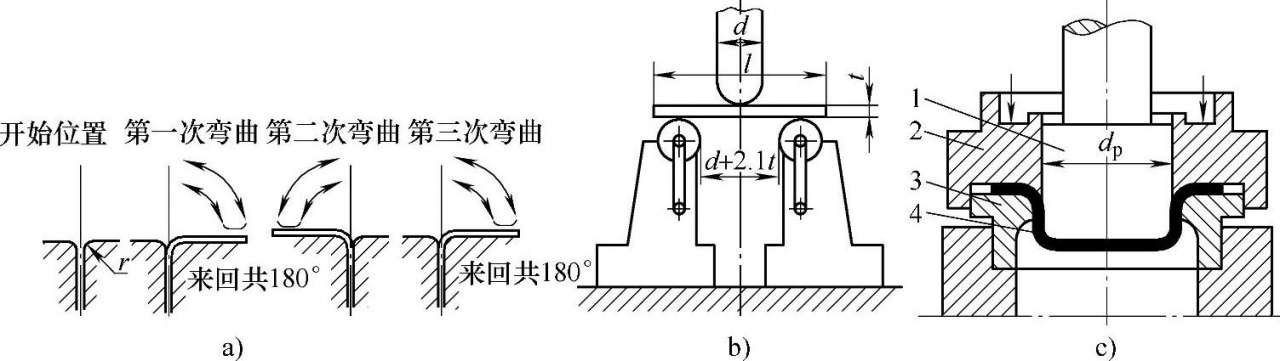
(1) Taivutus- ja syvävetokokeet levyjen paikallisten taivutus- ja venymäominaisuuksien arvioimiseksi ovat testejä, joita käytetään usein todellisessa tuotannossa. Taivutustesti, kautta puristettu erityiseen leuat lamelli toiminta testata; mitä taivutus toiminta, on puolestaan oikealle puolelle 90 ° ja vasemmalle puolelle 90 ° taivutus, kunnes on murtuma tai saavuttaa määrä taivutus määritelty teknisissä olosuhteissa. Mitä pienempi taivutussäde r on, sitä toistuvampi taivutus on, sitä paremmat ovat levyn muotoutumisominaisuudet. Tämä testi tehdään enintään 2 mm:n paksuisten levyjen karakterisoimiseksi. Kuvassa 1 - 8b esitetään koejärjestely paksumpien levyjen taivutuskyvyn arvioimiseksi. Kun muotin taivutushalkaisija d on pienempi, taivutuskulma on suurempi ja levyn taivutuskyky on parempi. Tätä testiä voidaan käyttää jopa 4 mm:n levyjen paksuuden kuvaamiseen. Kuvassa 1 - 8c esitetään Swift Cup -syvävetotesti, jota käytetään raja-arvosyvyysvetosuhteen LDR (Dmax/dp) määrittämiseen testimenetelmänä levyn syvävetokyvyn arvioimiseksi, sen kupera muotin halkaisija dP on 32,50 mm, kulmasäde 4,5 ~ 5,5 mm ja sovellettavan paksuuden vaihteluväli on vastaavasti 0,32 ~ 1,3 mm tai 0,45 ~ 1,86 mm. 0.45~1.86mm.

Kuva 1-8 Taivutus- ja vetokokeet
a), b) Taivutuskoe c) Syvävetokoe
1-kupera muotti 2-puristusrengas 3-kupera muotti 4-tuotteet
Kun syväveto-operaatioita eri halkaisijaltaan litteitä levyjä, usein syvyys vetää suhde 0,025 yksikkönä muuttaa halkaisijan aihioita, ja pystyy syventämään kuppi ilman repeytymistä suurimman halkaisijan aihion Dmax ja suhde halkaisija kuperan kuolee dp rajana syväveto suhde LDR, ja samaan aikaan, on myös tutkittava alueen sopiva puristusvoima vähentää sen vaikutusta arvoon LDR! LDR-arvo.
(2) Eri levyjen paisuntakyvyn arvioimiseksi tehdään testejä, mukaan lukien paisuntatesti, Allisonin kuppitesti ja hydraulinen paisuntatesti. Kuvissa 1-9 esitetyssä tapauksessa on Allisonin kuppitesti, joka on esitetty kuvassa 9a. Lisäksi on olemassa testistandardi, joka rajoittaa kuppausarvoa ja joka on esitetty kuvassa 9b. Tämä on kansainvälisesti laajalti käytetty testimenetelmä.
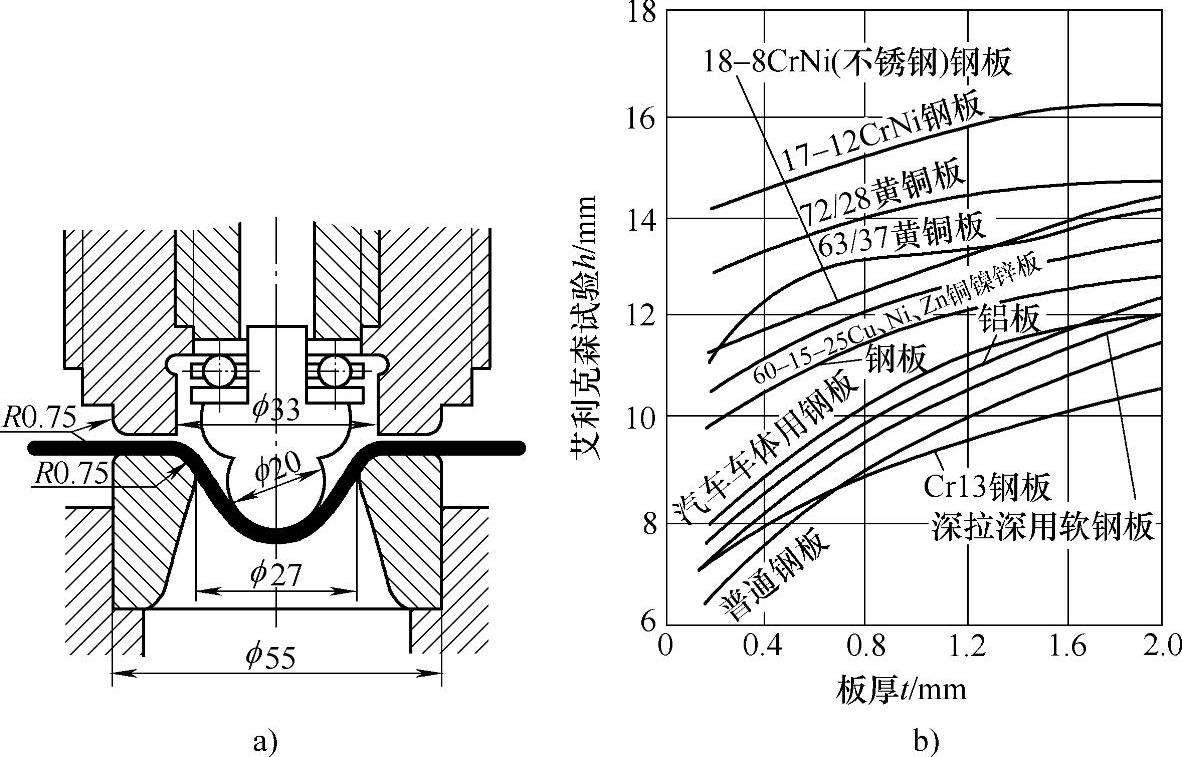
Kuva 1-9 Laajennustesti
a) Kuppitesti b) Vakiokuppausarvot
Pallomaisen kuperan muotin säde on ϕ20mm, koveran muotin sisähalkaisija on ϕ27mm, koveran muotin ulkohalkaisija on ϕ55mm, sekä kuperan että koveran muotin pyöristettyjen kulmien säde on 0,75mm, puristusrenkaan paksuus on yli 20mm, puristusrenkaan ulkohalkaisija on ϕ55mm, testiä sovelletaan levyn paksuuden ollessa välillä 0,5-2,0mm ja lyhin etäisyys kuopan ja näytteen reunan välissä on yli 45mm.
GB / T4156-2007 antaa määräyksiä, joiden mukaan pallomaisen kupera muotin säde on 10 mm, puristusrenkaan kokoa ei ole määritetty, näytteen määrittely on 70 mm × 80 mm, muut parametrit ovat samat kuin kansainvälinen standardi. Testi koskee yleistä levyn paksuuden arvoa, joka on enintään 2 mm, tarvittaessa se koskee 2-4 mm:n levymateriaalia, ja testinopeus on 5-20 mm/min.
2. Prosessin suoritusindikaattorit
Materiaalin kykyä sopeutua erilaisiin leimaus- ja muokkausmenetelmiin kutsutaan materiaalin leimaus- ja muokkausominaisuuksiksi, joihin kuuluvat myös murtumiskestävyys, muotin tarttuvuus ja muotoilu jne. Kattava käsite on, että materiaalin hyvät leimaus- ja muokkausominaisuudet tarkoittavat, että se on suotuisa leimaamiseen ja että yksittäisen leimausprosessin rajan muodonmuutosaste on suuri verrattuna kokonaisuuden rajan muodonmuutosasteeseen, ja tuottavuus on korkea, kustannukset ovat alhaiset ja korkealaatuisia leimattuja osia on helppo saada.
Kaikenlaisessa puristuksessa muodostusprosessissa arkin suurin muodonmuutosaste on se, mitä kutsumme muodostusrajaksi, joka liittyy repeämiskestävyyteen, mitä parempi arkin puristimen muodostuksen suorituskyky on, sitä parempi on arkin repeämiskestävyys, sitä korkeampi on muodostusraja.
Muovattavuudella tarkoitetaan levyn kykyä mukautua muotin muotoon kylmäpuristusprosessin aikana. Muotoiluprosessin aikana levyssä voi eri tekijöiden vaikutuksesta esiintyä geometrisia vikoja, kuten ryppyjä, vääntymiä, kokoonpuristumia ja pullistumia, jotka heikentävät muovattavuutta.
Muovattavuudella tarkoitetaan kappaleen kykyä säilyttää muotissa saamansa muoto sen jälkeen, kun se on irrotettu muotista. Muovattavuuteen vaikuttavista monista tekijöistä merkittävin on takaisinkytkentä. Muotinpoiston jälkeen esiintyy usein merkittäviä muotovirheitä, jotka johtuvat liiallisesta takaisinkytkennästä. Levyn muovattavuus ja muovattavuus on keskeinen tekijä määritettäessä osan muodon mittatarkkuutta.
Seuraavat mekaaniset ominaisuusindeksit voivat kuvastaa materiaalin leimausominaisuuksia eri näkökulmista, joista tärkeimmät ovat olemassa:
(1) Tasainen venymä, δb, on suhteellinen ilmaus venymälle venymäkaulan alussa vetokokeessa. Se osoittaa materiaalin kykyä tuottaa tasainen muodonmuutos eli vakaa muodonmuutos. Tavallisesti puristusmuovaus saavutetaan levyn tasaisen muodonmuutoksen alueella, joten δb:llä on suhteellisen suora merkitys puristusmuovaukselle, ja mitä suurempi δb on, sitä suurempi on materiaalin muodonmuutosraja ja sitä suotuisampi se on puristusmuovaukselle.
(2) Myötölujuuden suhde, eli (σs / σb), se on kattava indeksi, joka voi heijastaa materiaalin leimauskykyä, myötölujuuden suhde on pieni, sitten myötölujuus σs ja lujuusraja σb välillä ero suuri, ja sitten sallittu plastinen muodonmuutosväli on myös suuri, ja tämä on kaikkien leimauksen muodonmuutos on suotuisa.
(3) Kovettumisindeksi n, joka osoittaa materiaalin kovettumisasteen kylmän plastisen muodonmuutoksen aikana. Mitä suurempi n:n arvo on, sitä suurempi on materiaalin kovettumisvaikutus, joka on suotuisa venymätyyppiselle muodonmuutokselle. Koska muodonmuutoskovettumisen aiheuttama muodonmuutosvastuksen lisääntyminen voi kompensoida heikentymisen kantavuuden vähenemisen aiheuttaman venymisen aiheuttaman paikallisen poikkipinta-alan, jotta estetään paikallisen muodonmuutoskeskittymän jatkokehitys muodonmuutosvyöhykkeen laajenemisen kanssa, voidaan tehdä muodonmuutosvyöhykkeestä yhtenäinen, ja sillä on sitten merkitystä muodonmuutosasteen lisäämisessä.
(4) Levyn paksuuden suuntautumiskerroin γ viittaa leveysjännityksen εb ja paksuusjännityksen ε1 suhteeseen levynäytteen vetokokeessa, joten sitä kutsutaan myös plastiseksi jännityssuhteeksi. Puristusmuovauksen tapauksessa odotetaan yleensä, että muodonmuutos voi tapahtua levytason suunnassa, mutta paksuuden suunnan osalta sen ei odoteta muuttuvan liikaa. Kun γ:n arvo on suurempi kuin 1, se tarkoittaa, että muodonmuutos leveyssuunnassa on suurempi kuin paksuussuunnassa, eli mitä suurempi γ:n arvo on, sitä enemmän se auttaa lisäämään levyn puristusmuovauksen rajaa.
Leimaamiseen käytettävät levyt ovat kaikki valssattuja materiaaleja, kun otetaan huomioon kuitukudoksen rooli, sen mekaaniset ominaisuudet kaikissa suunnissa eivät ole täysin samat, joten tilanne on se, että levyn paksuuden suuntakerroin saadaan näytteenotosta eri suuntiin ja sitten näytteenoton keskiarvo standardina.
(5) kun tasossa levyn eri suuntiin leikkaus koekappaleiden, kokeellinen mekaaniset ominaisuudet mitattu koe ei ole sama, kokeellinen fysikaaliset ominaisuudet mitattu erilaisia, levy tasossa suuntaavuus Δ γ näin syntyy. Levy tämä mekaaniset ominaisuudet, fysikaaliset ominaisuudet suuntaan levytason anisotropia, tunnetaan levytason suuntaavuus, joka ilmaistaan Δγ. Levytason suuntaavuuden suuruus voidaan mitata levyn paksuuden suuntaavaisuuskertoimen keskimääräisellä erolla useissa eri suunnissa. Levymateriaalin levytason suuntaavuuden Δγ esiintyminen johtaa usein siihen, että syvävetokappaleen suulle syntyy korvakkeita. Korvakkeiden koko liittyy Δγ:hen, ja myös niiden sijainti liittyy Δγ:hen, minkä vuoksi Δγ:tä kutsutaan korvakeparametriksi. Korvakkeet vaikuttavat kappaleen muotoon ja mittatarkkuuteen, ja ne vaativat tarvittaessa lisäleikkausta.
1.5.2 Yleisten ohutlevymateriaalien prosessiominaisuudet
Metallilevymateriaalien prosessiominaisuuksien ymmärtäminen ja analysointi on erittäin tärkeää ohutlevyosien käsittelyprosessin ja tuotantotoimintojen eritelmien laatimisen kannalta. Seuraavassa esitellään joidenkin yleisesti käytettyjen metallilevymateriaalien prosessiominaisuudet.
1. Tavallisen hiiliteräksen prosessin ominaisuudet
Yleisesti ottaen yleisimmin käytetyt ohutlevyosat ovat tavallisia hiiliteräksisiä rakenneosia, kuten Q195, Q215, Q235 jne., ja korkealaatuisia hiiliteräksisiä rakenneosia, kuten 08, 10F, 20 jne., jotka ovat kylmä- tai kuumakäsiteltyjä muokkaus, kaasun leikkaus, hiilikaaren kaasuhöyläys, vesipalon suoristusprosessi jne., Prosessin suorituskyky on muunnettu täydellisyyteen. Muodostamisprosessia lukuun ottamatta materiaalin paksuuden lisääntymisen vuoksi materiaalin muodonmuutosnopeuden raja-arvoon, lämmitykseen sovelletaan ylemmän lämpötilarajan raja-arvoa, mutta muut raja-arvon näkökohdat eivät ole paljon.
Lasku, muodonmuutosvastus nousee, tämä lämpötila-alue kirjataan siniseksi hauraaksi vyöhykkeeksi, kun teräksen suorituskyvyn heikkeneminen, helppo haurasmurtuma, murtuma, joka näyttää sinistä; ja 800-950 ℃ alueella on kuuma hauras vyöhyke, mikä johtaa plastisuuden vähenemiseen. Siksi levyn kuumavedon toimintaprosessissa meidän on kiinnitettävä erityistä huomiota kuumapuristuslämpötilan todelliseen muodonmuutokseen, joka ei saa olla sinisellä hauraalla vyöhykkeellä ja kuumalla hauraalla vyöhykkeellä. Toiminnan aikana on otettava huomioon lämmityslaitteiden ja puristimen välisen sijainnin vaikutus muodonmuutoskuumapuristuksen lämpötilaan ja käytettävä huolellisesti jäähdytys- ja puhalluslaitteita, jotta voidaan estää sinisen haurastumisen ja kuuman haurastumisen syntyminen.
2. Seosterästen prosessiominaisuudet
Seosterästä, jota käytetään yleisesti ohutlevystä valmistettujen rakenneosien valmistuksessa, yleensä Q345, sen vanha luokka on 16Mn jne., ja Q390, vanha luokka on 15MnV jne., Nämä kuuluvat matalaseosteiseen lujaan rakenneteräkseen, ja niiden vastaavat prosessin ominaisuudet ovat:
(1) Q345-teräs toimitetaan yleensä kuumavalssattuna, ei vaadi lämpökäsittelyä, erityisesti alle 20 mm paksuuden valssatun materiaalin osalta, sen mekaaniset ominaisuudet ovat erittäin korkeat, joten kuumapuristinta käytetään yleensä suoraan sen jälkeen. Yli 20 mm paksun teräslevyn osalta teräksen myötölujuuden ja alhaisen lämpötilan iskunkestävyyden parantamiseksi voidaan käyttää normalisointikäsittelyn jälkeen.
Lisäksi sen kaasuleikkausteho ja tavallinen vähähiilinen rakenneteräs ovat samat, kaasuleikkausreuna 1 mm: n alueella on taipumus kovettua, mutta koska kovettunut alue on erityisen kapea, se voidaan poistaa hitsaamalla, joten tämäntyyppisen teräksen kaasuleikkausreunat voivat mennä suoraan hitsaukseen ilman mekaanista käsittelyä.
Hiilikaarihöyläyksen ominaisuudet ovat samat kuin tavallisella vähähiilisellä rakenneteräksellä. Ilmahöylätyn reunan sisällä on taipumus kovettua, mutta kovettunut vyöhyke on niin kapea, että se voidaan poistaa hitsaamalla, joten tämän teräksen ilmahöylätty reuna voidaan hitsata suoraan ilman koneistusta. Tulos on olennaisesti sama kuin lämpövaikutteisen vyöhykkeen kovuus koneistuksen ja hitsauksen jälkeen.
Q235-teräkseen verrattuna Q345-teräksen myötölujuus on edellä mainitussa tilanteessa, joka on suurempi kuin Q235, joten kylmämuovausvoima on suurempi kuin Q235-teräs. Kuumavalssatun teräksen suurten paksuuksien osalta kylmämuovausominaisuuksia voidaan parantaa huomattavasti normalisoimalla tai hehkuttamalla. Kun levyn paksuus kuitenkin saavuttaa tietyn paksuuden (t ≥ 32 mm), jännityksenpoisto lämpökäsittely on suoritettava kylmämuovauksen jälkeen.
Kun Q345-terästä kuumennetaan yli 800 °C:n lämpötilaan, sillä saadaan hyvät kuumamuokkausominaisuudet, mutta lämmityslämpötila ei kuitenkaan sovellu yli 900 °C:n lämpötilaan, koska muuten se on altis ylikuumenemisorganisaatiolle, joka vähentää teräksen iskunkestävyyttä.
Lisäksi Q345-teräs kolmen kerran liekin kuumentamisen jälkeen suoristaa ja veden jäähdyttämisen jälkeen sen mekaaniset ominaisuudet eivät muutu merkittävästi, sillä on sama haurausvaurion kestävyys kuin alkuperäisellä kantamateriaalilla, joten tämä teräs voi olla vesi- ja tulipalon suoristus, mutta dynaaminen kuormitusrakenne ei sovellu vesi- ja tulipalon suoristuksen käyttöön.
(2) Q390, ohuempi teräslevy leikkaus suorituskyky, kylmävalssattu suorituskyky ja Q345 teräs on samanlainen, mutta levyn paksuus t ≥ 25mm kuumavalssattu teräslevy, leikkaus reuna, koska kylmäkarkaisu leikkaus, helppo piilottaa pieniä halkeamia. Tämä halkeama on saattanut muodostua ennen terästehdasta, joten laatutarkastuksen vahvistamiseksi, kun se on löydetty, olisi kaasuleikkauksen tai koneistuksen avulla poistettava halkeamia sisältävä reuna. Lisäksi paksumpaa Q390-kuumavalssattua levyä, joka on helppo rikkoa kylmävalssauksessa, voidaan parantaa normalisoimalla se 930-1000 °C:ssa sen plastisuuden ja sitkeyden lisäämiseksi ja sen kylmävalssauksen ominaisuuksien parantamiseksi.
Lisäksi tämäntyyppinen teräs, sen kuumamuovaus suorituskyky on hyvä, kuuma suoristus suorituskyky on myös hyvä lämmityslämpötilassa 850-1100 ℃ kuumamuovaus, useita lämmitys myötölujuus vaikutus ei ole merkittävä ja kaasun leikkaus suorituskyky on hyvä, hiilikaaren kaasun höyläys suorituskyky on myös hyvä, hiilikaaren kaasun höyläys suorituskykyyn hitsattujen saumojen ei ole kielteinen vaikutus.
3. Ruostumattoman teräksen prosessiominaisuudet
Ruostumatonta terästä on monenlaista, koska sen kemiallinen koostumus ei ole sama, metallurginen organisaatio on myös erilainen, joten kaikenlaiset ruostumattoman teräksen mekaaniset ominaisuudet, sen kemiallisissa ominaisuuksissa ei ole pientä eroa, fysikaalisissa ominaisuuksissa on myös suuri ero, jotka eivät ole samat, mikä johtaa ruostumattoman teräksen materiaalin käyttöprosessin vaikeuteen, joka on suhteellisen lisääntynyt.
Levytuotannossa käytetään yleisesti kahdenlaisia ruostumattomia teräslaatuja:
Luokka A: Martensiittiset ruostumattomat teräkset, kuten , , , , , jne.
Luokka B: Austeniittiset ruostumattomat teräkset, kuten jne.
Edellä mainituilla kahdella ruostumattoman teräksen tyypillä on seuraavat työstöominaisuudet:

(1) Jotta materiaalilla olisi hyvä plastisuus, se on pidettävä pehmeässä tilassa, jonka perusteella lämpökäsittely suoritetaan. A-luokan ruostumattoman teräksen lämpökäsittely pehmennystä varten on hehkutus ja B-luokan ruostumattoman teräksen lämpökäsittely pehmennystä varten on sammutus.
(2) pehmeä tila, kahden ruostumattoman teräksen mekaaniset ominaisuudet, joilla on hyvä käsittelytekniikka, leimauksen muodonmuutostekniikka on erityisen hyvä, sopiva leimauksen perusprosessin muodonmuutokseen, ruostumattoman teräksen materiaaliominaisuudet ja tavalliset hiiliteräksen erot, piirustus ruostumattoman teräksen materiaalin pystysuoralla muovisella anisotropialla, jonka ominaisarvo on paljon alhaisempi kuin tavallisen hiiliteräksen, korkea myötölujuus ja kylmäkovettuminen, piirustus ryppyissä, levy koverassa kuolee kulman taivutuksessa ja käänteisessä taivutuksessa muodonmuutos Rebound, usein tehdä sivuseinän työkappaleen kovera tai taivutus, joten ruostumattoman teräksen syväveto tarvitsee korkean paineen materiaalin voima, mutta vaatii myös huolellista säätöä muotin.
Koska ruostumattoman teräksen kylmäkarkaisuilmiö on erittäin voimakas, syväveto on helppo tuottaa ryppyjä, joten prosessin todellisessa toiminnassa on tehtävä joitakin seuraavista aloitteista, jotta varmistetaan, että syväveto suoritetaan sujuvasti:
Ensinnäkin, yleisesti ottaen jokaisen syvävetämisen jälkeen on tehtävä välihehkutus, tämä on miksi? Syynä on se, että ruostumaton teräs eroaa pehmeästä teräksestä, joka voi käydä 3-5 vetoa ennen välihehkutusta, mutta ruostumaton teräs on yleensä jokaisen vedon jälkeen välttämätöntä suorittaa välihehkutus välittömästi.
② Syväveto-osien suuren muodonmuutoksen osalta lopullisessa syvävetomuovauksessa välittömästi jäännösjännityksen poistamisen jälkeen sisäisen jännityksen lämpökäsittelyn jälkeen, muuten syväveto-osat halkeilevat. Lämpökäsittelyn sisäisen jännityksen poistamiseksi: luokan A ruostumattoman teräksen lämmityslämpötila 250-400 ℃, luokan B ruostumattoman teräksen lämmityslämpötila 350-450 ℃, ja sitten pidetään edellä mainitussa lämpötilassa 1-3 tuntia.
① ③ lämmin vetomenetelmä voi saada parempia teknisiä ja taloudellisia tuloksia, ② esimerkiksi ruostumattomalle teräkselle lämmittää sitä 80 ~ 120 ℃ -alueelle, ③ voi vähentää materiaalin työkovettumista ja sisäisiä jäännösjännitteitä, ④ voi parantaa vedon syvyyden muodonmuutosastetta, ⑤ voi vähentää vedon syvyyden kerrointa, ⑥ kuitenkin austeniittista ruostumatonta terästä, joka on lämmitetty korkeampaan lämpötilaan 300 ~ 700 ℃: iin, ⑦ ei paranna edelleen leimauksen käsiteltävyyttä. Kun austeniittista ruostumatonta terästä kuumennetaan korkeampiin lämpötiloihin eli 300-700 ℃, ⑦ ei kuitenkaan pysty parantamaan sen leimausprosessoitavuutta entisestään.
④Kompleksisia osia syvävetäessä on tarpeen valita laitteet, kuten hydrauliset puristimet ja yleiset hydrauliset puristimet, jotta muodonmuutos voidaan tuottaa alhaisella syvävetonopeudella (nopeusalue on 0,15-0,25 m/s) ja jotta saadaan hyviä tuloksia.
(3) Verrattuna hiiliteräkseen tai ei-rautametallimateriaaleihin, ruostumattoman teräksen leimauksella on toinen ominaisuus, eli muodonmuutosvoima on suurempi ja elastinen palautus on myös suurempi. Siksi leimatun osan koon ja muodon tarkkuusvaatimusten varmistamiseksi on joskus lisättävä trimmausta, oikaisua ja tarvittavaa lämpökäsittelyä.
(4) eri luokkien erojen austeniittisen ruostumattoman teräksen myötölujuus on melko merkittävä, joten leikkausprosessissa, muotoprosessissa on kiinnitettävä huomiota käsittelylaitteiden kapasiteettiin.
4. Ei-rautametallimateriaalien ja niiden seosten prosessiominaisuudet
Muodostettaessa ei-rautametallimateriaaleja ja niiden seoksia ne joutuvat kosketuksiin muotin pinnan kanssa, joten muotin pinnan sileydelle asetettavat vaatimukset ovat suhteellisen korkeat.
(1) Kuparin ja kupariseosten joukossa on useita erilaisia kuparia ja kupariseoksia, kuten puhdasta kuparia, messinkiä ja pronssia. Puhdas kupari ja luokka on H62 ja H68 messinki, leimausprosessi on erittäin hyvä, verrattuna katso, kylmäkarkaisu H62 kuin H68 on vahvempi.
Korroosionkestävissä, jousitetuissa ja kulutusta kestävissä osissa käytettävän pronssin ominaisuudet vaihtelevat huomattavasti eri laatuluokissa. Pronssit ovat yleisesti ottaen jonkin verran huonompia kuin messinkit, kun on kyse leimausprosessoitavuudesta. Lisäksi pronssit kovettuvat kylmäkovettumisessa voimakkaammin kuin messingit, minkä vuoksi ne vaativat usein välihehkutusta.
Suurin osa messingistä ja pronssista, kuumassa tilassa, eli 600-800 ℃, on parempi leimausprosessi, mutta sen lämmitys, tuotannon kannalta tuo paljon haittaa, ja kupari ja monet kupariseokset, kun tilassa 200-400 ℃, sen plastisuus verrattuna huoneenlämpötilaan, mutta siellä on suurempi vähennys, siksi yleinen Siksi kuumaleimausta ei yleensä käytetä.
(2) Alumiiniseosteisissa ohutlevykomponenteissa yleisesti käytettyjä alumiiniseoksia ovat alumiini-mangaaniseokset tai alumiini-magnesiumseokset, kupari-alumiiniseokset ja alumiini-magnesiumpiiseokset.
Vanhoja ruostumattomia alumiinilaatuja vastaavilla alumiini-mangaani- tai alumiini-magnesiumseoksilla, jotka ovat erityisen huonosti lämpökäsiteltyjä ja joita voidaan lujittaa vain kylmäkarkaisemalla, on juuri sopiva lujuus sekä erinomainen plastisuus ja korroosionkestävyys. Kupari-alumiiniseokset, jotka vastaavat vanhoja duralumiiniseoksia, ja alumiini-magnesium-piiseokset, jotka vastaavat vanhoja muokattavia alumiiniseoksia, ovat alumiiniseoksia, joita voidaan lujittaa lämpökäsittelyllä. Alumiini-magnesium-silikoni-seos kuumassa tilassa, kun lujuus on suhteellisen korkea, mutta lämpökäsittely vahvistaa vaikutus ei ole hyvä, hehkutetussa tilassa, jossa on hyvä plastisuus, sopii leimaamiseen ja taontaprosessiin, kupari-alumiiniseoksen lujuus on korkea, lämpökäsittely vahvistaa vaikutus on hyvä.
Alumiini-mangaani tai alumiini-magnesium seokset, voi käyttää hehkutusmenetelmää saada suurin plastisuus, kupari-alumiiniseokset ja alumiini-magnesium-piiseokset, voi käyttää sekä hehkutus- ja sammutusmenetelmiä saada suurin plastisuus, ne sammutetaan tilassa valtion jälkeen, on korkea plastisuus ja leimaamalla kattavat mekaaniset ominaisuudet hyöty, joten se on parempi kuin hehkutettu tilassa leimausprosessin.
Kupari-alumiiniseosten ja alumiini-magnesiumpiiseosten lämpökäsittelylle on ominaista lujittumisen toteuttaminen, eli kun sammutus on toteutettu, lujittuminen tapahtuu asteittain ajan pidentyessä, ja tätä ilmiötä kutsutaan “ikääntymislujittumiseksi"; ikääntymislujittumisessa on erityinen kehitysprosessi, ja kehitysnopeus vaihtelee eri materiaalilaaduissa; alumiiniseoksilla on ikääntymislujittumisen ominaisuudet. Siksi näistä materiaaleista valmistettujen alumiiniseosten leimausprosessi olisi suoritettava ennen kuin ikääntymislujittumisen kehitys on päättynyt, ja yleensä prosessi on saatettava päätökseen 1,5 tunnin kuluessa sammuttamisesta.
Alumiiniseoksissa alumiini-magnesiumseosten kylmäkarkaisu on voimakkaampaa, joten kun tätä materiaalia käytetään monimutkaisten osien valmistukseen, on yleensä tarpeen suorittaa 1-3 kertaa välihehkutus, ja lopullinen hehkutus sisäisten jännitysten poistamiseksi on suoritettava syvävetämisen ja syvämuovauksen jälkeen.
Parantaakseen käsittelytekniikkaa, alumiiniseoksen tuotannossa käytetään myös lämpimässä tilassa leimausprosessia, lämmin leimaaminen käytetään useammin materiaalin kylmäkovettumisessa, materiaali lämpenemisen jälkeen (100 ~ 200 ℃), ei vain säilytetty osa kylmäkovettumisesta, vaan myös parantaa plastisuutta, voi parantaa leimauksen ja leimauksen osien muodonmuutosastetta mittatarkkuuden osalta.
Kun lämminleimausta suoritetaan, lämmityslämpötilaa on valvottava tiukasti, jos lämpötila on liian alhainen, leimattuihin osiin syntyy halkeamia, jos lämpötila on liian korkea, se ei ainoastaan aiheuta lujuuden jyrkkää laskua, vaan myös aiheuttaa halkeamia. Leimausprosessissa kupera muotti on erittäin helppo ylikuumentua, kun tietty lämpötila ylittyy, se aiheuttaa leimausmateriaalin pehmenemisen voimakkaasti, mikä johtaa syväveto-osien murtumiseen. Kuperan muotin lämpötilan pitäminen alle 60 °C:ssa parantaa muodonmuutosastetta lämpövedossa. On tärkeää käyttää erityistä kuumuutta kestävää voiteluainetta kuumapuristuksessa.
(3) Titaani ja titaaniseokset eivät ole kovin hyviä niiden vastaavien prosessoitavuuden kannalta, niiden lujuus on suhteellisen korkea, mikä johtaa suureen muodonmuutosvoimaan ja voimakkaaseen kylmäkovettumiseen, ja useimmat niistä ovat kuumaleimattuja, lukuun ottamatta muutamia laatuja, jotka voidaan leimata osiin, joilla ei ole suurta muodonmuutosta. Kuumapuristuksessa käytettävä kuumennuslämpötila on suhteellisen korkea, 300-750 °C, ja se vaihtelee laadusta riippuen. Jos kuumennuslämpötila on liian korkea, materiaali haurastuu, mikä on epäsuotuisaa puristustyön kannalta. Koska titaani on kemiallisesti erittäin aktiivinen alkuaine, sen yhdistymiseen hapen, vedyn, typen ja muiden alkuaineiden kanssa tarvittava lämpötila ei ole korkea, ja hapen, vedyn, typen ja muiden alkuaineiden kanssa syntyvät yhdisteet ovat keskeisiä haurastumiseen johtavia tekijöitä, titaanin ja titaaniseosten kuumentamiselle on asetettu tiukat rajoitukset. Kun tarvitaan korkean lämpötilan käsittelyä, se on suoritettava suojakaasussa tai täysin suojatussa, vuotamattomassa pakkauksessa täydellistä kuumentamista varten. Titaani- ja titaaniseosleikkausten valmistuksessa on käytettävä mahdollisimman alhaisia leimausnopeuksia.
Lisäksi titaanimateriaalia voidaan leikata mekaanisesti, kuten sahaamalla, korkeapainevesileikkauksella ja sorvileikkauksella, mukaan lukien putkileikkauskoneen leikkaus ja niin edelleen. Sahausaika soveltuu hitaampaan nopeuteen, ehdottomasti ei voi käyttää happiasetyleeniliekkiä ja muita lämmityskeinoja kaasun leikkaamiseen, ei myöskään ole kovin sopiva pyöräsahan leikkaamiseen, muuten viillon lämpövaikutteinen vyöhyke altistuu kaasun saastumiselle. Samaan aikaan, jos leikkausreuna on liian suuri, sinun on myös lisättävä prosessin lentävä reuna.
Kylmä taivutustoiminto voidaan toteuttaa, mutta ilmiö rebound merkittävä titaani ja titaaniseos putki, sen rebound huoneenlämmössä on yleensä kaksi tai kolme kertaa määrä ruostumatonta terästä, joten kylmä taivutus titaani putki asianmukaisesti käsitellä määrä rebound, lisäksi kylmä taivutus titaani putken taivutussäde ei voi olla pienempi kuin kolme ja puoli kertaa putken ulkohalkaisija, kylmä taivutus, voidaan täyttää kuivalla hiekalla putken sisällä, ja käyttö puinen vasara tai kupari vasara olla Tamping, jotta vältetään paikallinen pyöristyminen tai ryppyjä liittyvät ilmiöt, putken taivutin kylmä taivutus, olisi lisättävä karan, kuuma taivutus, esilämmitys lämpötilan olisi oltava 200-300 astetta Celsiusta välillä.
Jos tarvitaan 90°:n laippoja, puristus on suoritettava kolme kertaa käyttäen 30°:n, 60°:n ja 90°:n muotteja halkeamien välttämiseksi.













Ei kommentteja