
![图片[1]-CNC零件加工技术如何应对不同加工材料?-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776048800518_0.jpg)
CNC-osien koneistustekniikka miten käsitellä erilaisia käsittelymateriaaleja
CNC-työstötekniikalla on erittäin tärkeä rooli nykyaikaisessa valmistusteollisuudessa, sillä sen ominaispiirteitä ovat suuri tarkkuus ja korkea tehokkuus, minkä vuoksi se on suositeltavin menetelmä monimutkaisten osien käsittelyyn. Eri materiaalien käsittelyprosessissa on kuitenkin erilaisia fysikaalisia ja kemiallisia ominaisuuksia, mikä edellyttää, että tietokoneen numeerisen ohjauksen koneistustekniikka voi joustavasti reagoida sen varmistamiseksi, että käsittelyn laatu ja tehokkuus. Tämä artikkeli on peräisinMateriaalin ominaisuudetTyöstöparametrien optimointi,Työkalun valintaOn myös jäähdytys voitelu ja muita näkökohtia tutkiminen tietokoneen numeerinen ohjaus osat käsittelytekniikka miten käsitellä erilaisia käsittelymateriaaleja.
I. Materiaaliominaisuudet ja käsittelyyn liittyvät haasteet
1. Metallimateriaalien joukossa on materiaaleja, kuten teräs, alumiini ja titaani, joilla on erilaiset kovuudet, erilaiset sitkeydet ja erilainen lämmönjohtavuus. Esimerkiksi teräksellä on suuri kovuus, se tuottaa helpommin paljon lämpöä työstön aikana, mikä johtaa työkalun kulumiseen; alumiinilla on hyvä lämmönjohtavuus, mutta se tarttuu helposti veitsi-ilmiöön, mikä vaikuttaa pinnan laatuun; titaanin lujuus on suhteellisen korkea, se tuottaa helposti kovettumista työstön aikana, mikä lisää työstön vaikeutta.
2. Muihin kuin metallisiin materiaaleihin kuuluvat sellaiset materiaalit kuin muovit, keramiikka, komposiitit jne., joilla on erilainen hauraus, lämpöherkkyys ja kulutuskestävyys, esimerkiksi muoveja on käsittelyn aikana helppo deformoida lämmöllä, mikä vaikuttaa mittatarkkuuteen, keramiikka on haurasta ja altista halkeilulle käsittelyn aikana, ja komposiiteilla on anisotrooppisia ominaisuuksia, mikä johtaa epätasaisiin voimiin käsittelyn aikana ja vaikuttaa käsittelyn laatuun.
II. Käsittelyparametrien optimointi
1. Leikkausnopeus, eri materiaalien nopeus, sen kovuuden ja lämmönjohtavuuden mukaan säädettäväksi, kuten joidenkin terästen kovuus, vähentää leikkausnopeutta työkalun kulumisen vähentämiseksi, alumiinin hyvä lämmönjohtavuus, voi lisätä leikkausnopeutta käsittelyn tehokkuuden parantamiseksi.
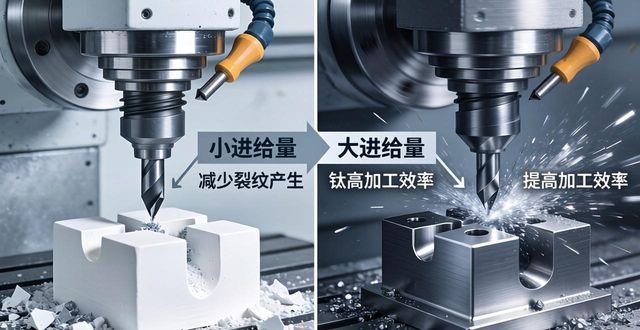
2. Syöttö, sen valinta vaikuttaa suoraan työstetyn pinnan laatuun ja työkalun käyttöikään. Hauraille materiaaleille, kuten keramiikka, valita pienempi syöttö, jotta voidaan vähentää halkeamien syntymistä; sitkeille materiaaleille, kuten titaaniseoksille, voidaan käyttää suurempaa syöttöä ja siten parantaa käsittelyn tehokkuutta.
3. Leikkaussyvyyden valinnassa ei ole kyse pelkästään materiaalin kovuuden ja työkalun lujuuden huomioon ottamisesta. Jos edessäsi on kovempia materiaaleja, sinun on käytettävä vähemmän syvää leikkaussyvyyttä, miksi? Työkaluun kohdistuvan kuormituksen vähentämiseksi. Jos materiaalin kovuus on alhainen, voit käyttää suhteellisen suurta leikkaussyvyyttä, miksi? Työstön tehokkuuden parantamiseksi.
III. Työkalujen valinta
1. Työkalumateriaalit, erilaisten materiaalien käsittely, on mentävä valitsemaan eri työkalumateriaalit, esimerkiksi teräksen korkeamman kovuuden valitsemiseksi kovametalli- tai keraamiset työkalut, alumiinin hyvä lämmönjohtavuus, voi valita nopean teräksen tai timanttityökalut, hauraiden materiaalien, kuten keramiikan, edessä voit valita timantti- tai kuutioboorinitridityökalun.
2. Työkalun geometria, työkalun geometria on optimoitava materiaalin ominaisuuksien mukaan. Esimerkiksi sitkeille materiaaleille, kuten titaaniseoksille, valitaan suurempi harjakulma ja pienempi harjakulma leikkausvoimien vähentämiseksi; hauraille materiaaleille, kuten keramiikalle, valitaan pienempi harjakulma ja suurempi harjakulma halkeilun vähentämiseksi.
3. Pinnoitustekniikan osalta työkalupinnoitteilla on työkalun suorituskykyä parantava vaikutus, kuten kulumiskestävyyden ja lämmönkestävyyden parantaminen. Esimerkiksi TiAlN-pinnoitteita voidaan käyttää kovemmille teräksille työkalun kulumiskestävyyden parantamiseksi, ja DLC-pinnoitteita voidaan käyttää alumiinille, joka on hyvä lämmönjohdin, työkalun tarttuvuuden vähentämiseksi.
IV. Jäähdytys ja voitelu
1. Jäähdytysnesteen valinta: erilaiset materiaalit käsittelyyn, valita eri jäähdytysneste, esimerkiksi teräkselle, kuten materiaalin suuri kovuus, on valittava jäähdytysnesteen korkea voitelevuus, jotta voidaan vähentää työkalun hankauksen ilmiötä; alumiini, kuten materiaalin lämmönjohtavuus, on erittäin hyvä, voit valita jäähdytysnesteen korkean jäähdytysasteen, jonka tarkoituksena on vähentää esitetyn lämpötilan käsittelyä; hauraiden materiaalien, kuten keramiikan, tapauksessa on mahdollista valita alhaisen viskositeetin jäähdytysneste halkeamien vähentämiseksi ja siten tuottaa. Hauraiden materiaalien, kuten keramiikan, tapauksessa voidaan valita alhaisen viskositeetin omaava jäähdytysneste halkeamien vähentämiseksi.

2. Lämpötilan alentamismenetelmät: Lämpötilan alentamismenetelmien valinta on optimoitava materiaalin ominaisuuksien ja käsittelyolosuhteiden mukaan. Esimerkiksi suhteellisen kovien materiaalien, kuten teräksen, osalta on mahdollista lisätä käytettyä painetta lämpötilan alentamiseksi lämpötilan alentamisen tehokkuuden parantamiseksi; alumiinin kaltaisten materiaalien, joilla on hyvä lämmönjohtavuus, osalta on mahdollista käyttää suihkutusmuotoista jäähdytystä jäähdytyksen tehokkuuden parantamiseksi; keramiikan kaltaisten materiaalien, jotka ovat hauraita, osalta on mahdollista käyttää pientä määrää voiteluaineita jäähdytysnesteen vaikutuksen pienentämiseksi materiaaliin.
V. Käsittelystrategiat
1. Kovempien materiaalien tapauksessa voidaan käyttää kerrostyöstöstrategiaa eli strategiaa, jolla vähennetään työkalun kuormitusta ja työstölämmön muodostumista tekemällä useita pieniä leikkauksia, jotta lopullinen koko saavutetaan askel askeleelta, mikä tunnetaan nimellä kerrostyöstö.
2. Hyvää lämmönjohtavuutta omaavien materiaalien suurnopeuskoneistus voidaan saavuttaa käyttämällä suurnopeuskoneistusstrategioita eli lisäämällä leikkausnopeuksia ja syöttöjä koneistuksen tehokkuuden ja pinnanlaadun parantamiseksi.
3. Tärinätyöstö on hauraiden materiaalien osalta strategia, jolla vähennetään halkeilua soveltamalla tärinää leikkausvoimien vaihteluiden vähentämiseksi.
VI. Yhteenveto
CNC-osien työstötekniikassa eri materiaalien käsittelyssä materiaalin erityispiirteiden mukaan optimoida käsittelyparametrit, valita sopiva työkalu, mutta myös valita jäähdytys- ja voitelumenetelmät ja kohtuullisen työstöstrategian käyttö, jotta voidaan varmistaa käsittelyn laatu ja tehokkuus. Materiaalitieteen ja prosessointitekniikan jatkuvan kehityksen myötä.CNC-työstöTeknologia pystyy vastaamaan paremmin kaikenlaisten materiaalien käsittelyyn liittyviin haasteisiin ja edistämään siten viime kädessä valmistuksen kehitystä.













Ei kommentteja