
Varsinaisen jalostuksen aikana ohutlevyjen valmistusta optimoidaan ja parannetaan nykyaikaisten jalostuslaitteiden avulla, mikä puolestaan parantaa huomattavasti osien tarkkuutta ja mahdollistaa monimutkaisemman muotoisten osien jalostamisen.
Levyjä tarvitaan jatkojalostustoiminnan suorittamiseen, ja levyt on varustettu tärkeimmilläPurkauslaitteetKattaa CNC-tyyppiset laitteet, lyöntilaitteet ja leikkauslaitteet sekä sahauslaitteet jne. asianmukaisten vaatimusten mukaisesti, jotta voidaan valita sopivat laitteet tehokkuuden parantamiseksi.
(1) Leikkauskonelaitteet, joita käytetään ohutlevyosien leikkaamiseen, leikkauskonelaitteilla suoritettava toimenpide. Tämä saavutetaan tavallisesti ohutlevyn käsittelyssä käytettävän die drop forming -tekniikan avulla, joka vaatii vähemmän tarkkuutta käsittelyssä ja jonka on täytettävä vaatimukset, joiden mukaan ei saa leikata kulmia, reikiä eikä nauhoja.
(2) Metallilevyosien monivaiheisen käsittelyn toteuttaminen edellyttää puristinlaitteiden käyttöä, ja osien käsittely puristinlaitteiden avulla parantaa tehokkuutta ja on edullisempaa.
CNC-laitteiston on kyettävä kirjoittamaan ohjelma, joka vastaa kappaleen levitystä, ja CNC-koneen on kyettävä tunnistamaan ohjelma tehokkaasti.
(1) Kun laippaa, laippaprosessin aikana on tarpeen käsitellä pienempiä perusreikiä ulosottoreikien avulla, ja suurempien perusreikien osalta on tarpeen suorittaa niihin napauttamistoimintoja, jotta ohuempien ohutlevyosien osalta ohutlevyosien paksuutta voidaan laajentaa laippojen jälkeen.
(2) Levyosia käsiteltäessä on välttämätöntä suorittaa muokkausprosessi muottien avulla, jotta ne voidaan käsitellä vastaaviin muotoihin, vaikka tähän käsittelymenetelmään liittyykin suuria tarkkuusvaatimuksia. Käsittelyvaiheisiin kuuluvat lävistys, repiminen ja muotoilu.
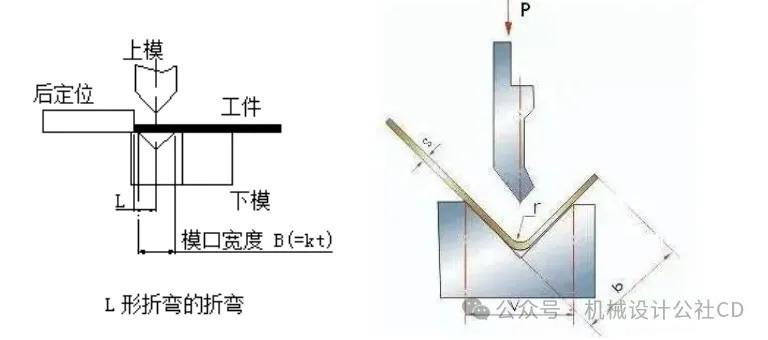
(3) taitto ja taivutus: taitto- ja taivutustoiminto suoritetaan metallilevyn osien taittamiseksi ja taivuttamiseksi kolmiulotteisiksi osiksi, joiden on tukeuduttava erityisiin taitto- ja taivutusmuotteihin tai taitto- ja taivutuskoneisiin. Yleiset taitto- ja taivutuskonetyökalut ovat pääasiassa taivutustyökaluja ja suoria työkaluja. Alumiinilevyjen taitto- ja taivutuskäsittelyssä on lisättävä alemman muotin uran leveyttä ja ylemmän muotin taittoa ja taivutusta pyöristettyjen kulmien sisäisen säteen kohdalla.
(4) Hitsaus, ohutlevyjen osatHitsausmenetelmäSe jaetaan pääasiassa juottamiseen, painehitsaukseen ja sulahitsaukseen. Juottaminen on pääasiassa sähkökromihitsausta. Sulahitsaus sisältää pääasiassa käsinhitsauksen, kaasuhitsauksen ja argonkaarihitsauksen. Painehitsaus on pääasiassa hitsauksen, pistehitsauksen ja puskuhitsauksen vaikutus; hitsauksen valinnassa on otettava huomioon kaikki materiaalin käsittelykappaleiden näkökohdat.
LevytyöstönykyinenHuomioitavaa
Taivutuksen käsittelyssä, ennen kuin otat osat muottiin, ei saa laittaa toista osaa, pudotuksessa, lyönti ajassa puhdistaa osat, jotka putoavat muotin reunalle. Toimintaprosessissa on ehdottomasti kiellettyä laittaa käsi ylemmän ja alemman muotin väliin, ennen suojatoimenpiteiden toteuttamista, yritä välttää jatkuvia hiuksia, pienten osien käsittelyssä on käytettävä pinsettejä tai erikoistyökaluja. On kiellettyä käyttää puristinta, jonka liukusäädin putoaa vapaasti virran katkaisemisen jälkeen, tai puristinta, joka iskee peräkkäisiin hiuksiin työn aikana. Konetta ei saa käynnistää, ennen kuin muotti on kiristetty eikä rakoa ole säädetty.
peltiTaivutusprosessiesitellä (jompikumpi työpaikkaa jne. varten)

Segmentin taivutusvaikutus
Taivutusvaikutus
Levytyöstöperiaate

Katso tätä alla olevaa kuvaa, tämä kuuluu yhteen nopean 1150 CNC-taivutuskoneemme kautta, taivutuskoneen paine on 150 tonnia, sen käsittelypituus on 3,2 metriä, sormen takaosa on 6 + 1 akseli, se pystyy taivuttamaan ruostumattoman teräksen enimmäispaksuuden 4MM: iin.
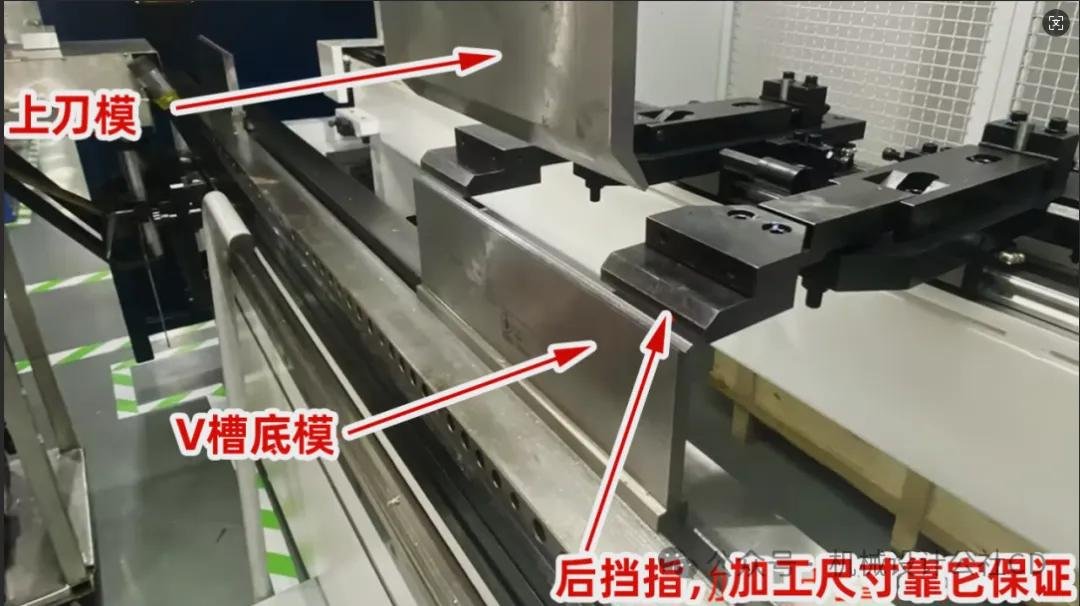
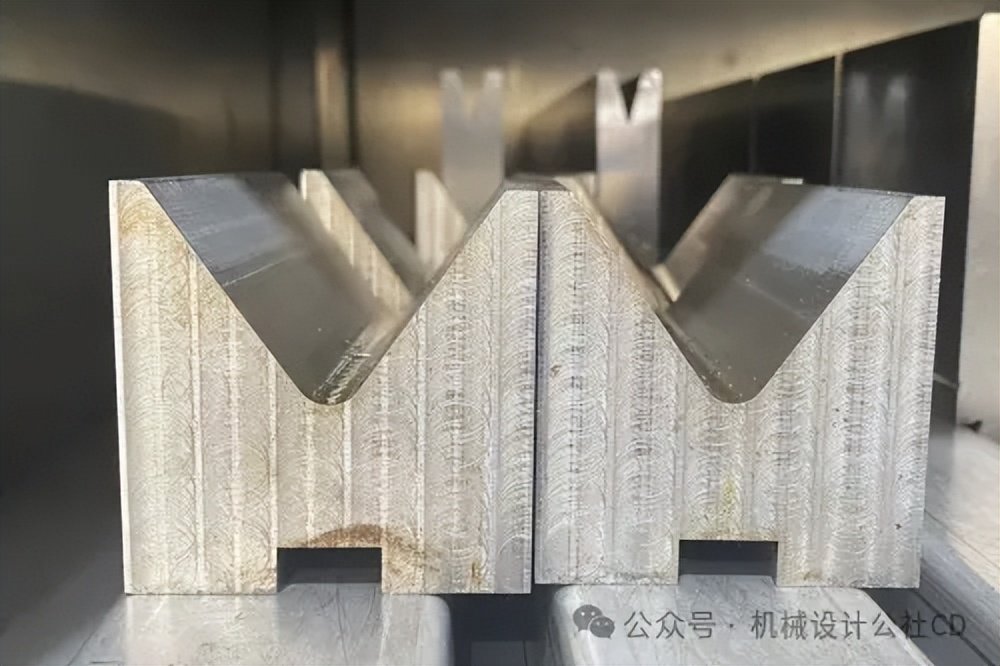
Taivutusperiaate saavutetaan puristamalla ylä- ja alamuottien läpi, jotka pystyvät taivuttamaan eri kulmamittoja omaavia kappaleen osia. Muottien pääkomponentteihin kuuluvat ala- ja ylämuotit, lukuun ottamatta kertakäyttöisiä muotteja, joissa alamuotti on yleensä V-uralla varustettu muotti, joka valitaan taivutettavan materiaalin paksuuden mukaan.
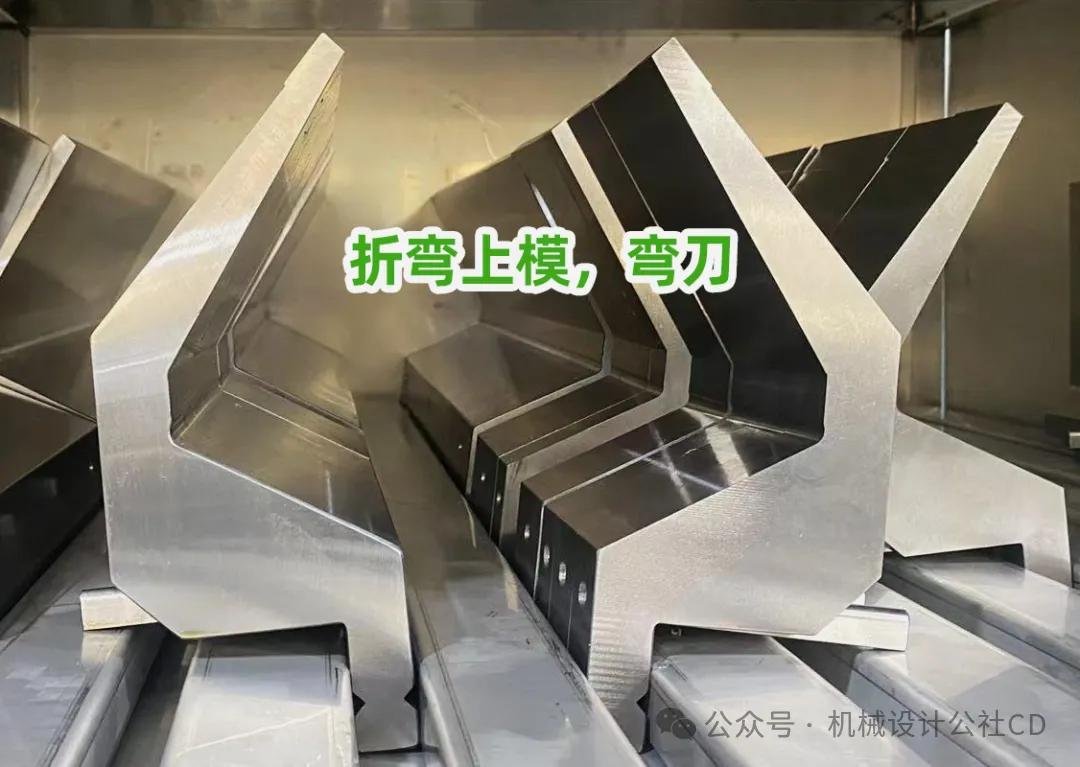

Kaikki edellä mainitut ovat yleisimmin käytettyjä taivutustyökaluja ohutlevytyössä.
Lisäksi on olemassa joitakin erikoismuotoja, joita varten muotit valmistetaan etukäteen tarkkuuden varmistamiseksi ja tehokkuuden parantamiseksi, kuten ikkunaluukut (niitä voidaan käsitellä esimerkiksi taivutuskoneilla tai reikäkoneilla) ja yleisesti käytetyt kaarimuotit. Alla olevassa kuvassa näkyy erikokoisia kaarimuotteja R5-R40, jotka olemme valmistaneet etukäteen (kuvasta on otettu vain osa):

Levyjen taivutuskappaleiden käsittelyssä turvaudutaan pääasiassa näihin muotteihin, joiden avulla useimmat tavanomaiset työkappaleet voidaan taivuttaa.
1. Onko taivutuskoko riittävä
* Pienin taivutusreuna vastaa levyn paksuutta:
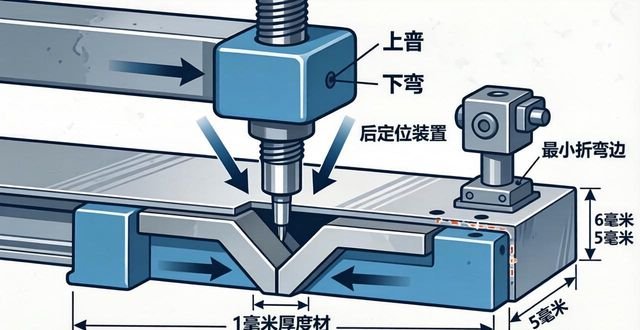
Kuten edellä on esitetty, ohutlevyn taivutus koostuu neljästä eri osasta: ylempi muotti, alempi muotti, taka-asennus ja työkappale, sitten ylempi muotti puristetaan alaspäin työkappaleeseen, ja se puristetaan V-urien alemman muotin keskiosaan, ja puristamisen syvyydellä on merkitystä taivutuskulman määrityksessä; taka-asennuksella on merkitystä taivutuksen sijainnin ja koon määrityksessä; alemman muotin V-urien leveys on yleensä 6 kertaa levyn paksuus, eli 1MM-levyjen on käytettävä 6MM alempia V-uria. Takimmaisen asemoinnin sijainti on ratkaiseva taivutuksen sijainnin ja koon kannalta; alemman muotin V-urien leveys on yleensä 6 kertaa levyn paksuus, eli 1 mm:n levy tarvitsee käyttää 6 mm:n alempaa V-uraa. Tämän rajoituksen, minimi taivutus reuna olemassaolon rajoituksia - työkappaleen pitäisi olla vähintään V-urassa molemmin puolin ratsastaa, ja laajentaa tapauksessa 2MM päästä. 6 mm:n V-urassa puolet 6 mm:stä on 3, plus 2 mm:n pidennys, jolloin tuloksena on 5 mm, ja tämä 5 mm on 1 mm:n levyn minimitaivutusreuna.
Alla on taulukko suositelluista taivutusreunojen vähimmäiskoosta:
Suositellut taivutussivun vähimmäismitat
Minimi taivutus reuna tarkoittaa, eri levyn paksuus, tarve käyttää pohjan muotti V uran uran uran leveys ei ole sama, yleensä mukaisesti levyn paksuus 1 kuin 6 määrittää, jos sinun täytyy suorittaa taivutus on lapped molemmin puolin, sitä suurempi levyn paksuus, sitä suurempi leveys uran, jos taivutus mitat ovat liian pieniä lappia, joten se ei voi suorittaa taivutus toimintaa.

2、Tuottaako taivutus häiriöitä?
Prosessissa taivutus, löytää tilanteen, että on olemassa joitakin taitto ei voi olla kyse, mutta mitä tarkalleen voidaan taivuttaa, ja mitä ei voi taivuttaa?
Olipa työkappale kuinka monimutkainen tahansa, kysymys siitä, voidaanko sitä taivuttaa vai ei, liittyy taivutuksen vähimmäismittojen lisäksi kysymykseen häiriöistä.
Kerro sinulle vinkki erottaa, onko häiriö, eli kaikki meidän työkappaleen runko on suunniteltu U-muotoinen, taivutus viimeisen leikkauksen, tarkista U-muotoinen takaisin muotin mitat eivät ylitä taivutus keskilinja, tämä on erottaa, onko häiriö vinkkejä.
Ensimmäisen kuvan perusteella, jos ylität sen, mitä tarvitaan, sinun on käytettävä toisen kuvan machetea. Tämä on valmiiksi räätälöity U-muotoinen rakenteemme, joka voidaan muotoilla enintään 120 mm:n kokoon asti.
Yksi pieni neuvo tässä yhteydessä on, että tehtaan työstörajat on työnnettävä mahdollisimman vähän suunnittelun suhteen, ja tuollaisia taivuttimia ei välttämättä ole jokaisella tehtaalla. Mitä harvemmasta tehtaasta voit valita, mitä useammasta olet riippuvainen, sitä enemmän kustannukset nousevat, varsinkin näytteiden osalta.
3、Taivutusmuodonmuutosongelma
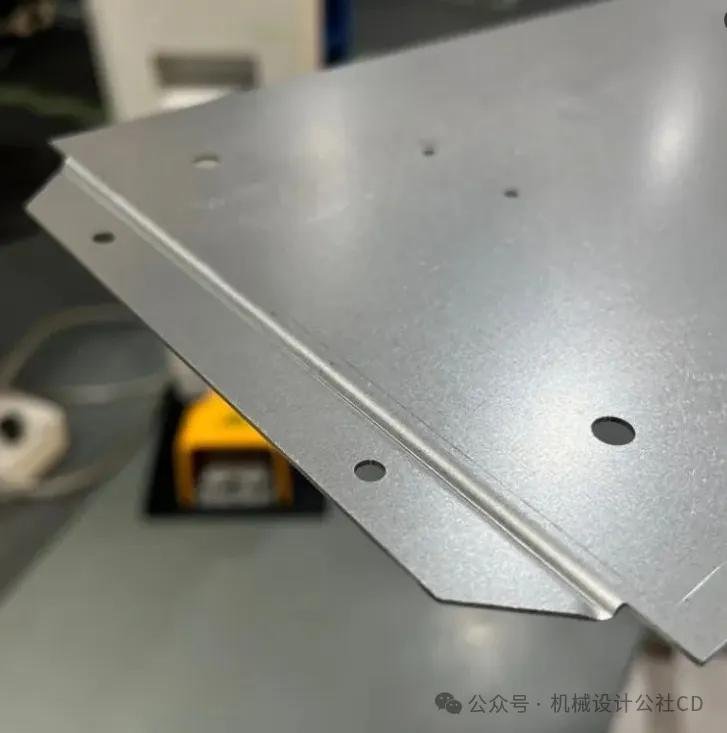
Reiät ja muut piirteet taivutuslinjojen läheisyydessä
Taivutusperiaate on itse asiassa puristus- ja venytystoiminta, rakenteen läheisyydestä johtuvassa taivutuslinjassa rakenteen läheisyydestä johtuen on erittäin helppo aiheuttaa rakenteellisia muodonmuutoksia, jolloin reunoja ei voida ajaa, reikä on vaikea ongelma, painopiste on siinä, että reunaa ei voida ajaa, reunaa on helppo nostaa, jolloin pinta ei ole tasainen, mikä todennäköisesti vaikuttaa todelliseen tehokkuuteen sekä voi olla olemassa olevia kokoonpano-ongelmia.













Ei kommentteja