


Mitä terää käytetään tavallisen sorvin ulkoreunan sorvaamiseen?
普通车床进行外圆车削时要用啥刀呢, 数控刀具通常讲的是可转位复合刀, 这是因在数控机床里大量运用是不需要磨削的, 每一台车床上所使用的刀具在高度方面相近、在质量方面相同而且其中部分是能够互换的。
车削刀具的分类有哪些?
车刀, 依据工件表面加工类型存在不同划分, 可被分为, 外车刀, 内孔车刀, 端面车刀。
车刀根据结构来分, 能分成整体车刀, 以及焊接车刀, 还有机夹车刀, 另外有可转位车刀, 并且包括成型车刀。
Mitä terää käytetään tavallisen sorvin ulkoreunan sorvaamiseen?
车刀的种类可分为:
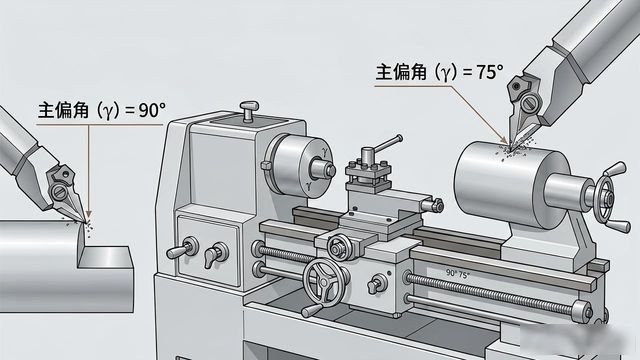
1. 有一种刀具叫外圆车刀, 它的主偏角通常是75°以及90°,可以用来车削外圆面, 还能用于车削台阶。
2. 位于端部位置的车刀, 其主偏角通常是45°, 它被用来施行车削端面以及进行倒角的操作, 同时, 它也能够用于车削工作。
3、切割、开槽刀。用于切割工件或凹槽。
4、镗刀。用于车削工件内表面,如圆柱孔、锥孔等。
5、成型刀、凹、凸之分。用于车削圆角和凹槽或各种特殊表面;
6、具有用于车削外表面螺纹功能的刀具, 以及用于车削内表面螺纹功能的刀具, 被称作内外螺纹车刀。其中, 图3-1g所示的刀具, 是外螺纹车刀。
Mitä terää käytetään tavallisen sorvin ulkoreunan sorvaamiseen?
工作中的车刀切削部分需承受较大的切削力, 以及较高的切削温度, 还有摩擦、冲击和振动。所以, 车刀材料应具备以下特性:
1、刀具材料应具备的基本特性之中, 硬度是其中一项, 刀具材料的硬度要高于被加工材料的硬度, 通常情况下, 室温硬度得在HRC60以上。

2、那种被称作耐磨性的东西, 乃是材料去抵抗磨损时所具备的能力, 它属于刀具材料力学性能、组织结构以及化学性能这几方面的综合体现。通常来讲, 硬度要是越高, 那么其耐磨性也就会越好。
3、在高温状况下, 能够让材料的硬度、耐磨性、强度以及韧性不至于发生改变, 并且不会致使Leikkausominaisuudet有所损失, 这所指的便是耐热性。
上下两侧及左右两侧, 磨削之后与之前相比, 形成的角度是几度。切削之时, 刀片进行前切的操作, 不会产生摩擦。槽前的横向切削刃, 必须要保持平直。槽底的粗糙度, 要在1.6以上。大家需要留意, 间隙得顺畅。若产生磨损, 容易进行进刀。通常情况下, 手动切刀进行切割, 选取安全的点。出现芯片卡因切割而卡死等现象时, 手动会立刻退回。排除芯片卡的问题后, 继续开展切割。
Mitä terää käytetään tavallisen sorvin ulkoreunan sorvaamiseen?
1、于外圆车削工具栏进行选择, 在选择刀杆之际, 需将加工形式、刀具强度以及经济性这类因素纳入考量范围。
(1)在选用刀杆时, 十分考究的是要依据加工形式来抉择。车削部分存在差异, 像是外圆、端面、仿形这一类, 并且车刀的移动方向也不一样, 有着向前或向后进给之分, 鉴于诸多方面皆不相同, 所以能够使用的刀杆种类也就会有所迥异。
(2)安装刀片时主偏角能确定各刀杆加工形式, 一般无需90°垂直切削即直角加工, 若选车刀杆下方90°主角, 可选用刀杆方形刀片, 更具经济性, 以反向进给方式切削端面时, 因切屑加工要求, 应选用主偏角大于105°的刀杆及刀片, 95°以下切屑处理困难, 不推荐, 主偏角小于90°时, 无法进行反向加工, 倒角过程中, 主偏角设定为45° – 60°, 负二次偏转角专门用于端面切削。
存在着这样一个不同之处, 那就是, 用于端面加工的时候, 一般情况下会使用45℃的车刀, 而针对外圆的加工, 通常是运用90℃的车刀。45℃的车刀能够用来加工外圆, 然而, 在这个过程中会产生呈45度的斜面, 这样一来, 就不太利于进行精加工。至于90℃的车刀, 明显存在着不足之处, 它在X方向是没有切削刃的, 所以, 仅仅只适合在z方向进行切削。













Ei kommentteja