
ワイヤー浸食模具的工艺要点分析_电子机械论文
ワイヤーカット加工用金型の加工上の要点に関する分析_電子機械に関する論文
关于线切割是冲模零件主要加工方式这方面的引言, 但是呢合理地进行工艺解析, 准确地算出数控编程里电极丝设计的走丝轨迹, 这和模具加工精度是有关系的。经由穿丝孔的确定以及切割路线的优化, 进而改善切割工艺, 这对于提升切割质量及生产效率而言, 是一条非常有效的重要路径。
2实际轨迹的计算
根据众多的海量统计数值显示, 线切割过程加工完毕后的真实尺寸大多处在公差带的中间数值位置(也被称作“中间尺寸”)的附近范围, 所以针对冲模零件图纸中标注了公差的尺寸而言, 应当采用中间数值尺寸当作实际切割运行轨迹的编程数据, 它的计算方式为: 中间数值尺寸等于基本尺寸加上(上偏差加上下偏差)。
例如, 图样尺寸之中的外圆半径是R25–0.04 , 其对应的中位值尺寸是25加上(0减去0.04)再除以2等于24.98(mm)。
鉴于线切割放电加工具备的特点, 工件跟电极丝之间一直存有放电间隙, 所以, 在进行切割加工之际, 工件的理论轮廓也就是图样与电极丝的实际轨迹需要维持一定的距离, 这距离就是电极丝中心轨迹和工件轮廓的垂直距离, 它被称作偏移量f0, 也被叫做补偿值, 此为。
f0=R丝+δ电
式中R丝——电极丝半径
δ电——单边放电间隙
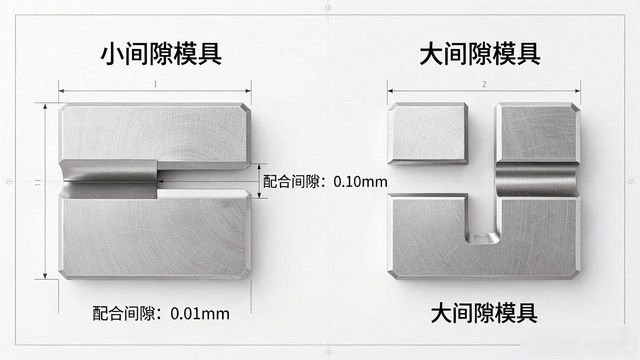
进行线切割加工冲模的凸模以及凹模时, 要综合考量电极丝半径R丝, 还要考虑单边放电间隙δ电, 并且要顾及凸、凹模之间的单边配合间隙δ配等因素, 以此来确定合理的间隙补偿值f0。
举例来说, 对于加工冲孔模, 也就是要确保工件的冲孔尺寸符合要求, 此时是以冲孔的凸模作为基准的, 所以凸模的间隙补偿值是这样的: f凸等于R丝加上δ电, 凹模的尺寸应当增加δ配。然后是加工落料模, 即要保证冲下的工件尺寸, 这是以落料的凹模为基准, 凹模的间隙补偿值f凸等于R丝加上δ电, 凸模尺寸应增加δ配。请见图1。线切割的加工精度和表面质量会直接受到偏移量大小的影响。要是偏移量过大, 那么间隙就会太大, 放电变得不稳定, 进而影响尺寸精度, 而偏移量过小, 间隙就太小, 这会影响修切余量。需进行修切加工时, 其间的电参数会逐个渐渐变弱, 非电参数同样得做出对应的调整, 以此来提升加工质量。 包含图1所示的凸模和凹模的间隙补偿数值。
(a)凸模(b)凹模

依据实践得出的经验, 线切割去对冲裁模具进行加工时, 其配合间隙应当比国际上流行的那种被称作“大”间隙冲模(此为《手册》所推荐的数值)来得小一些。这是由于在凸、凹模进行线切割加工期间, 工件的表面会形成一层组织呈现脆松状态的熔化层, 电参数要是越大的话, 表面粗糙度就会越差, 熔化层也就比较厚。并且随着模具冲裁次数的不断增加, 这层脆松的表层会慢慢被磨损, 从而让模具的配合间隙逐渐变大, 进而满足“大”间隙的要求。
3穿丝孔的确定
穿丝孔所处位置, 对加工精度以及切割速度而言, 具有极其重大的关系。一般来讲, 穿丝孔的位置, 最为理想的是选在已知轨迹尺寸的交点之处, 或者是便于进行计算的坐标点之上, 目的在于简化编程过程里有关坐标尺寸的计算, 进而减少误差。当对带有封闭型孔的凹模工件实施切割时, 穿丝孔应当设置在型孔的中心部位, 如此一来, 既能够精准地加工穿丝孔, 又能够较为便利地控制坐标轨迹的计算, 然而无用之切入行程相对较长。对于大型的型孔切割, 穿丝孔能够设置在靠近加工轨迹的边角地方, 用以缩短无用行程。切割凸模外形之际, 穿丝孔要选于型面之外, 最好置于临近切割起始点之位置。切割窄槽之时, 穿丝孔应设在图形最宽之处, 穿丝孔与切割轨迹不允许出现相交情形。另外, 于同一块坯件上切割出两个以上工件时, 应配备各自独立的穿丝孔, 不可仅设一个穿丝孔一次性切割出所有工件。切割大型凸模时, 有相应条件的可沿着加工轨迹设置数个穿丝孔, 以便在切割中发生断丝时能够在就近位置重新穿丝, 然后继续切割。
穿丝孔的直径尺寸应当是适宜的状态, 通常处于Φ2mm至Φ8mm这个范围内, 要是孔径过小, 那么既会增添钻孔的艰巨程度, 还对于穿丝而言不太便利, 要是孔径过度大, 就会致使钳工的工作量得以增加。要是存在要求切割的型孔数量较多的情况, 并且孔径比较小, 这些型孔排布成为较为密集的样式, 那么应当采用较小的穿丝孔, 也就是处于Φ0.3mm至Φ0.5mm之间的穿丝孔, 以此来防止各个穿丝孔相互贯通或者出现干涉这种现象。
切割路线的合理与否将关系到工件变形的大小。
可见, 针对切割路线予以优化, 有益于提升切割品质以及缩减加工耗时。切割路线的规划应当有助于工件于加工进程里始终跟装夹支撑架维持在同一个坐标系当中, 防止应力变形所带来的影响, 并且要遵循如下原则。
(1)多数情形下, 较为适宜把切割起始之处安排于临近夹持一端, 把工件跟其夹持着的部分予以分离的那段切割, 放置于切割路线的最末尾, 把暂停的那个点设定在挨着坯件夹持端的那个位置上。
(2)将切割路线的起始点选定的地方得是在能让工件表面趋向于较为平坦的、对工作性能造成的影响相对较小的部位才行。对于那些对精度有着较高要求的工件而言, 比较好的做法是把切割起始点选定存于坯件上面预先制造好的穿丝孔当中, 绝对不可以从坯件的外部直接就进行切入操作, 不然的话就会致使工件被切开的地方出现变形情况。
(3)以减小工件出现的变形情况为目标, 可以采取的方式是, 让切割路线和坯件外形保证维持一定的距离状态, 通常这个距离是不小于5mm的数值界定。
在进行线切割加工时, 针对某些特定的工艺要求, 需要着重留意切割路线的优化。
(1)对于一些形状复杂的凹面型腔零件, 其壁厚或者截面变化较大, 为减小变形并保证加工精度, 宜采用二次(或多次)切割法。通常情况下, 精度要求高的部位先留2mm至3mm余量进行粗切割, 等工件释放较多变形状况后, 再开展精切割直至要求尺寸。要是为进一步提升切割精度, 在精切割之前, 预留0.20mm至0.30mm余量进行半精切割, 这便是3次切割法, 第1次是粗切割, 第2次是半精切割, 第3次是精切割。这是提高模具线切割加工精度的有效方法。
(2)在工件需切割成“尖角”(也就是“清角”)的情况下, 当采用尖角切割法时, 有一种办法是方法一, 就是在原路线上增添一小段超切路程, 就如同图2所展示的A0 – A1段那样, 目的是能够让电极丝切割时的最大滞后点抵达程序A0点, 随后再朝着附加点A1行进, 接着又返回到A0点, 之后再去执行原本的程序, 这样就能够切割出尖角了。还有另外一种办法是采用图3所呈现的方法二的切割路线, 即在尖角的位置增添一段过切的小正方形或者小三角形路线当作附加程序, 这般便能够确保切割出棱边清晰的尖角。 图2尖角切割方法图3尖角切割方法二
(3)拐角处进行割法线切割放电加工时, 因放电存在反作用力, 致使电极丝的实际位置, 相较于机床X坐标轴移动位置滞后, 并且相较于机床Y坐标轴移动位置也滞后, 进而造成拐角精度不良。
电极丝出现滞后移动的情况, 会导致那工件的外圆弧在加工的时候出现过亏的状况, 并且其在加工内圆弧的时候会存在不足的情况, 进而使得工件拐角处的精度掉下来。所以, 针对工件精度要求比较高的那个拐角处,应该自动去把X、Y轴的驱动速度调慢些, 从而让电极丝的实际移动速度能够跟X、Y轴保持同步状态。也就是说, 对于加工作业而言, 精度要求要是越高的话, 那么在拐角处的驱动速度就应该越慢些。
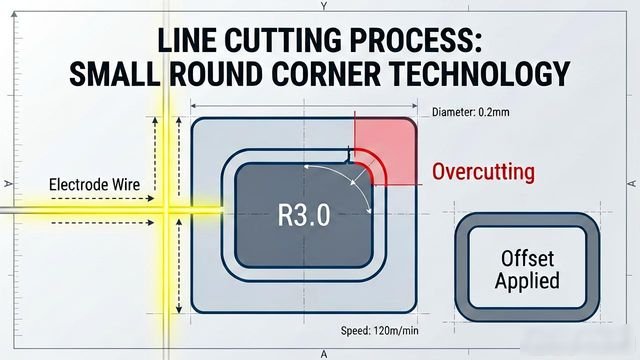
(4)对小圆角切割法而言, 要是发现图样所要求的内圆角半径比切割时的偏移量小, 就会致使圆角处出现“根切”状况。所以, 必须明确图样轮廓里最小圆角得大于最后一遍修切的偏移量, 不然就得选择直径更细的电极丝。在主切割加工以及初修切割加工中, 能够按照各遍加工时不一样的偏移量, 设置不一样的内圆角半径, 也就是针对同段轮廓编制不一样的内圆角半径子程序, 子程序中的内圆角半径要大于此遍切割的偏移量, 如此便可切割出极小的圆角并取得较好的圆角切割质量。
5切割前工件的准备
切割之前, 凸凹模零件, 需要满足一些要求, 这些要求是, 减少切割过程之中, 模具的变形, 以及提高加工质量。
(1)工件上、下两平面的平行度误差应小于0.05mm。
(2)工件应加工一对正交立面,作为定位、校验与测量基准。
(3)模具切割应采用封闭式切割,以降低切割温度,减小变形。
(4)裁切工件四周的边料留存数量应当将模具的厚度作为它的四四分之一为宜, 大多边缘留存数量不小于五毫米。
(5)减小模具变形, 正确选择加工方法, 严格执行热处理规范, 针对精度要求高的模具, 最好进行两次回火处理。
(6)工件淬火前应将所有销孔、螺钉孔加工成形。
(7)模具经过热处理之后, 穿丝孔里头应当把氧化皮以及杂质给剔除掉, 以免导电性能下降进而引发断丝故障。
(8)线切割之前, 工件的表面需要把氧化皮以及锈迹给去除掉, 并且还要开展消磁处理。
6结语
在刚完成编程之后, 于正式开展切割加工之前, 需要针对编制好的程序去加以仔细检查以及认真验证, 以此确定它的正确性。线切割机床的数控系统皆提供有程序验证的方法, 其中常用的方法包含: 画图检验法, 此方法主要是用于验证程序里是不是存在错误语法以及是不是契合图样加工轮廓;空行程检验法, 能够检验程序的实际加工状况, 核查加工过程中是不是存在碰撞或者干涉现象, 以及查看机床行程是不是满足加工相关要求等;动态模拟加工检验法, 借助模拟动态加工的实际情况, 对程序以及加工轨迹路线展开全面性验证。一般而言, 能够按照所编制的程序完整地运行一回, 查看图形是不是“回零”。针对于一些尺寸精度有着较高要求的、凸模与凹模配合间隙较小的冲模, 能够先使用薄板料来开展试切割, 查看相关尺寸精度以及配合间隙, 要是发觉有不符合要求的地方, 就得及时去修正程序, 一直到验证合格之后, 才能够正式开展切割加工。正式切割完毕之后, 不可以着急去拆下工件, 要检查起始坐标点以及终结坐标点是否统一, 倘若发现有问题, 就要及时采取“补救”举措。













コメントなし