


焊接是钢结构连接广泛采用的方式, 并且针对一些关键焊缝, 通常都运用全熔透焊接方法。再者, 金属在焊接期间进入局部加热到熔化的进程时, 加热区域内处于熔化状态的金属与邻近的母材之间的温度差值极为显著, 进而产生体现于焊接过程中的瞬间应力。
将其冷却到原始温度之后, 整个接头区里, 焊缝以及相邻近缝区的拉应力区域, 与母材在压应力区域之内, 数值达成平衡, 如此便产生了结构自身的焊接残余应力。
此刻, 于焊接应力发挥作用之际, 焊接件结构出现多种样式的变形。残余应力的存有跟变形的产生是彼此转化着的形态, 明晰变形规律, 便不会难以从其中寻觅到防止、减少以及纠正变形的办法。
I. 形状の溶接変形とその原因
鋼構造物の溶接之后所出现的变形大体上能够划分成两种情形, 也就是整体结构发生的变形, 以及结构局部出现的变形。整体构成形态的转变涵盖了结构在纵向方向以及横向方向上的缩短现象, 还有弯折(也就是出现翘曲)的状况。局部的形变具体呈现出突然而起的弯曲、呈波浪形状的情况、角部发生的变形等多种不同样式, 这种样式数量颇多。
1.1 変形の一般的な基本形
常见焊接变形的基本形式有所体现, 具体如下: 板材坡口采取对焊处理之后, 会生成长度缩短这种情况, 也就是纵向收缩, 同时还会出现宽度变窄的状况, 换而言之就是横向收缩的变形;另外在板材坡口进行对接焊接之后, 会产生角变形。
焊后, 构件出现角变形, 其沿构件纵轴方向数值不一样, 并且, 构件翼缘与腹板纵向收缩不一致, 由此形成扭曲变形。
薄板焊接以后, 母材受压应力的区域, 因失稳致使板面产生翘曲, 进而形成波浪般的变形;焊缝的纵向与横向收缩部分, 针对于构件的中和轴是不对称的, 这一不对称情况引起里构件的整体弯曲, 这样的变形被称作弯曲变形。
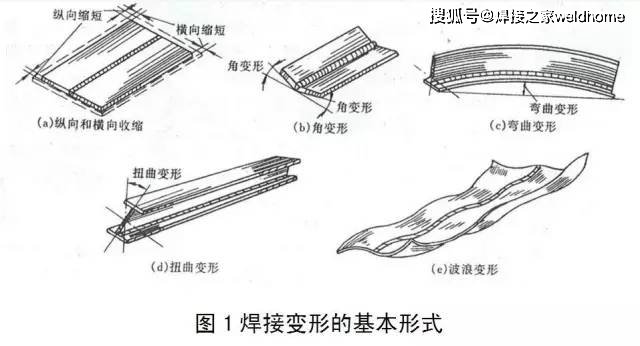
这些变形都是以基本的形式存在着, 各类复杂的结构变形, 皆是从这些基本变形出发, 经过发展, 产生转化之后, 又进行综合而形成的。
1.2 溶接変形の原因
焊接过程中, 对焊件进行局部的、不均匀的加热, 这是产生焊接应力及变形的原因。焊接时, 焊缝和焊缝附近受热区的金属发生膨胀, 四周较冷的金属阻止这种膨胀, 于是在焊接区域内发生压缩应力和塑性收缩变形, 产生不同程度的横向和纵向收缩, 因这两个方向的收缩, 造成焊接结构的各种变形。
溶接構造物の変形に影響を及ぼす要因
焊接变形量的影響要因数量较众, 有时同一个因素对于纵向变形、横向变形以及角变形而言体现为相反的作用。针对各因素对具体这类变形的影响进行全方位剖析, 把握其影响规律是实施合理方法去控制变形的根基所在。不然则很难达成预期的成效。
1)有关于焊缝截面积的影响, 焊缝截面积指的是熔合线范围内具涉及的金属面积, 焊缝面积一旦越大, 冷却之际产生的收缩所引发导致的塑性变形成果就越大。
2)焊接热输入存在影响, 一般情形下, 热输入大的时候, 加热的高温区范围会大, 冷却速度为慢, 会使接头塑性变形区增大, 对纵向、横向以及角变形都均有变形增大的影响。然而在表面堆焊时, 当热输入增大到一定程度之际, 因为整个板厚温度趋近, 所以即便热输入持续增大, 角变形不再增大, 反而有所下降。
3)有关于工件的预热、层间二者温度所带来的影响, 预热温度升得越高, 层间温度越高, 于此种情况下其所对应的热输入就会增大, 进而使得冷却速度发生减慢的状况, 让收缩变形有所增大。
4)焊接方法会产生影响: 于建筑钢结构方面常用的几种焊接方法里, 除去电渣焊之外, 埋弧焊属于热输入最大的, 当在其他条件像焊缝面积诸如此类相同状况下, 其收缩变形是最大的。手工电弧焊的热输入处于居中水平, 收缩变形比照埋弧焊要小。CO2气体保护焊热输入属于最小范围, 收缩变形成响应同样处于最微小状态。
5)焊缝位置对于变形会产生影响, 因为在结构里焊缝位置并非对称, 这种焊缝位置不对称的情况, 将会引发各种各样的变形。
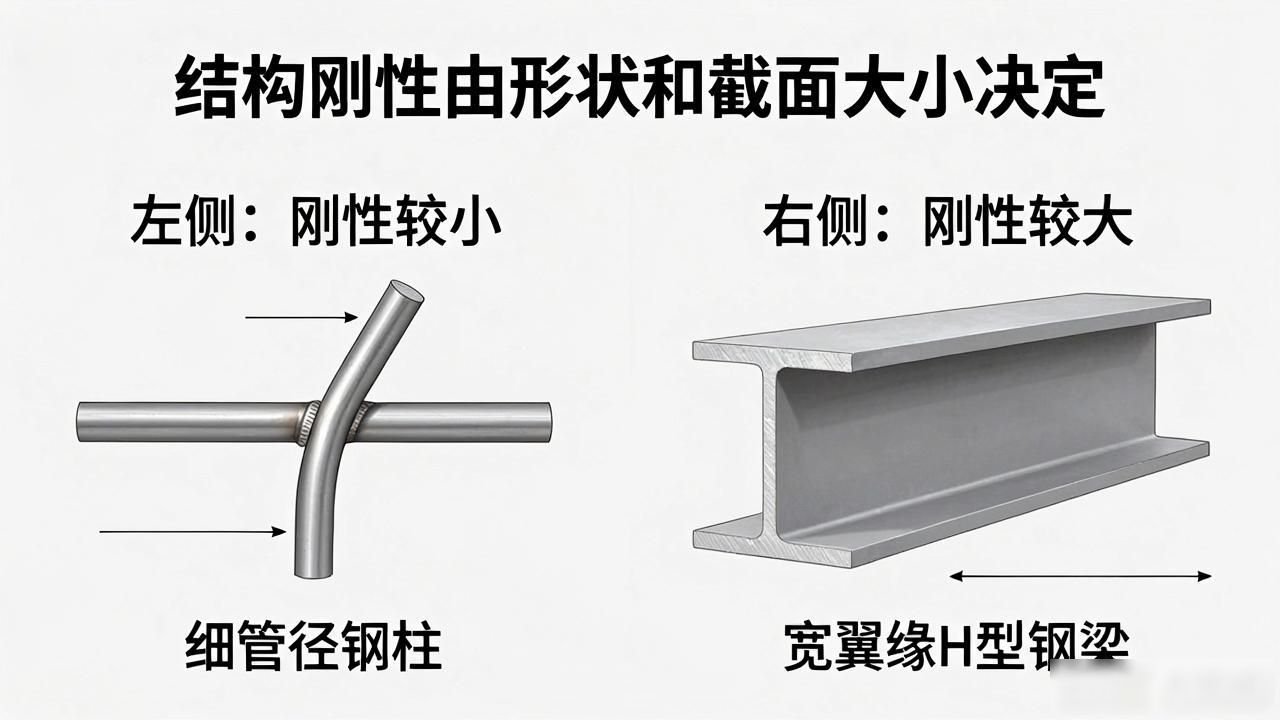
6)关于结构的刚性, 其在对焊接变形产生影响方面, 结构的刚性大小, 主要是由结构的形状以及结构的截面大小所决定的, 对于刚性较小的结构而言, 其焊接变形会比较大, 然而对于刚性大的结构来说, 在焊接之后其形变量会相对较小。
7)如下规范影响焊接变形: 装配及焊接, 装配方法不同, 结构变形受影响。整体做完装配再焊接, 变形小于边装边焊。
工程焊接时间里, 因各种条件、因素共同作用, 焊接残余变形规律颇为复杂, 知晓各因素单独作用的影响, 利于针对工程具体情形作具体的综合分析。
III.構造的変形を防止・軽減するための対策
1)尽量减小焊缝的截面积, 要在获取完好且不存在超标缺陷的焊缝这个确定的前提下, 尽可能去取用较小的坡口尺寸, (这个坡口尺寸包括角度以及间隙)。
2)针对屈服强度处于较低水平, 且淬硬性并不 的钢材, 运用较小的热输入手段, 尽量避免预热行径, 或者对预热进行适度降低操作, 也要对层间温度适当调低 ;优先选用那些热输入偏小的焊接途径, 像 CO2 气体保护焊这样的。
(3) 厚板溶接は、単層溶接ではなく、できるだけ多層溶接で行う。
4)双方面都能够进行焊接操作的情形下, 需采用双面对称的坡口, 并且在进行多层焊接的时候, 要采用跟构件中和轴对称的焊接顺序, 就如同下面的图2所示。
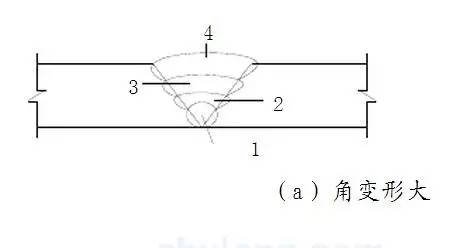
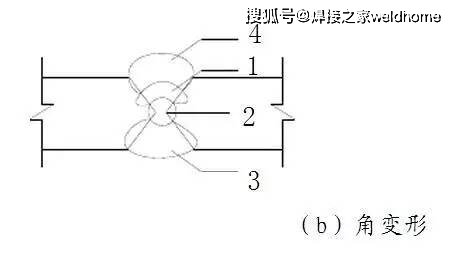
図2:両面開先による対称溶接シーケンスによる角ひずみの低減
(5)T型継手の板厚は、図3を参照し、開角突き合わせ溶接の方が大きい:
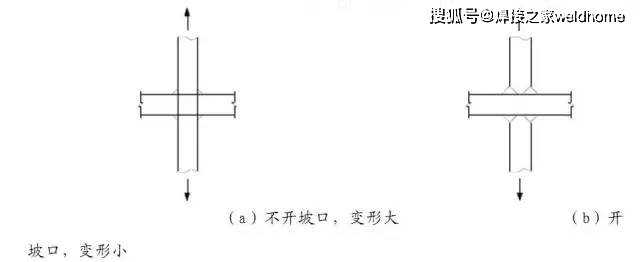
図3:T型継手の板厚が大きい場合の開先すみ肉突合せ溶接
6)运用焊前反变形方式来控制焊后的角变形, 这种方式是生产中极其常见的一种方法, 要预先针对焊件作出基本抵消(补偿)。
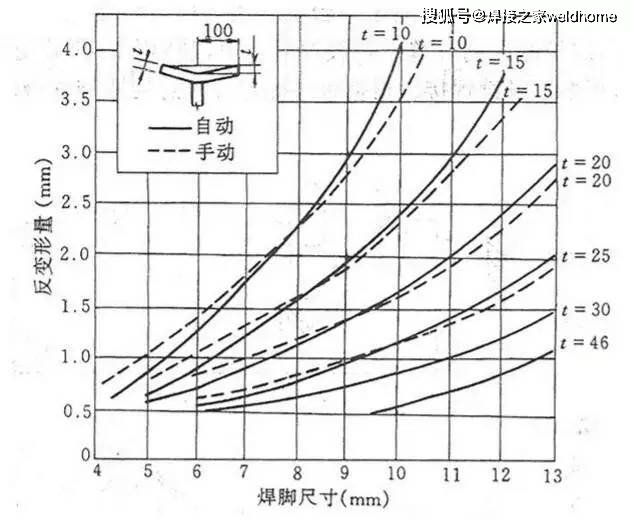
通过焊后弯曲的反变形这种方式, 以此来达成防止焊后出现变形的目的。表1所呈现内容、图4所展示内容分别是箱形柱、H型钢在焊接之前的反变形参考数值。
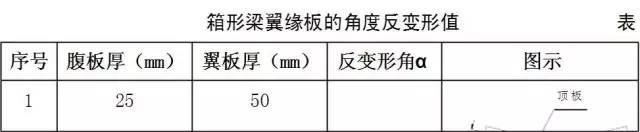
図4 H型鋼フランジの溶接前背面変形の参考値
7)刚性固定法, 又被称作强制法, 在作实际制作期间, 针对于刚性偏大之构件, 焊后所产生的变形通常比较少的, 而针对刚性较小的构件, 能够于焊前加强构件这种刚性, 如此焊后产生变形也就相应地减少, 当选取使用这个方法时, 务必要等焊接冷却以后再将夹具以及支撑给卸除, 常见的几种方法分别有夹具法, 还有支撑法, 再有胎具法以及临时固定法 (像焊钉固定以及压紧固定法这样的), 另外还有定位焊接法。
8)锤击焊缝法, 此方法主要是适用于薄板焊接的, 存在这样的情况, 当薄板进行焊接的时候并且其焊缝以及热影响区还没有完全冷却下来的时候, 马上对这个区域实施锤击行动, 而对于厚板来说则是采用风枪进行敲击的。

(9) 部材の長さを確保する方法による、溶接継ぎ目の長手方向の収縮変形の補正。
10)在进行设计时, 需尽可能地去削减焊缝的数量, 以及减小焊缝的尺寸, 要对焊缝进行合理的布置, 除了要防止焊缝出现密集的情况之外, 还应当让焊缝的位置尽可能地去靠近构件的中和轴, 并且要使焊缝的布置与构件中的情况相契合。
シャフトに対して左右対称。
11)恰当地挑选焊接顺序, 于钢结构里要是同时存有对接焊缝以及角焊缝, 从法则层面来讲, 首先去焊接对接焊缝, 反过来才焊接角焊缝, 对于十字型焊缝以及T字型焊缝而言, 更得采用恰当的顺序, 防止焊接应力出现集中状况, 保障接头焊接的质量品质, 采用对称于整个钢结构的中和轴的焊接方式以及采用从中间朝着两段部分而进行焊接, 这对于减少变形是极为有利的, 对于钢结构中强度要求较高的重要部位实施焊接时, 应当尽可能地让接头能够自由收缩, 不受到任何约束限制。
四、焊接变形的焊后修正方法
为了符合设计、规范所提出的要求, 那些出现了焊接变形的焊接结构构件, 是必须得进行矫正的, 换个角度去解释, 这种矫正实际上都是想办法弄出新的变形, 以此来补偿或者抵消已经产生的变形。在施工生产之中 , 采用最常用的 、针对焊后残余变形所施行的矫正办法能够分成施力矫正 、加热矫正以及这两种方法联合运用这几种情况。
4.1 力補正方法
施力矫正, 一般是借助千斤顶来完成, 或者通过螺旋加力器得以实现, 亦或是利用辊压矫正机达成, 还有可能是在大型压力机上予以完成。
4.2 加熱補正方法
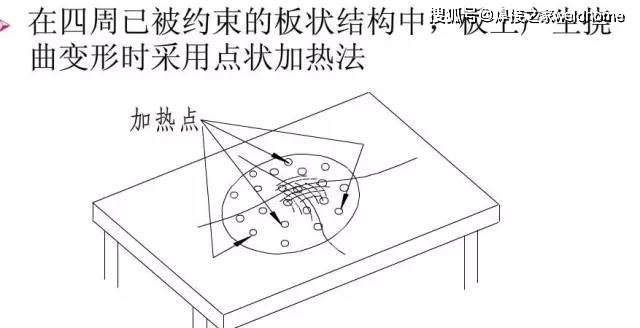
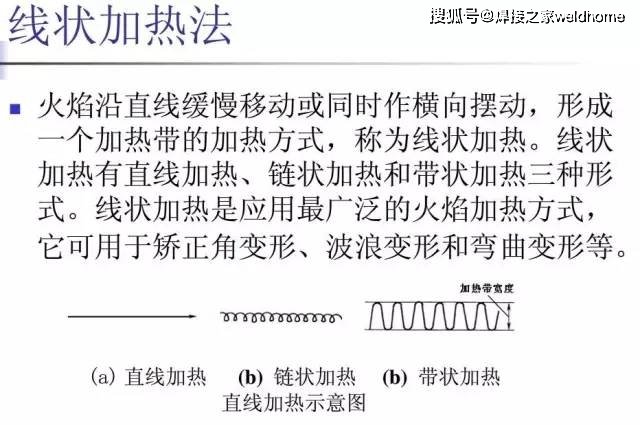
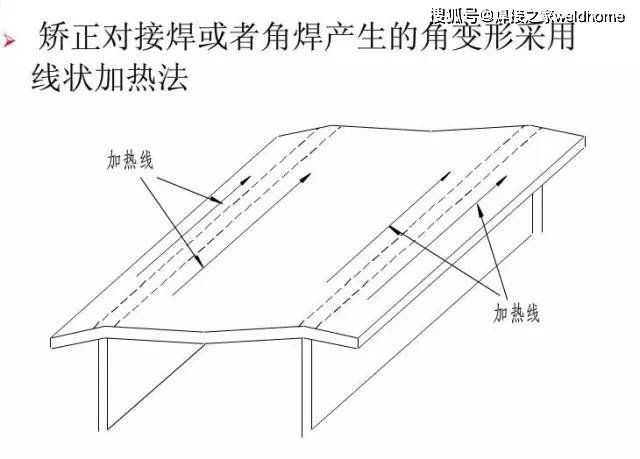
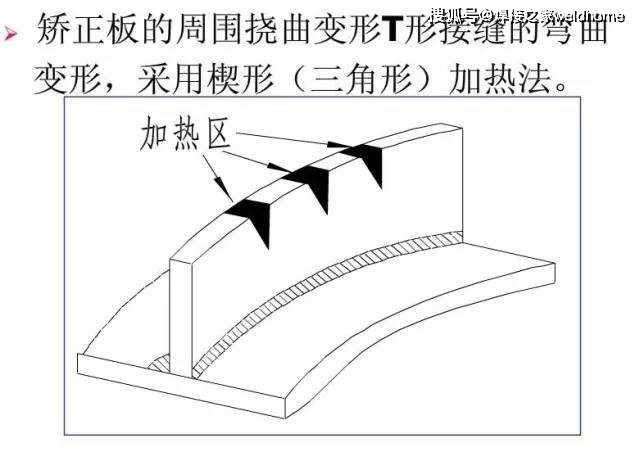
也就是借助不均匀的加热, 让结构取得反向的变形, 以此来补偿或者抵消原本出现的焊接变形。加热矫正法当中的加热方法, 能够划分成点状加热、线状加热、三角形加热这些类别。加热矫正能够消除诸多施力矫正没办法解决的变形, 把控火焰局部加热所引发的变形规律, 是做好矫正的关键所在。决定火焰矫正效果的主要因素, 是加热的位置以及加热温度呀。低碳钢以及普通合金的焊接结构, 通常会采用650~8000C的加热温度, 一般情况下不宜超过9000C。参见表2各种颜色能够判别温度范围。

在借助加热开展矫正劳作之际, 为了致使矫正成效得以提升, 同样能够于加热进程当中施加外力去进行矫正, 于火焰矫正之时, 加热点的冷却存在两种方式, 也就是自然冷却以及水冷却。运用水火矫正法能够让结构矫正收获较快成效, 并且能够使得矫正量比自然冷却的矫正量更大。像矫正大截面的H型钢这种情况。













コメントなし