
Auswahl von Fülldrähten für nichtrostenden Stahl
Edelstahl mit Fülldraht ist vor allem in der Anwendung der aktiven Gas-Schutzgas-Schweißen, Fülldraht in der aktiven Gas-Schutzgas-Schweißen, hat die folgenden Eigenschaften verwendet.
Im Vergleich zu den Elektroden-Lichtbogenschweißen, Abscheidung Geschwindigkeit kann um zwei bis vier Mal, seine Abscheidung Effizienz von bis zu 90 Prozent (Edelstahl-Stangen nur 55 Prozent), deutliche Steigerung der Produktionseffizienz, die Wirtschaft ist sehr gut.
② Breite Palette von Anpassungsfähigkeit an den Strom und die Spannung, und die Vergangenheit aktive Schutzgasschweißen Edelstahl Massivdraht im Vergleich zu den Schweißbedingungen sind relativ einfach einzurichten, einfach zu halbautomatischen Schweißen, sondern auch leicht zu automatisierten Schweißen.
Die Schlackenentfernung ist gut, und die Oberfläche der Schweißraupe hat einen glänzenden Charakter. Darüber hinaus gibt es kaum Spritzer, die Lichtbogenstabilität ist ausgezeichnet und die Röntgenprüfung wird gut bestanden.
Schweißen von Edelstahl-Fülldraht, unter diesem Umstand, das Schweißgut wichtigsten Legierungszusammensetzung mit dem Grundmaterial ist die gleiche oder ähnliche Situation, im Hinblick auf eine solche Situation, die Schweißnaht Korrosionsbeständigkeit, Wärmebeständigkeit Eigenschaften können im Grunde garantiert werden. Allerdings, für die Schweißnaht Metall Eigenschaften haben einen erheblichen Einfluss auf den Inhalt der C, O, N, in der Fülldraht-Schweißen, aber es gibt einige spezielle Muster der Veränderung, die ernst genommen werden sollte.
Wenn beim Schweißen von rostfreiem Stahl der Kohlenstoffgehalt des Schweißguts als eine der wirksamen Möglichkeiten zur Verbesserung der Beständigkeit gegen interkristalline Korrosion verringert wird, ist dies möglich. Allerdings, sobald die Verwendung von Schutzgas mit CO2 zur Durchführung von Schweißarbeiten, die Schweißnaht Kohlenstoff Tendenz zu einem gewissen Grad ist fast unmöglich zu vermeiden, so dass feste Edelstahldraht muss in der Regel im Falle von Gas-Schutzgas-Schweißen verwendet werden. Bei Fülldrähten aus nichtrostendem Stahl kann jedoch auch bei Verwendung von reinem CO2 als Schutzgas der Anstieg des Kohlenstoffgehalts des Schweißguts auf einem besonders niedrigen Niveau kontrolliert werden. Im Laufe der Jahre haben sich viele Fülldrähte aus nichtrostendem Stahl mit extrem niedrigem Kohlenstoffgehalt (C≤0,04% oder C≤0,03%) und extrem niedrigem Kohlenstoffgehalt (C≤0,02%) durchgesetzt. Als Schutzgas wird bei den meisten Fülldrähten aus nichtrostendem Stahl eine Mischung aus CO2 oder Ar plus 20% bis 25% CO2 verwendet.
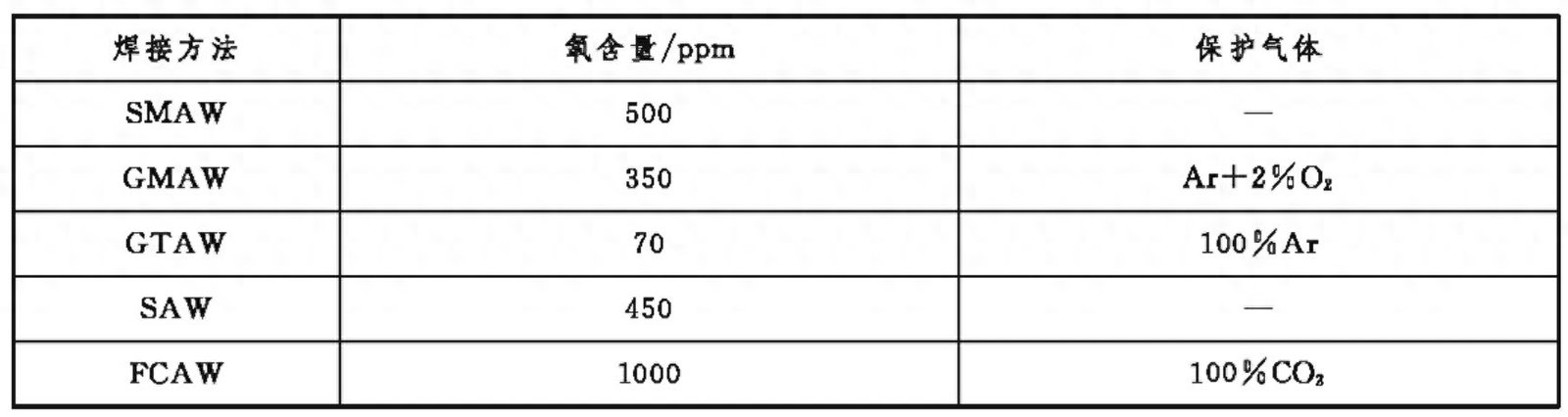
Beim Schweißen von nichtrostendem Stahl mit Fülldraht ist der Sauerstoffgehalt im Schweißgut geringer als bei anderen Schweißdrähten.Verfahren zum Schweißenrelativ hoch ist. Mit steigendem Sauerstoffgehalt nimmt die Kerbschlagzähigkeit des Schweißgutes ab. Der größte Teil des Sauerstoffs im Schweißgut ist in Form von Oxideinschlüssen zwischen den Gittern dispergiert. Diese Oxideinschlüsse stammen zum Teil von den Oxiden im Pulver, der andere Teil ist das Produkt der Desoxidationsreaktion. Wenn der Gehalt an Oxideinschlüssen zu hoch ist, kann dies einer der Gründe sein, warum die Kaltverformung von Schweißverbindungen aus nichtrostendem Stahl untauglich ist. Der Sauerstoffgehalt in der Schweißnaht kann mit der Erhöhung der Alkalinität der Drahtschlacke verringert werden, jedoch führt eine Erhöhung der Alkalinität zu einer Abnahme der Viskosität der Schlacke, was sich auf die Schweißbarkeit des Drahtes in allen Positionen auswirkt.

Abb. 1 Vergleich des Sauerstoffgehalts im Schweißgut von nichtrostendem Stahl 308 bei verschiedenen Schweißverfahren
TEIL 01
Auswahl martensitischer Schweißdrähte aus nichtrostendem Stahl
Martensitische Stähle sind in der Lage, ihre Eigenschaften durch Wärmebehandlung zu verändern, so dass die Zusammensetzung der Schweißnaht so nahe wie möglich an der des Grundmetalls liegen sollte, um die Leistungsanforderungen zu erfüllen, insbesondere bei hitzebeständigen martensitischen Stählen. Um Kaltrisse zu vermeiden, können auch austenitische Schweißzusätze verwendet werden, wobei die Festigkeit der Schweißnaht in jedem Fall geringer ist als die des Grundwerkstoffs.
Beim Schweißen von martensitischem nicht rostendem Stahl können die folgenden Probleme auftreten.
In einigen Fällen kommt es zu einer überhitzten Härtezone und zu Kaltrissbildung. Martensitische nichtrostende Stähle haben die Eigenschaft, dass sie außerordentlich stark zur Härtung neigen. Wenn sie bei hohen Temperaturen erhitzt und dann unter solchen Bedingungen an der Luft abgekühlt werden, kann Martensit in einem harten und spröden Zustand entstehen. Unter dem Einfluss von Schweißeinschluss und Diffusionswasserstoff ist die Wahrscheinlichkeit von Kaltrissen beim Schweißen sehr groß.
② Versprödung tritt in der überhitzten Zone, die überhitzte Zone des martensitischen Edelstahls, seine Kornwachstum Tendenz ist sehr ernst, eine erhebliche Verringerung der plastischen Zähigkeit der Verbindung, und dann die überhitzte Zone Versprödung.
(iii) Die wärmebeeinflusste Zone zeigt Erweichungserscheinungen, und eine längere Erwärmung in einer Hochtemperaturumgebung kann zu Mikrorissen im erweichten Bereich der wärmebeeinflussten Zone führen, was wiederum die Zuverlässigkeit der Verbindung verringert.
Wenn die Zusammensetzung der Schweißnaht und die Zusammensetzung des Grundmetalls ist fast das gleiche, das Schweißen in der Schweißnaht und Wärmeeinflusszone wird ein Stück Härten spröde, um zu verhindern, dass kalte Risse, das Grundmetall haben oft vorgewärmt werden, und dann geschweißt, nachdem die Wärmebehandlung, um die Leistung der Gelenke. Da das Schweißgut und das Grundmetall der Wärmeausdehnungskoeffizient ist im Grunde das gleiche, nach der Wärmebehandlung wurde in der Lage, vollständig zu beseitigen Schweißen Stress. Schweißen Cr13 Typ martensitischen Stahls in den Draht verwendet, um eine strenge Kontrolle der schädlichen Verunreinigungen S, P und Si, etc., die Wahl der mit Ti, N, Nb oder A1 und andere Elemente des Drahtes, um das Korn zu verfeinern und reduzieren die Härte. Wenn das Werkstück nicht die Bedingungen für die Vorwärmung oder Wärmebehandlung zu erfüllen, ist es angebracht, die Schweißzusatzwerkstoffe, die die austenitische Schweißnaht Organisation zu erhalten, diese Art von Schweißnaht hat eine hohe Plastizität und Zähigkeit, die die Schweißnaht Stress Entspannung machen kann, und kann eine größere Anzahl von festen Lösung, so kann es die Tendenz der Kaltrisse zu reduzieren. Allerdings ist die Unebenheit des Materials der Verbindung, weil der Unterschied in der Wärmeausdehnungskoeffizient, in der zyklischen Temperatur der Arbeitsumgebung, kann thermische Ermüdung Risse, was zu der Zerstörung der Verbindung zu produzieren.

Abb. 2 Auswahl von Schweißzusatzwerkstoffen für martensitische nichtrostende Stähle
TEIL 02
Auswahl von Fülldrähten zum Schweißen von ferritischem nichtrostendem Stahl
Ferritische nicht rostende Stähle erfahren während des Erwärmungs- und Abkühlungsprozesses keine Phasenumwandlung, so dass auch eine schnelle Abkühlung nach dem Schweißen nicht zu einer gehärteten Organisation führt. Diese Stähle sind beim Schweißen anfällig für die folgenden Probleme.
Ferritkörner wachsen nach dem Erhitzen auf 900°C oder mehr schnell, und selbst bei schneller Abkühlung nach dem Schweißen lässt sich der starke Rückgang der Zähigkeit und die hohe Neigung zu interkristalliner Korrosion aufgrund der Kornvergröberung nicht vermeiden.
Stahl mit einem höheren Cr-Gehalt wird als ferritischer Stahl bezeichnet, die schädlichen Elemente C, N, O usw. sind ebenfalls höher, die Versprödungstemperatur ist höher, die Kerbempfindlichkeit ist stärker, so dass das Phänomen der Versprödung nach dem Schweißen ernster ist.
(iii) Bei längerem Erhitzen im Temperaturbereich von 400 bis 600°C und anschließendem langsamen Abkühlen kommt es bei 475°C zur Versprödung, was zu einer erheblichen Abnahme der Zähigkeit bei Raumtemperatur führt. Nach längerem Erhitzen im Temperaturbereich von 550 bis 820 °C kommt es leicht zur Ausscheidung von Ferritphasen, was ebenfalls zu einer erheblichen Verringerung der Plastizität und Zähigkeit führt.
Ferritischen Edelstahl Fülldraht Auswahl, um die Art der Fülldraht mit geringem Gehalt an schädlichen Elementen (wie C, N, S, P, etc.), um die Schweißleistung und Schweißnaht Zähigkeit zu verbessern verwenden. Weld Zusammensetzung kann verwendet werden, und Cr17 System von homogenen Komponenten, aber im Falle von großen Einschränkungen, sehr leicht zu produzieren Risse, Schweißen kann nach der Wärmebehandlung verwendet werden, so dass die Korrosionsbeständigkeit wiederhergestellt werden kann, und verbessern die gemeinsame Plastizität. Es können auch austenitische Schweißzusatzwerkstoffe mit hohem Cr- und Ni-Gehalt verwendet werden, um die Empfindlichkeit des Spalts zu verringern und die Rissbeständigkeit der Verbindung zu verbessern, z. B. 309 (24 - 13) und 310 (26 - 21) austenitischer Edelstahl-Fülldraht. Austenitisches Schweißgut hat in der Regel die gleiche Festigkeit wie das ferritische Grundmetall. In einigen korrosiven Medien kann sich die Korrosionsbeständigkeit der Schweißnaht jedoch stark von der des Grundmetalls unterscheiden, was bei der Auswahl des Fülldrahtes zu beachten ist.

Abb. 3 Auswahl von Fülldrähten für ferritischen Edelstahl
TEIL 03
Auswahl von Fülldrähten zum Schweißen von austenitischem nichtrostendem Stahl
Im Vergleich zu martensitischen und ferritischen Stählen ist die Schweißbarkeit von austenitischem nicht rostendem Stahl besser, aber beim Schweißen müssen Sie dennoch auf folgende Punkte achten.
① Schweißnähte erscheinen interkristalline Korrosion, häufig verwendeten Typ 18-8 austenitischen Edelstahl Schweißnähte, in einer korrosiven Umgebung nach einem längeren Zeitraum, die Schweißnaht wird in verschiedenen Graden der interkristallinen Korrosion erscheinen, Schweißnaht Zehe wird in verschiedenen Graden der interkristallinen Korrosion erscheinen, die Wärmeeinflusszone wird die gleiche in der sensibilisierten Zone (Schweißnaht erhitzt, um den Bereich von 600~1000 ℃) erscheinen in verschiedenen Graden der interkristallinen Korrosion sein.
② Spannungskorrosion Bruch, austenitischen Edelstahl in einigen spezifischen korrosiven Medien für einen Zeitraum von Zeit, wird es Rissbildung Phänomen, das ist, weil nach dem Schweißen gibt es eine große Menge von Eigenspannungen und korrosiven Medien zusammen mit den Ergebnissen.
③ Das Vorhandensein von kristallinen Rissen, austenitische Schweißnaht in den Abkühlungsprozess, ist es sehr einfach, eine starke gerichtete säulenförmige Kristallorganisation zu bilden, was zu S, P Verunreinigungen sind leicht zu bias Polymerisation in der Mitte der Schweißnaht, und dann die Bildung eines niedrigen Schmelzpunkt eutektischen, so dass der Widerstand gegen Rissbildung Fähigkeit geschwächt ist. Und austenitischen Edelstahl Schrumpfung ist groß, leicht zu produzieren große Schweißen Spannung während des Schweißens, die die Schweißnaht ist anfällig für kristalline Risse. Diese Situation in der einphasigen austenitischen Organisation von 25 - 20 Art von rostfreiem Stahl ist besonders empfindlich.

Abb. 4 Auswahl von Fülldrähten für austenitische nichtrostende Stähle
Austenitischer rostfreier Stahl Fülldraht Auswahlprinzip ist, in Abwesenheit von Rissen, um sicherzustellen, dass die Korrosionsbeständigkeit des Schweißgutes und die mechanischen Eigenschaften des Grundmetalls ist im Grunde die gleiche oder etwas höher, so weit wie möglich, um sicherzustellen, dass die Legierung Zusammensetzung ist etwa die gleiche wie die Basis Materialzusammensetzung oder ähnlich. Unter der Bedingung, dass die Korrosionsbeständigkeit nicht beeinträchtigt wird, ist zu erwarten, dass ein gewisser Anteil an Ferrit enthalten ist, um sowohl eine gute Rissbeständigkeit als auch eine gute Korrosionsbeständigkeit zu gewährleisten. Allerdings, in einigen speziellen Medien, wie z. B. Harnstoff Ausrüstung, Typ 316L austenitischem Edelstahl Schweißgut, ist nicht erlaubt, Ferrit, sonst wird es seine Korrosionsbeständigkeit zu reduzieren. Für austenitischen Stahl Schweißnähte, die in einem langfristigen Hochtemperaturbetrieb ist, um den Ferritgehalt im Schweißgut zu begrenzen, so dass es nicht mehr als 5%, ist der Zweck, um die Verwendung von Ferrit in den Prozess der spröden Transformation zu verhindern.
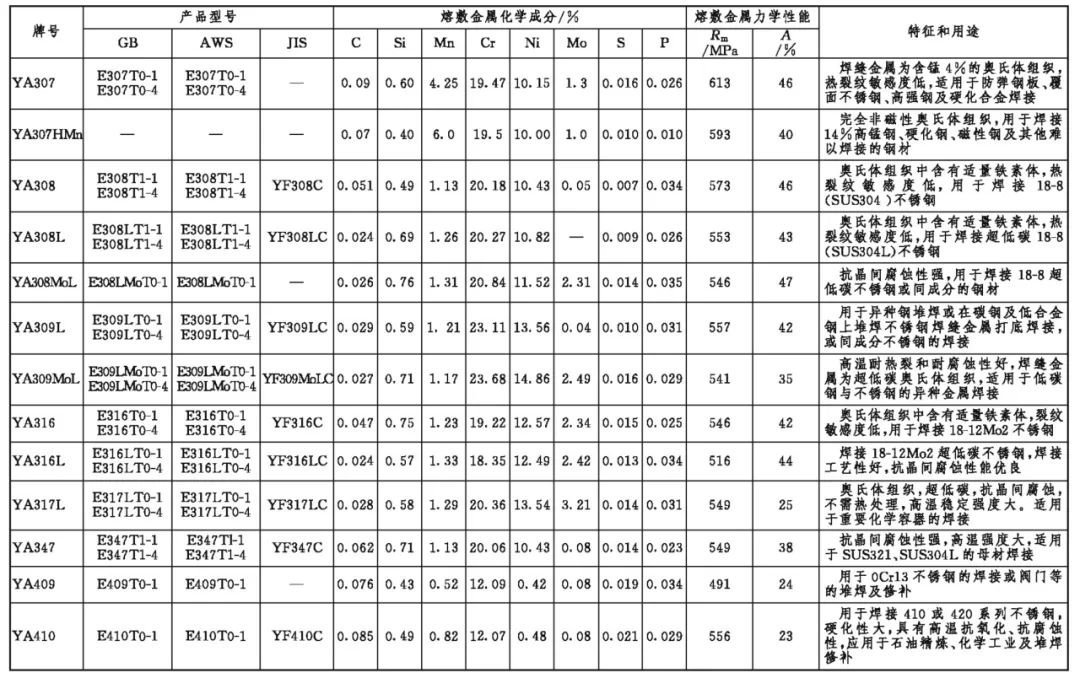
Abb. 5 Chemische Zusammensetzung, mechanische Eigenschaften und Verwendung von Edelstahl-Fülldrahtabscheidungsmetall













Keine Kommentare