
Bei der eigentlichen Bearbeitung wird die Blechfertigung mit Hilfe moderner Bearbeitungsmaschinen optimiert und verbessert, was wiederum die Genauigkeit der Teile erheblich verbessert und die Bearbeitung von Teilen mit komplexeren Formen ermöglicht.
Das Blech wird benötigt, um einen nachgelagerten Vorgang auszuführen, und das Blech ist mit den wichtigstenEntladeausrüstungAbdeckung CNC-Typ Ausrüstung, Stanzen und Scheren Ausrüstung, zusätzlich zu Säge-Ausrüstung, etc., in Übereinstimmung mit den entsprechenden Anforderungen zur Auswahl der geeigneten Ausrüstung zur Verbesserung der Effizienz.
(1) Schermaschinenausrüstung, die zum Abscheren von Blechteilen verwendet wird, ein Vorgang, der von einer Schermaschinenausrüstung durchgeführt werden muss. Dies wird in der Regel mit Hilfe der Gesenkschmiedetechnik erreicht, die in der Blechverarbeitung eingesetzt wird und die weniger Präzision bei der Verarbeitung erfordert und die Anforderungen, keine abgeschnittenen Ecken, keine Löcher und keine Streifen zu haben, erfüllen muss.
(2) Die Durchführung der mehrstufigen Bearbeitung von Blechteilen erfordert den Einsatz von Pressen, und die Bearbeitung von Teilen mit Hilfe von Pressen erhöht die Effizienz und ist weniger kostspielig.
Die CNC-Ausrüstung muss in der Lage sein, ein Programm zu schreiben, das der Spreizung des Werkstücks entspricht, und die CNC-Maschine muss in der Lage sein, das Programm effizient zu erkennen.
(1) Beim Bördeln ist es notwendig, kleinere Grundlöcher mit Hilfe von Entnahmebohrungen zu bearbeiten, und bei größeren Grundlöchern ist es notwendig, diese mit Gewindebohrungen zu versehen, so dass bei dünneren Blechteilen die Dicke der Blechteile nach dem Bördeln vergrößert werden kann.
(2) Bei der Verarbeitung von Blechteilen ist es notwendig, den Umformprozess mit Hilfe von Formen durchzuführen, damit sie in die entsprechenden Formen verarbeitet werden können, obwohl bei dieser Verarbeitungsmethode hohe Präzisionsanforderungen bestehen. Zu den Bearbeitungsschritten gehören Stanzen, Reißen und Umformen.
(3) Biegen und Abkanten: Beim Biegen und Abkanten werden die Blechteile zu dreidimensionalen Teilen gefaltet und gebogen, wofür spezielle Biege- und Abkantformen oder Biege- und Abkantwerkzeugmaschinen benötigt werden. Übliche Abkant- und Biegemaschinen sind hauptsächlich Biegewerkzeuge und gerade Werkzeuge. Bei der Falz- und Biegebearbeitung von Aluminiumblechen muss die Breite der unteren Matrizenrille und die obere Matrize beim Falten und Biegen am Innenradius der abgerundeten Ecken erhöht werden.
(4) Schweißen, BlechteileVerfahren zum SchweißenEs wird hauptsächlich in Hartlöten, Pressschweißen und Schmelzschweißen unterteilt. Hartlöten ist hauptsächlich elektrochromes Schweißen. Schmelzschweißen umfasst hauptsächlich Handschweißen, Gasschweißen und Argon-Lichtbogenschweißen. Druckschweißen hat vor allem die Auswirkungen des Schweißens, Punktschweißen und Stumpfschweißen; bei der Wahl des Schweißens muss in allen Aspekten der Materialverarbeitung Stücke von Material berücksichtigt werden.
BlechbearbeitungaktuellWichtige Hinweise
Bei der Verarbeitung von Biegen, vor der Entnahme der Teile in der Form, nicht erlaubt, das zweite Teil, in den Tropfen, Stanzen Zeit, um die Teile fallen auf den Rand der Form zu reinigen. Während des Arbeitsvorgangs ist es strengstens verboten, die Hand zwischen die obere und untere Form zu legen, bevor man Schutzmaßnahmen ergreift, versuchen Sie, die durchgehenden Haare zu vermeiden, die Verarbeitung von kleinen Teilen muss mit einer Pinzette oder speziellen Werkzeugen erfolgen. Es ist verboten, die Presse zu benutzen, bei der der Schieber nach dem Abschalten des Stroms frei fällt oder die Presse, die während der Arbeit gegen die aufeinanderfolgenden Haare stößt. Es ist nicht erlaubt, die Maschine zu starten, bevor die Form angezogen und der Spalt nicht eingestellt ist.
MetallblechBiegeverfahren(jemandem eine Stelle etc.) anbieten

Segmentaler Biegeeffekt
Biegeeffekt
Prinzip der Blechbearbeitung

Schauen Sie sich dieses Bild unten, das gehört zu einem unserer durch schnelle 1150 CNC-Biegemaschine, die Biegemaschine Druck ist 150 Tonnen, seine Verarbeitung Länge von 3,2 Metern, die Rückseite des Fingers ist 6 + 1 Achse, ist es in der Lage, die maximale Dicke von Edelstahl zu erreichen 4MM biegen.
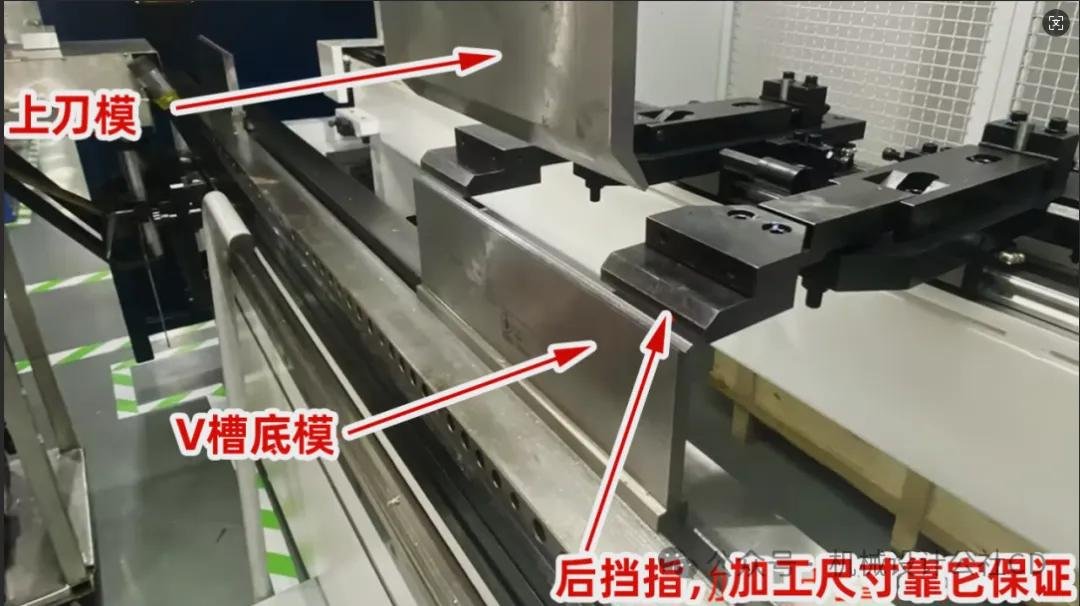
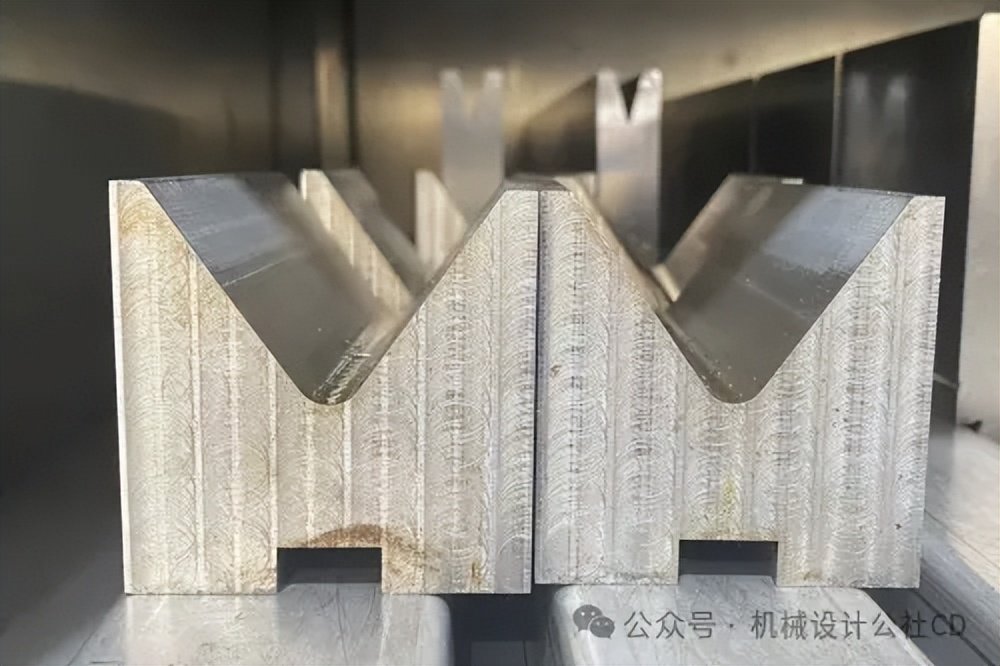
Das Prinzip des Biegens wird durch das Strangpressen durch die obere und untere Form erreicht, die in der Lage sind, Teile des Werkstücks mit unterschiedlichen Winkelabmessungen zu biegen. Die Hauptbestandteile der Formen sind die untere und obere Form, außer bei den One-Shot-Formen ist die untere Form normalerweise diejenige mit einer V-Nut, die entsprechend der Dicke des zu biegenden Materials ausgewählt wird.
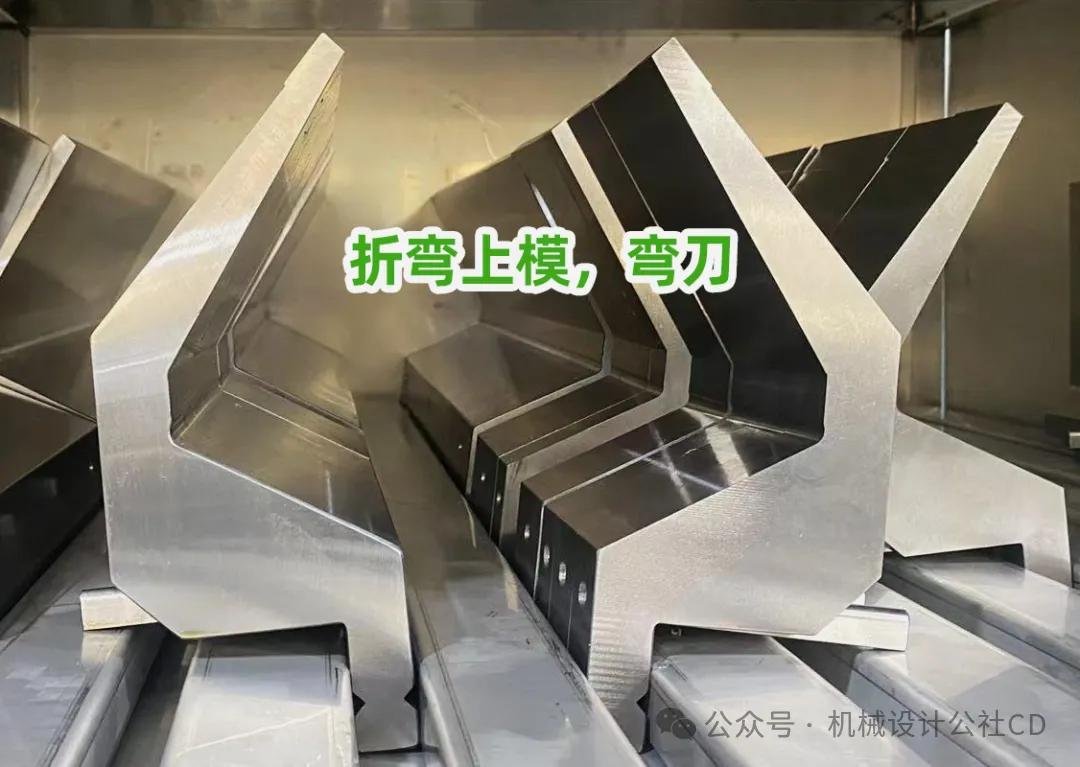

Alle oben genannten sind die in der Blechbearbeitung am häufigsten verwendeten Biegewerkzeuge.
Darüber hinaus gibt es einige Sonderformen, für die Formen im Voraus vorbereitet werden, um die Genauigkeit zu gewährleisten und die Effizienz zu verbessern, wie z. B. Fensterläden (sie können z. B. mit Biegemaschinen oder Stanzmaschinen bearbeitet werden) und häufig verwendete Bogenformen. Das Bild unten zeigt die verschiedenen Größen von Bogenformen von R5 bis R40, die wir im Voraus vorbereitet haben (nur ein Teil des Bildes ist aufgenommen):

Bei der Bearbeitung von Blechbiegeteilen wird vor allem auf diese Formen zurückgegriffen, mit denen die meisten Werkstücke, die wir normalerweise sehen, gebogen werden können.
1. ob die Biegegröße ausreichend ist
* Mindestbiegekante entsprechend der Blechdicke:
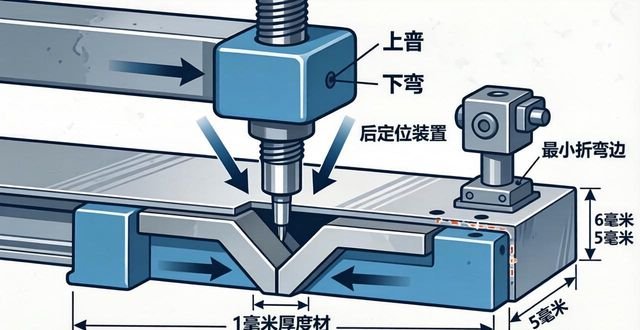
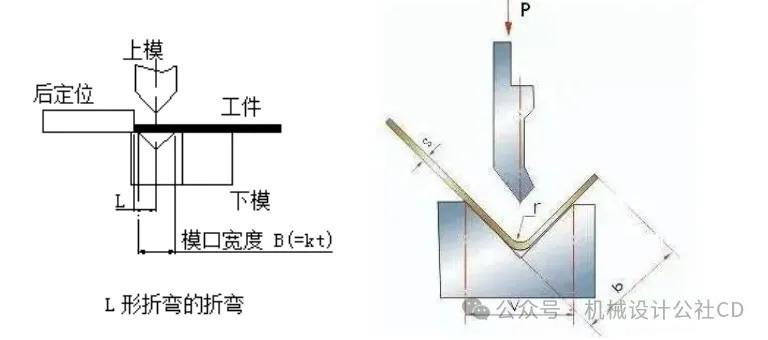
Wie oben gezeigt, besteht das Blechbiegen aus vier verschiedenen Teilen: der oberen Form, der unteren Form, der hinteren Positionierung und dem Werkstück, dann wird die obere Form nach unten auf das Werkstück extrudiert, und es wird in den mittleren Teil der unteren Form der V-Nut extrudiert, und die Tiefe der Extrusion spielt eine Rolle bei der Bestimmung des Winkels der Biegung; die hintere Positionierung spielt eine Rolle bei der Bestimmung der Position und Größe der Biegung; die Breite der V-Nut der unteren Form ist in der Regel 6 mal die Dicke des Blechs, das heißt, 1MM Bleche müssen 6MM untere V-Nuten verwenden. Die Position der hinteren Positionierung ist ausschlaggebend für die Position und Größe der Biegung; die Breite der V-Nut der unteren Form beträgt im Allgemeinen das 6-fache der Blechdicke, d.h. ein Blech von 1mm muss die untere V-Nut von 6mm verwenden. Mit dieser Einschränkung, die minimale Biegekante der Existenz der Einschränkungen - das Werkstück sollte mindestens in der V-Nut auf beiden Seiten der Fahrt, und erweitern Sie den Fall von 2MM zu erreichen. Für eine 6mm V-Nut, die Hälfte von 6mm ist 3, plus 2mm Verlängerung, was 5mm ergibt, und diese 5mm ist die minimale Biegekante für eine 1mm Platte.
Nachstehend finden Sie eine Tabelle mit den empfohlenen Mindestgrößen für Biegekanten:
Empfohlene Mindestabmessungen der Biegeseiten
Minimum Biegekante bedeutet, für unterschiedliche Blechdicke, die Notwendigkeit, die Unterseite der Form V Nut Nutbreite ist nicht das gleiche, in der Regel in Übereinstimmung mit der Dicke der Platte 1 als 6 zu bestimmen, wenn Sie die Durchführung der Biegung muss auf beiden Seiten geläppt werden, desto größer ist die Dicke der Platte, desto größer ist die Breite der Nut, wenn die Biege Abmessungen sind zu klein, um zu überlappen, so kann es nicht die Durchführung der Biegevorgang.

2、Ob das Biegen zu Störungen führt
In den Prozess der Biegung, wird eine Situation, dass es einige Faltung kann nicht der Fall sein, aber genau das, was spezifisch kann gebogen werden, und was ist nicht in der Lage zu biegen?
Unabhängig davon, wie komplex das Werkstück ist, stellt sich bei der Frage, ob es gebogen werden kann oder nicht, neben den Mindestbiegemaßen auch die Frage nach dem Übermaß.
Sagen Sie einen Tipp für die Unterscheidung, ob die Interferenz, das heißt, alle unsere Werkstück-Rahmen ist als U-förmig konzipiert, in der Biegung des letzten Schnittes, überprüfen Sie die U-förmige Rückseite des Formteils Dimensionen nicht überschreiten die Biegung Mittellinie, ist dies zu unterscheiden, ob die Interferenz der Tipps.
Wenn Sie über das erste Bild hinausgehen, müssen Sie die Machete auf dem zweiten Bild verwenden. Dies ist unsere vorgefertigte U-Struktur, die bis zu einer maximalen Größe von 120 mm geformt werden kann.
Ein kleiner Ratschlag in diesem Zusammenhang ist, die Bearbeitungsgrenzen der Fabrik so wenig wie möglich zu strapazieren, wenn es um das Design geht, und solche Biegemaschinen sind nicht unbedingt in jeder Fabrik vorhanden. Je weniger Fabriken man zur Auswahl hat, je mehr man von ihnen abhängig ist, desto mehr steigen die Kosten, insbesondere für Muster.
3、Das Problem der Biegeverformung
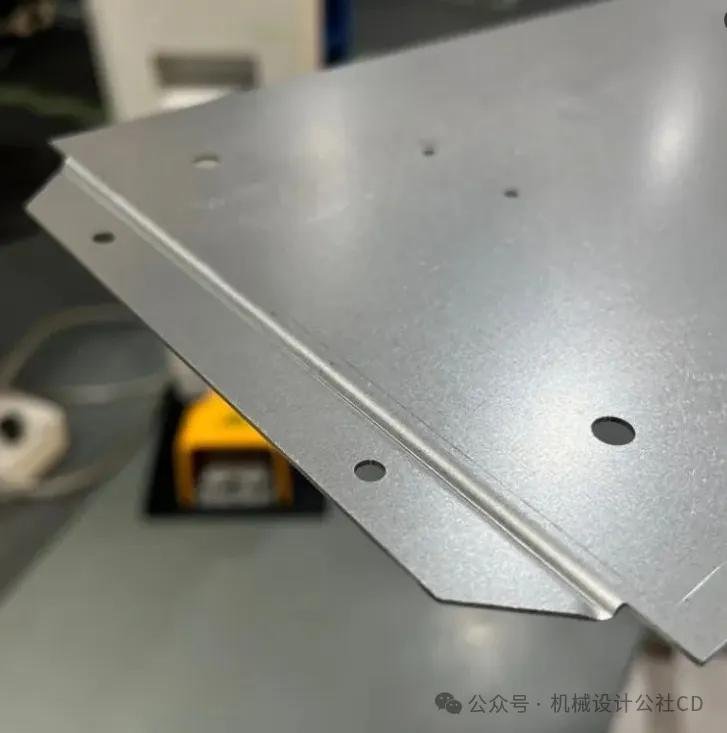
Löcher und andere Merkmale in der Nähe von Biegelinien
Das Biegeprinzip ist eigentlich ein Quetschen und Dehnen Aktion, in der Biegelinie neben der Struktur aufgrund der Nähe der Struktur ist sehr leicht zu strukturellen Verformungen führen, was in den Kanten kann nicht angetrieben werden, das Loch ist ein schwieriges Problem, der Schwerpunkt liegt auf kann nicht von der Kante angetrieben werden, ist leicht zu erhöhen, was in der Oberfläche ist nicht flach, sehr wahrscheinlich, einen Einfluss auf die tatsächliche Wirksamkeit haben, sowie kann die bestehende Montage Probleme.













Keine Kommentare