
Dies ist ein Text über spitzenlose Schleifmaschinen, die aufgrund ihrer hohen Produktivität und ihrer Fähigkeit, Positionierungsfehler zu beseitigen, in der zerspanenden Industrie häufig eingesetzt werden. Allerdings erzeugen spitzenlose Schleifmaschinen oft Werkstücke mit prismatischen Fehlern. Wenn die spitzenlose Schleifmaschine Schleifen Werkstück äußeren Kreis ist trigonous Form, obwohl der Durchmesser von jeder Stelle ist gleich, aber die Rundheit Fehler ist groß, schwerwiegende Fälle führen zu schlechten Rundheit des Werkstücks und werden Ausschuss. Dieser Artikel konzentriert sich auf die spitzenlose Schleifmaschine zu entwickeln, die prismatische Runde auf die Einführung der relevanten Inhalte. Dieser Artikel wird auf spitzenlosen Schleifmaschine konzentrieren, um die Einführung des Inhalts der prismatischen Kreis zu starten.
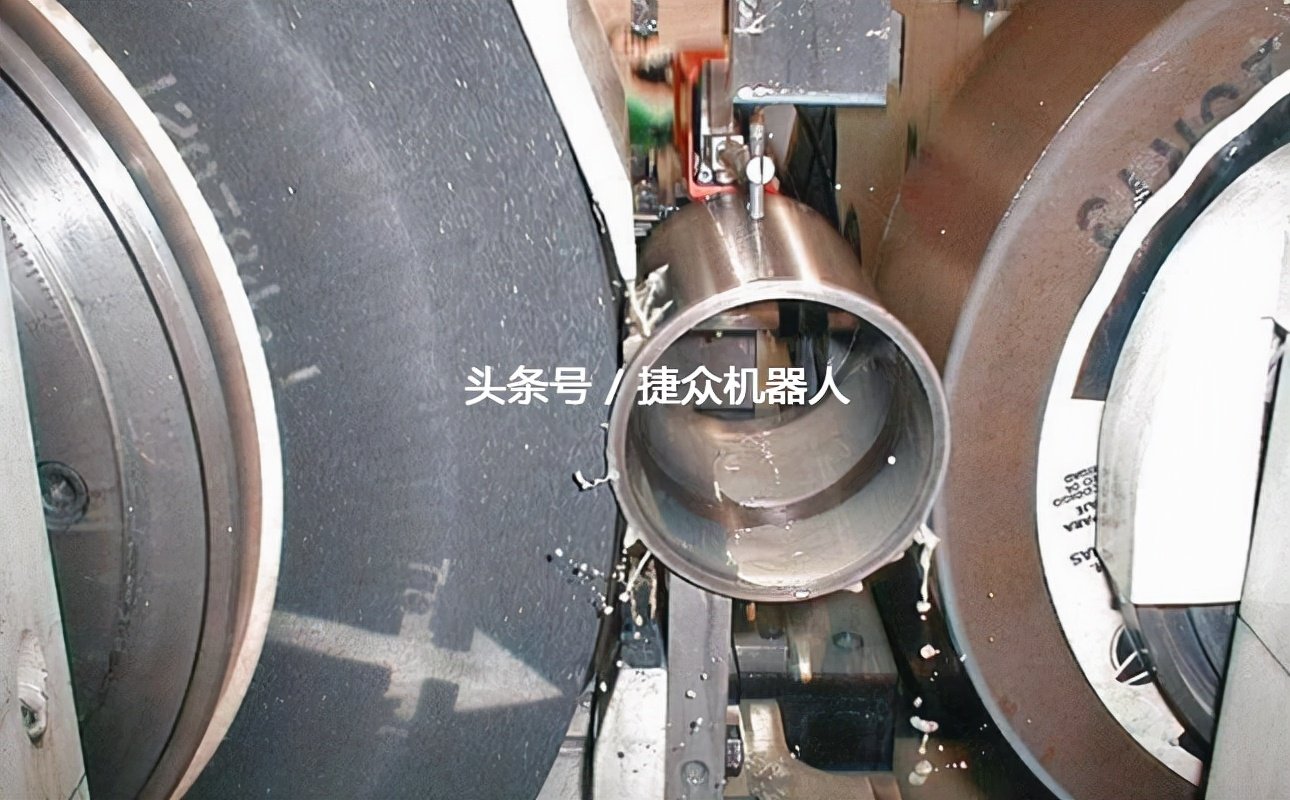
Mit spitzenlosem Schleifen fürSchleifenDie Schleifmaschine wird als spitzenlose Schleifmaschine bezeichnet. Beim Schleifen wird das Werkstück zwischen der Schleifscheibe und der Führungsscheibe gehalten und dreht sich mit unterschiedlichen Geschwindigkeiten in dieselbe Richtung. Die Schleifscheibe dreht sich um eine feste Achse, so dass die Kraft, die auf das Werkstück ausgeübt wird, nach unten gerichtet ist, da sie im Allgemeinen eine höhere lineare Geschwindigkeit hat als das Werkstück am Kontaktpunkt, um den Schleifvorgang auszuführen. Die Führungsscheibe übt dagegen einen seitlichen Druck auf das Werkstück aus, in der Regel mit einem rauen oder gummigebundenen Schleifmaterial, das das Werkstück erfasst. Die Relativgeschwindigkeit von Schleifscheibe und Führungsscheibe, die die Schleifwirkung erzeugt, bestimmt auch, wie effizient das Material von der Oberfläche des Werkstücks abgetragen wird.
Centerless-Schleifmaschinen erscheinen oft eine solche Situation, das Schleifen des Werkstücks außerhalb des Kreises gibt es eine große prismatische Fehler, was in das Werkstück außerhalb des Kreises der prismatischen Runde, wie zwei-zackig, drei-zackig, vier-zackig, fünf-zackig, oder andere gerade / ungerade harmonischen Formen, wenn Sie ein Mikrometer verwenden, um den Durchmesser des Werkstücks zu messen, kann nicht gemessen werden, weil der Durchmesser des gleichen, was wiederum schafft ein größeres Potenzial für Probleme. Nachfolgend werden die Gründe für die abgerundete Form von Werkstücken, die mit spitzenlosen Schleifmaschinen hergestellt werden, kurz beschrieben und die Gründe für die abgerundete Form von Werkstücken, die mit spitzenlosen Schleifmaschinen hergestellt werden, erläutert.Heilung.

Schleifen von prismatischen Rundkörpern auf spitzenlosen Schleifmaschinen
Gründe für die prismatische Verrundung von Werkstücken, die mit spitzenlosen Schleifmaschinen geschliffen werden
1, Centerless-Schleifmaschine Schleifprozess, das Werkstück zwischen der Schleifscheibe und der Führungsscheibe platziert ist, durch die Halterung unterstützt, die Schleifscheibe Schleifen Rolle, die Führungsscheibe, um das Werkstück zu drehen, um seine Nähe zu der Schleifscheibe zu fördern, unterstützt durch die Halterung für die axiale Vorschubbewegung für das Schleifen, wenn die Halterung obere Oberfläche ist flach, und die Mitte des Werkstücks und die Mitte des Rades, Führungsrad Zentrum auf der gleichen Höhe, das Werkstück Zentrum und das Rad, das Führungsrad zwischen dem Punkt des Kontakts in den größeren Durchmesser, wird das Werkstück prismatische Runde. Dies liegt daran, dass die Mitte des Werkstücks nicht hoch genug ist.
2, die Rundheit des Werkstücks ist nicht gut am Anfang: Wenn die Rundheit des Werkstücks ist nicht gut am Anfang, sobald die Beule und die Führungsscheibe berühren, wird das Werkstück auf die Seite der Schleifscheibe gedrückt werden, dann die gegenüberliegende Seite der Beule wird aus dem Krater geschliffen werden, die Tiefe des Kraters ist die gleiche wie die Höhe der Beule. Wenn das Werkstück weiter geschliffen wird, kommt die Erhebung in Kontakt mit der Schleifscheibe, und die Vertiefung kommt in Kontakt mit der Führungsscheibe, und das Werkstück wird durch die Schleifkraft zur Seite der Führungsscheibe geschoben, und die Erhebung wird nicht abgeschliffen. Obwohl der Durchmesser des geschliffenen Werkstücks im Mittelpunkt gemessen gleich ist, ist die Kontur des Außenkreises kein idealer Kreis, sondern ein prismatischer Kreis.
3, Rad Unwucht, in der spitzenlosen Schleifer Schleifen, wenn das Rad nicht ausgewuchtet ist, wird es Auswirkungen auf die Schleif-Effizienz und Schleifen Qualität, in der High-Speed-Rotation Prozess wird die Zentrifugalkraft, diese Zentrifugalkraft wird die relative Vibration der spitzenlosen Schleifer Komponenten, die wiederum Auswirkungen auf die Form des Werkstücks zylindrischen, was in Werkstück zylindrischen prismatischen Runde.
Die Lösung des Problems der prismatischen Rundheit von Werkstücken, die mit spitzenlosen Schleifmaschinen geschliffen werden
1、Centreless Schleifmaschine in den Schleifprozess, das Werkstück prismatische Fehler ist vor allem im Zusammenhang mit der Höhe des Werkstücks Zentrum, das Werkstück Zentrum muss höher sein als die Mitte der Schleifscheibe und der Leitrad, so dass das Werkstück geschliffen werden kann, um eine bessere Bearbeitungsgenauigkeit zu erreichen, die Höhe des Werkstücks Zentrum ist nicht festgelegt, nach der ursprünglichen Genauigkeit des Werkstücks ist anders, um die entsprechenden Anpassungen, die die Anpassung der Mitte des Werkstücks Höhe ist durchzuführen.

Schleifen von prismatischen Rundkörpern auf spitzenlosen Schleifmaschinen

2, betrachten Sie das Werkstück ursprüngliche Rundheit der schlechten Schleifen: wenn die ursprüngliche Rundheit des Werkstücks ist schlecht, ist es notwendig, um zu versuchen, die Klammer zu erhöhen, so dass die Mitte Höhe des Werkstücks ist mehr als 14mm. Und in der Werkstückschleifprozess, einen kleineren Vorschub zu verwenden, führen Sie mehrere Schleifprozess, und zur gleichen Zeit zu jeder Zeit auf das Werkstück gemessen werden. Sobald die Rundheit des Werkstücks erreicht die technischen Anforderungen des Prozesses, ist es notwendig, um die Klammer zu senken, so dass die Höhe des Werkstücks Mitte befindet sich zwischen 12 - 14mm, und dann weiter zu schleifen, um den Durchmesser des Werkstücks Außendurchmesser zu verbessern, bis das Werkstück, um den Prozess der Genauigkeit der technischen Spezifikationen der Bestimmungen der technischen Indikatoren zu erreichen.
3, gibt es über die Schleifscheibe Ungleichgewicht, wie man die Situation zu justieren, wenn die Schleifscheibe gibt es ein Ungleichgewicht Problem, dann ist es notwendig, zwei statische Auswuchtung Anpassung Betrieb durchzuführen, und statische Auswuchtung Betrieb ist erforderlich, um den Rahmen als auch das Gleichgewicht des Dorns zu balancieren. Erstens, setzen Sie die Balance Dorn in die Schleifscheibe Chuck Kegelhülse, und dann auf die Mutter fixiert, und dann auf dem Balance-Rahmen platziert, und dann einige der Balance-Block in die Schleifscheibe Chuck Ringnut innen, um die Position der Balance-Block, um die Schleifscheibe Schwerpunkt kann mit der Drehachse zusammenfallen mit einander, nach, dass es auf dem Schleifer installiert werden, um die Verwendung der Schleifscheibe Abrichter wird Rundung der Scheibe, nachdem das Rad ist wieder auf der Nach dem Abrunden der Schleifscheibe mit dem Abrichtgerät wird die Schleifscheibe wieder auf den Auswuchtstand gestellt, statisch ausgewuchtet und dann wieder auf die Schleifmaschine montiert.
Centerless Schleifer Schleifen Werkstück, gibt es eine prismatische Runde Zustand ist, wie es ist, durchsuchen Sie die oben genannten Artikel verstehen kann, spitzenlose Schleifer Schleifen Werkstück hat eine prismatische Runde, der Grund liegt in der Werkstückmitte Höhe ist nicht genug, die ursprüngliche Rundheit des Werkstücks ist nicht gut, die Schleifscheibe ist nicht ausgewogen, etc., können wir die Lösung in dem Artikel verwenden, um die prismatische Runde Fehler des Werkstücks zu verbessern, verbessern die Bearbeitungsgenauigkeit des Werkstücks. Bitte achten Sie auf JZ Robotics, um mehr über spitzenlose Schleifmaschine zu erfahren.
Bedeutung der Schleifscheibentypen und Spezifikationen der üblicherweise verwendeten Schleifscheiben für spitzenlose Schleifmaschinen.
Vorsichtsmaßnahmen beim Wechsel von Schleifscheiben auf spitzenlosen Schleifmaschinen
Spitzenloses Schleifen durch Schleifen automatisiertes automatisches Greifen und Zuführen Automobilspulenbearbeitung













Keine Kommentare