

5-axis machineThe five axes of the machine are generally composed of three linear axes, plus two rotary axes, and there are great differences in the way they are structured. Different structural forms, will lead to machine tools in the rigidity, dynamic performance and stability of accuracy, etc., some differences. This paper focuses on the vertical spindle swing structure of the five-axis machine tools, and vertical spindles do not move the table swing (cradle) this structure of the five-axis machine tools, to analyse and compare, the purpose is to allow users to fully understand the structure of the form, which in turn will facilitate the user according to their own product characteristics and economic capacity, to select the appropriate machine tool.

1. Comparison of machine tool spindle rigidity
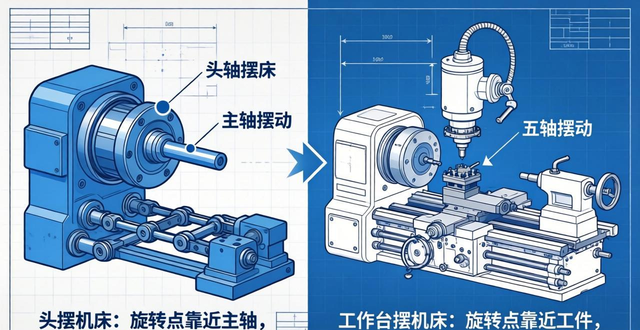
Head swing machine tool in the machining process, due to the spindle swing, resulting in the spindle rigidity is relatively poor; table swing machine tool, in view of the table swing, so it will not have any impact on the spindle rigidity.
2. Comparison of the efficiency of machine processing
Due to the difference in rotation points, the spindle of a headswing machine has to swing at a greater angle when the tip of the tool reaches the same displacement, which is similar to the principle of leverage, and therefore the headswing machine is less efficient when machining the same part.
3. Influence of tool length on machine accuracy
Pendulum error is equal to the pendulum arm multiplied by the pendulum angle. For head-pendulum machines, the tool length is part of the pendulum arm, i.e. in the case of head-pendulums, the length of the tool has an effect on the length of the pendulum arm, which amplifies the error, i.e. the error increases with the length of the tool, for cradle-type table-pendulums, the length of the tool is not correlated with the length of the pendulum arm.
4. Positional and form errors
Both types of machine tools, when oscillating, produce positional errors, however, head pendulum machines, in addition, produce form errors, while table pendulums do not produce form errors. The head swing rotates the tool, which in turn generates positional errors. At the same time, the feed direction of the machined hole deviates from the centre of rotation of the tool, so that the machined hole has a wedge-shaped hole in addition to the positional error.
The table swing machine has a positional error, which is caused by the table swing, and the spindle feed direction coincides with the centre of rotation of the tool from the beginning to the end, so there is no additional form error, which is another significant advantage of the cradle type table swing compared to the head swing.
5. Comparison of 5-axis machining size ranges
Because the head swing machine tool spindle swing, the workpiece diameter direction of the processing range will be reduced, which means that the spindle swing angle will consume the stroke, resulting in five-axis machining can process the maximum workpiece diameter range than three-axis machining is small; while the table swing machine table swing, the horizontal size of the workpiece does not have any effect, in this regard, five-axis and three-axis machining the size of the workpiece range is the same. The maximum range of workpieces that can be machined in 5-axis must also take into account the interference caused by the structure of the machine tool, and the user should ask the machine tool supplier to provide a 5-axis machining interference diagram for analysis and comparison. In general, for the same stroke, the type of machine with a cradle-type table oscillation structure, its five-axis machining range, will be greater than the head swing machine performance.
Therefore, the type of machine with a cradle oscillating table has good rigidity of the spindle and is more efficient in machining; the length of the tool in this machine does not affect the machining accuracy; there is no error in the shape of the machining operations carried out on this type of machine; and the range of this type of machine in the field of 5-axis machining is greater than that of the head oscillating type of machine for the same travelling conditions.
The spindle of a swing-head machine tool, whose rigidity is in a relatively poor condition, is in theprocessing efficiencyThe machining accuracy decreases as the tool length increases; the machining results in shape errors; and when the spindle swings, it consumes the stroke, which reduces the maximum size of the workpiece that can be machined.
In addition, it should be added that the table swing machine, in view of the need to overcome the weight of the workpiece, if the workpiece is very heavy, then the clamping requirements are higher; and in the processing of large and heavy parts, the machine can not be achieved on the table swing, so that the only way to use the head swing.













No comments