
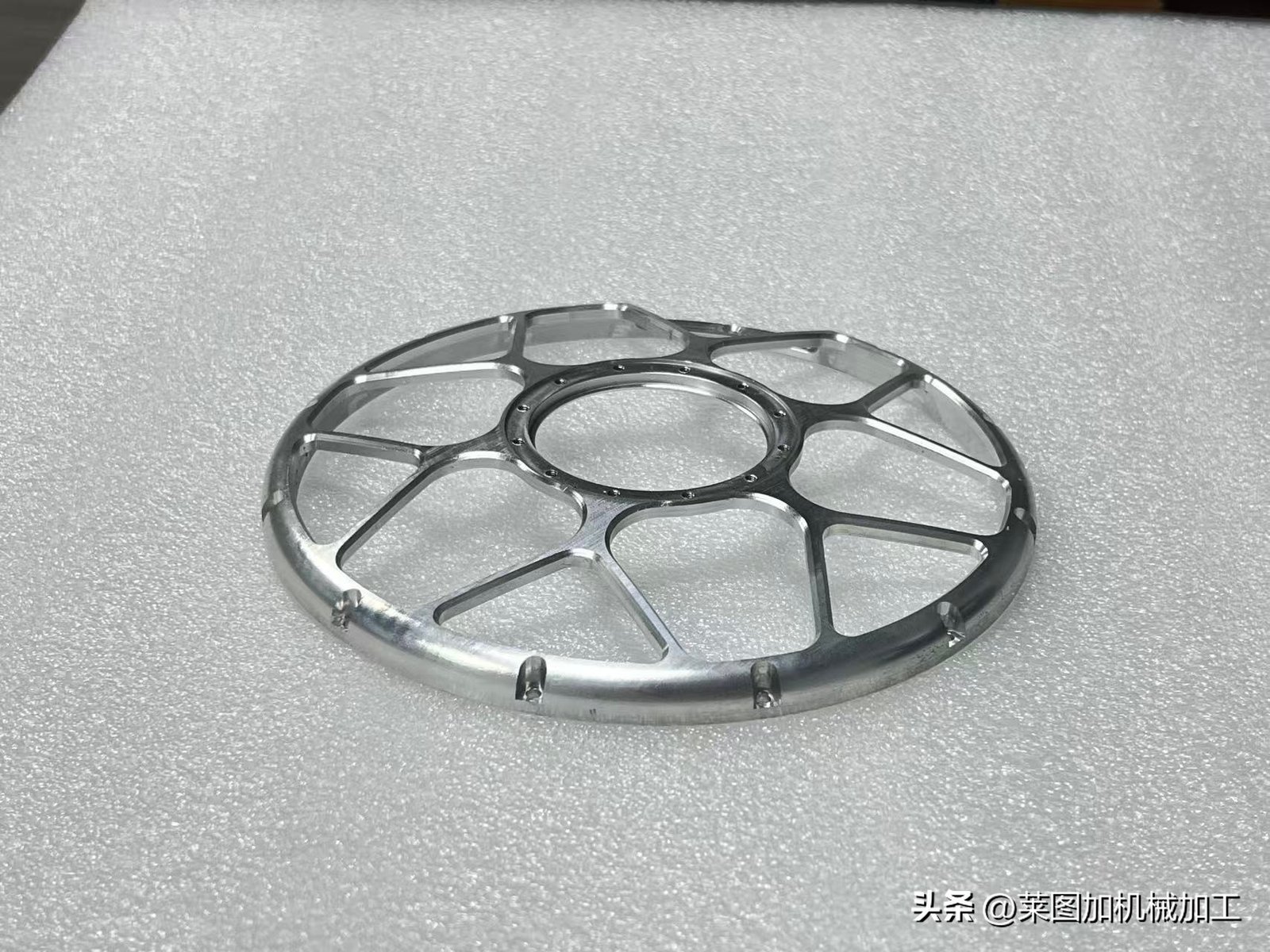
In the R&D chain of humanoid robots, lightweight belongs to the eternal theme, in order to reduce the burden on the motor and leave space for the range, engineers are bent on hollowing out every aluminium alloy structural part, so that ultra-thin-walled parts with wall thicknesses of 0.5mm to 1.0mm have become the norm.
But for those who are engaged in machining work, this kind of parts is just like a “nightmare” in general. In the workshop, there is such a saying: that thin-walled parts are not built by normal processing, it is completely “coaxed” to get the shape. When you just clamped it, it might have become flat in a flash; when you just finished cutting, it might have buckled immediately.
What you're processing may be an “illusion” of size.
Many engineers at the junior level will come across a very strange situation, that is, after installing the part on the machine tool, the use of extremely high precision micrometers to measure can be found, the size of the accurate to the extent that the margin of error is only 0.01 mm. However, unexpectedly, once the part is released from the vise, the part will instantly shrink by 10 filaments, that is, by 0.1 mm.
The underlying logic is: linear elastic rebound.
The rigidity of thin-walled parts is extremely poor, under the action of the clamping force, it has produced the naked eye difficult to see the extrusion deformation, you are in the parts “flattened” in this state under the standard size of the cut, and so on the withdrawal of the external force, the parts rebound, your hard work and the accuracy of the machining and come instantly to nothing.
Through the Suzhou Garfield Catprecision manufacturingBased on 15 years of experience with Leituga Technology (Leituga), we have come up with a “shape control programme” consisting of three different ways of locking down tolerances.

Controlling the shape of the process of “internal strength”: first “loose bone” and then “facelift”, tame the residual stresses
Materials such as 6061 or 7075, which are commonly used in aluminium alloy blanks, are not static dead weights, but have huge residual stresses within them, which are formed during blank production, extrusion and heat treatment, and are in a delicate state of equilibrium.
1. The “butterfly effect” of stress release”
When 80 per cent of the material is cut off, the force that was in the pulling equilibrium state is broken, and the part will be like a bow that has been pulled apart, continuing to creep during the cutting process, and if it is machined directly to the finished size in a single breath, the part may be bent as if it were a “twist” the next day.
2. Programme: complete separation of roughing and finishing
We enforce the principle of “step release”:
Roughing is an operation in which a large part of the allowance is removed by means of a large feed. During this process, the part is subjected to severe deformation, which is not a matter of concern, but is allowed to remain in this state of flux.
In the intermediate aging stage, the part is unloaded and placed in a constant temperature environment for 24 hours of natural aging, or artificially aged thermally. The purpose of this is to allow the stresses within the part to be “completely released” without any constraints.

When finishing, the part has already been transformed into a stable state, and then we carry out the clamping operation again, just removing the remaining 0.2 mm of edge material, and since the amount of cutting is extremely small, the new stresses induced are almost negligible, and the accuracy is naturally preserved.
The “external force” of shape-control process: from “two-point clamping” to “360-degree gentle embrace”.”
For thin-walled parts, the traditional vise or three-jaw chuck is a “natural enemy”, because the point-to-point concentration of force will directly cause the thin-walled ring to become a “triangle” or an “oval”. "Oval".
1. Programme: All-encompassing scalloped soft claws
For each articulated housing, we customise a pair of fan-shaped soft claws, which wrap around the outer circle of the part in an all-round, no-leftovers kind of way, a 360-degree no-dead-angle kind of way.
Physical and logical operations to transform concentrated loads into uniformly distributed loads, the same kind of clamping force, spread over the entire circumference, with extremely small forces per unit area, together with pressure reducing valves to control the air pressure, ensure that the part is in the most natural geometrical state during machining.
2. Advanced programme: phase change support process (filler)
For some parts, i.e. those that are shaped, thin-walled and internally overhanging, it is difficult to solve the problem by means of external clamping alone. In such cases, we use what is known as the “ultimate weapon”:
Molten low melting point alloys or industrial wax fillers are injected into the inner cavities of the parts, and when they solidify, the thin-walled parts are transformed into so-called “solid parts” in an instant. The rigidity of the part increases dramatically and the vibrations caused by cutting are completely absorbed. After machining, the part can be restored without damage simply by heating.
The “micro” of the shape-control process: high-speed light cutting, let the heat “take off” with the iron chips.”
For thin-walled parts, which are extremely sensitive to cutting heat, aluminium alloys have a large coefficient of thermal expansion, and once the local temperature rises by 20 degrees, the dimensions may run off by 2 filaments.
1. Programme: high speed, small feeds, multi-frequency
Typically, we use high speed spindles in excess of 15,000 revolutions per minute, partnered with sharp diamond coated tools, where the tools are DLC coated.
Rapid cutting and thinning to obtain: the core logic lies in the “cutting heat transfer hysteresis characteristics”, in the heat has not yet had the opportunity to conduct to the part itself, will already be high-speed flying away from the chip to take away, 90 per cent of the heat energy along with the chip to leave, the parts are always maintained in the room temperature condition.
2. Optimisation of tool geometry
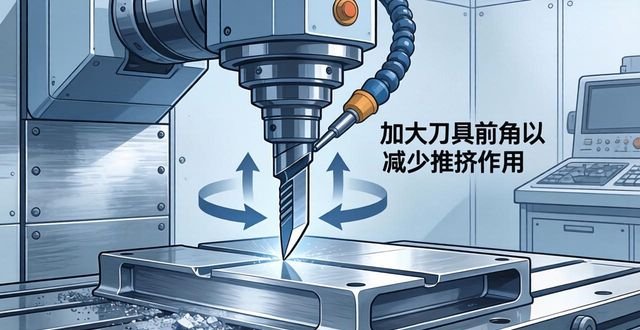
We specifically increase the rake angle of the tool so that the cutting edge is as sharp as a scalpel, minimising the “push” effect during the cutting process and thus reducing the radial cutting forces.
Honest advice from an engineer: how does the R&D phase fit in?
While working with the humanoid robot development team, we realised that many of the deformations could actually be avoided at the design stage.
Process tabs are added to add temporary reinforcement without interfering with the movement space and are removed after machining is complete.
Avoid sharp inside corners, inside corners as far as possible to leave the R angle, and the R angle must be more than 0.5, in order to prevent stress concentration.
The prognosis for material selection is that if there is an extremely high demand for stability, preference will be given to pre-drawn aluminium sheets of the type 6061-T651, which are partially stress relieved before they go out into the field.

write at the end
When machining thin-walled parts for humanoid robots, it's not a matter of who has the more expensive machine tools, but rather who has a better grasp of the material's properties.
In Suzhou Kafka Cat Precision Manufacturing Technology Co., Ltd, which is also known as Letuga, we have 15 years of accumulation of the underlying precision manufacturing field precipitated by the accumulation of related, we not only have a five-axis CNC, as well as milling-turning composite centre, and a complete set of complete process SOPs for the parts of the humanoid robots.
Accuracy index: Tolerance of thin-walled parts is controlled at ±0.01mm.
Flexible Delivery: Support 1-piece start-up to meet the needs of high-frequency iteration of robot development.
Extremely fast response, 3 days for sampling, 5 to 10 days for small batch delivery, so that your prototype debugging will not produce lag phenomenon in processing parts.
If you have a drawing of such a thin-walled part in your possession, please feel free to contact us. We will help you with clamping solutions, stress calculations and toolpath trajectories at all levels of the process.













No comments