
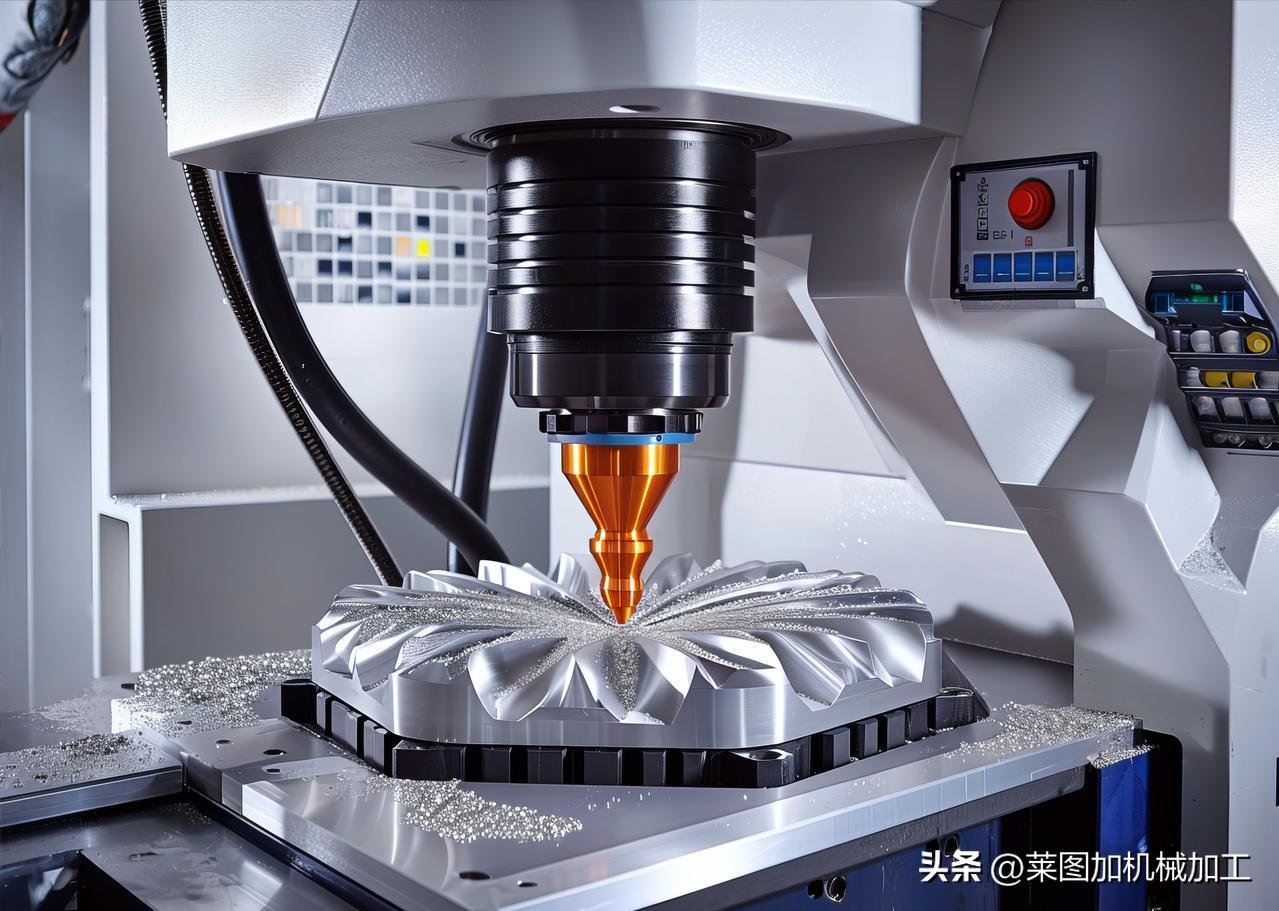
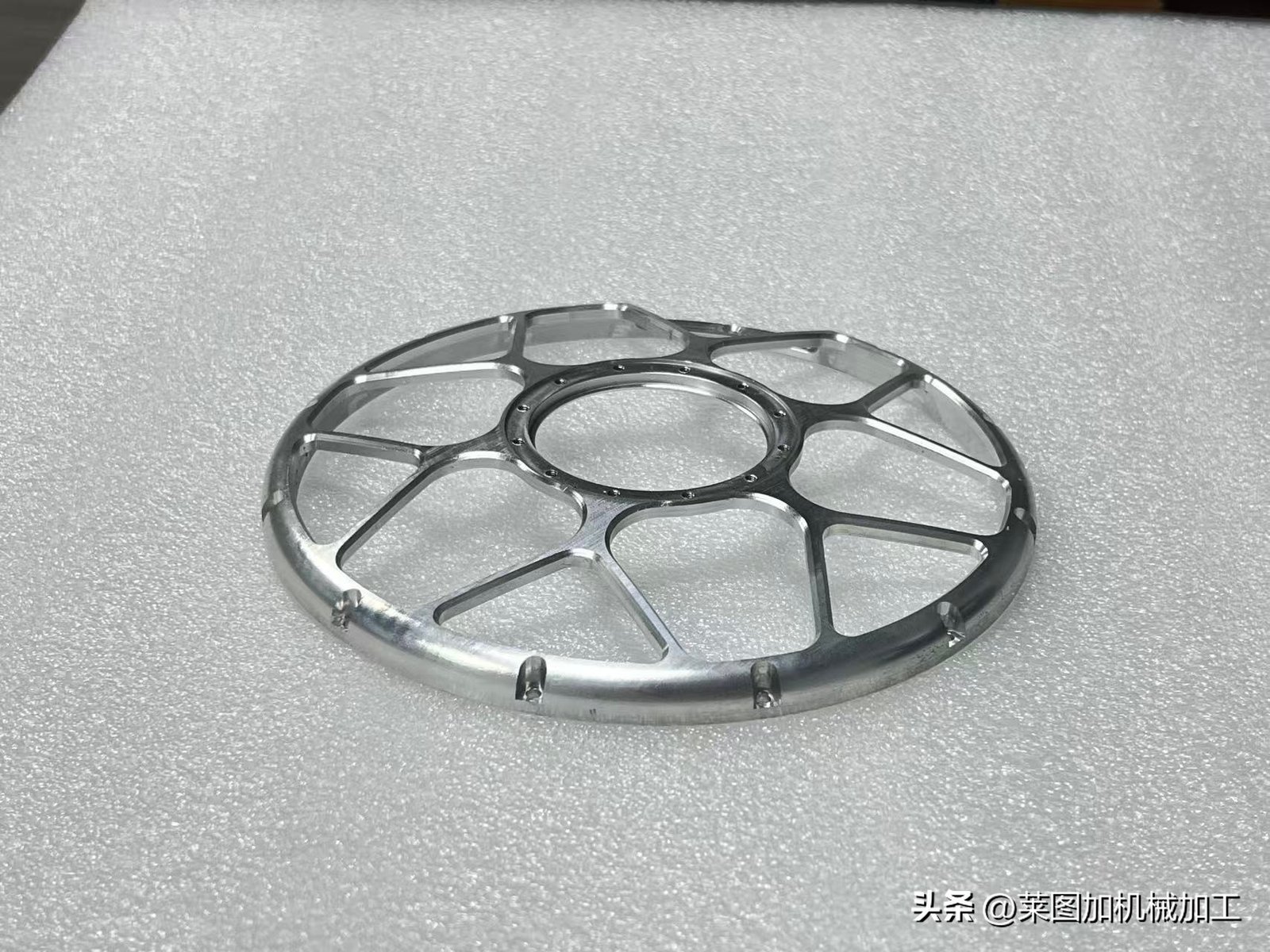
ヒューマノイドロボットの研究開発において、軽量化は永遠のテーマであり、モーターの負担を軽減し、レンジのスペースを確保するために、技術者はあらゆるアルミ合金構造部品の中空化に取り組み、肉厚0.5mmから1.0mmの超薄肉部品が主流となっている。
しかし、機械加工に携わる者にとって、この種の部品はまさに「悪夢」のようなものだ。薄肉部品は通常の加工では作れない。クランプしただけであっという間に平らになってしまったり、切削加工が終わったと思ったらすぐに座屈してしまったり......。
あなたが処理しているのは、サイズの「錯覚」かもしれない。
つまり、工作機械に部品を取り付けた後、極めて精度の高いマイクロメーターを使用して測定すると、誤差がわずか0.01mmしかないほど正確なサイズを見つけることができる。ところが予期せぬことに、部品を万力から離すと、部品は瞬時に10フィラメント、つまり0.1mm縮んでしまうのだ。
基本的なロジックは、線形弾性反発である。
薄肉部品の剛性は、クランプ力の作用の下で、それは肉眼で押し出し変形を見ることは困難生成している、あなたは、カットの標準サイズの下で、この状態で部品 “平坦化 ”にあるので、外力の撤退時に、部品が反発し、あなたのハードワークと加工の精度が瞬時に無になる。
蘇州ガーフィールド・キャット精密製造ライテューガ・テクノロジー(ライテューガ)の15年にわたる経験に基づき、私たちは公差を固定する3つの異なる方法からなる「形状制御プログラム」を考え出しました。

内部強化 “のプロセスの形状をコントロール:まず ”ルーズボーン“、次に ”フェイスリフト“、残留応力を手なずける。
一般的にアルミ合金ブランクに使用される6061や7075のような材料は、静的な自重ではなく、ブランクの製造、押出、熱処理中に形成される巨大な残留応力を内部に持ち、微妙な平衡状態にあります。
1.ストレス解放の「バタフライ効果“
材料の80パーセントが切断されると、引っ張りの平衡状態にあった力が崩れ、部品は引き離された弓のようになり、切断の過程で這い続け、そのまま一気に仕上がりサイズまで加工すると、翌日には「ねじれ」のように曲がってしまうこともある。
2.プログラム:荒加工と仕上げ加工の完全分離
私たちは「ステップ・リリース」の原則を徹底している:
荒加工は、大きな送りによって取り代の大部分を除去する作業である。この工程の間、部品は激しい変形を受けますが、この変形をそのままにしておきます。
中間時効段階では、部品は無負荷の状態で恒温環境に置かれ、24時間の自然時効、または人工的な熱時効が施される。この目的は、部品内の応力を制約なしに「完全に解放」させることである。

仕上げの際、部品はすでに安定した状態に変化しており、その後再びクランプ作業を行い、残りの0.2mmの端材を取り除くだけで、切削量が極めて少ないため、新たに発生する応力はほとんど無視でき、精度も当然保たれる。
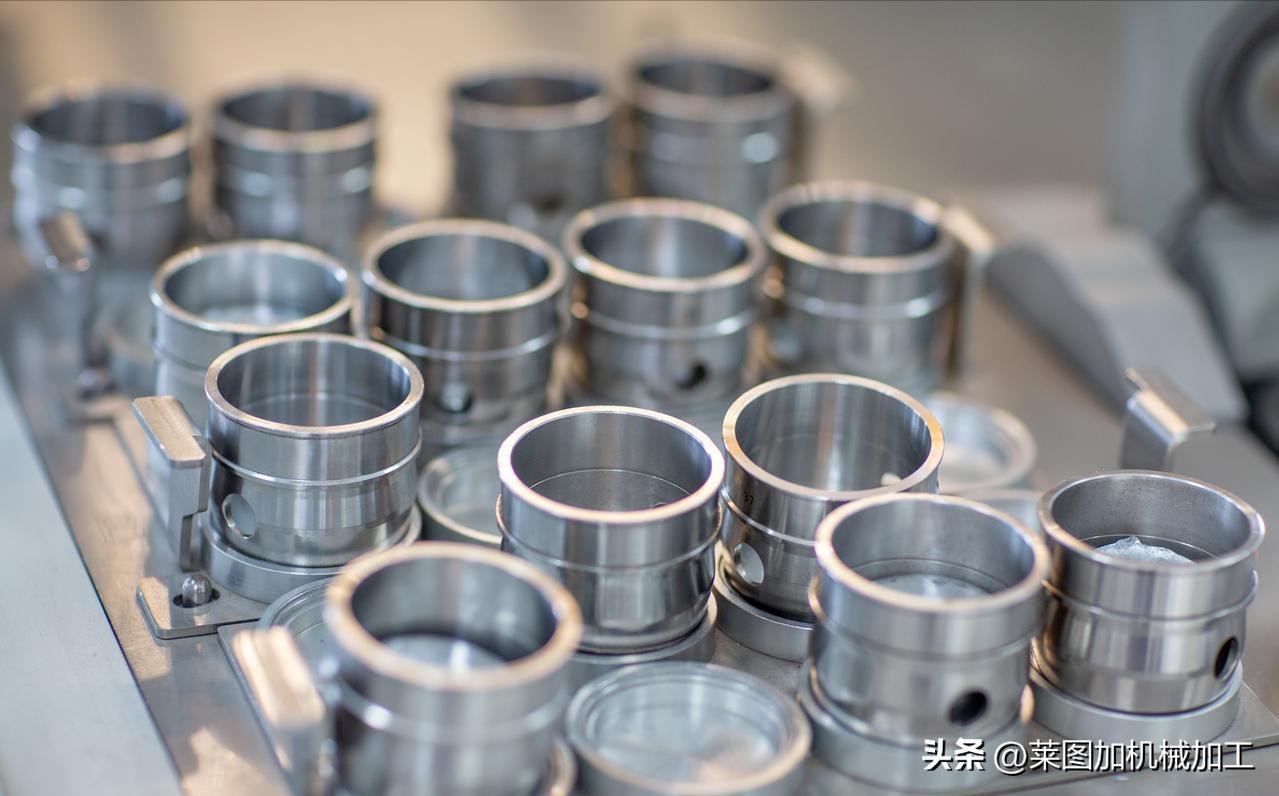
形状制御プロセスの “外力”:“2点クランプ ”から “360度の優しい抱擁 ”へ。”
薄肉部品にとって、伝統的な万力や三爪チャックは「天敵」である。なぜなら、点から点への力の集中は、薄肉リングを直接「三角形」や「楕円形」にしてしまうからである。「楕円」。
1.プログラム:すべてを包み込むホタテのような柔らかい爪
各関節筐体には、扇形のソフトな爪のペアをカスタマイズする。この爪は、パーツの外側の円を包み込むように、全方位に、取り残しのないように、360度、死角のないように配置する。
集中荷重を均一分散荷重に変換する物理的・論理的操作により、同じ種類のクランプ力が全周に広がり、単位面積当たりの力が極めて小さくなり、空気圧を制御する減圧弁とともに、加工中の部品が最も自然な幾何学的状態になることを保証します。
2.アドバンスド・プログラム:相変化支援プロセス(フィラー)
形状や薄肉、内側に張り出している部品など、外部クランプだけでは解決しにくいものもあります。そのような場合、私たちは「最終兵器」と呼ばれるものを使用します:
溶融した低融点合金や工業用ワックスフィラーを部品の内部空洞に注入し、凝固させると、薄肉部品は一瞬にしていわゆる「ソリッド部品」に変身する。部品の剛性は飛躍的に高まり、切削による振動は完全に吸収される。加工後は、加熱するだけで破損することなく復元できる。
形状制御プロセスの “マイクロ”:高速光切断は、鉄片で熱を “離陸 ”させる。”
切削熱に極めて敏感な薄肉部品の場合、アルミ合金は熱膨張係数が大きく、局部温度が20度上昇すると、寸法が2フィラメント分狂うことがある。
1.プログラム: 高速、小さい供給、複数の頻度
通常、毎分15,000回転を超える高速スピンドルを使用し、鋭利なダイヤモンドコーティング工具と組み合わせて使用します。
迅速な切断と間伐を得るために:コアロジックは、「切断熱伝達ヒステリシス特性」にあり、熱はまだ部品自体に伝導する機会を持っていなかったが、すでに奪うためにチップから高速で飛び立つでしょう、チップと一緒に熱エネルギーの90%が残して、部品は常に室温状態に維持されます。
2.工具形状の最適化
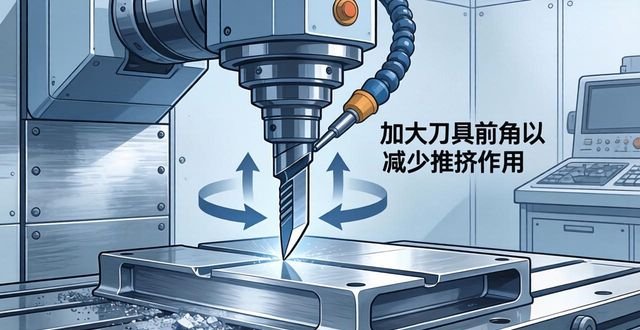
刃先がメスのように鋭利になるように、特に工具のすくい角を大きくし、切削過程での「押し」効果を最小限に抑え、半径方向の切削力を低減しています。
エンジニアからの率直なアドバイス:研究開発段階はどのように位置づけられるのか?
ヒューマノイド・ロボットの開発チームと協力する中で、私たちは、多くの変形は設計段階で回避できることに気づきました。
加工タブは、移動スペースを妨げずに一時的な補強を加えるために追加され、加工完了後に取り外される。
鋭角な内角は避け、内角はできるだけR角を残し、応力集中を防ぐためにR角は0.5以上でなければならない。
材料選択の予言としては、安定性に対する要求が極めて高い場合は、6061-T651タイプのプレストレッチ・アルミシートが優先され、これは現場に出る前に部分的に応力除去される。

最後に書く
ヒューマノイド・ロボット用の薄肉部品を加工する場合、どちらが高価な工作機械を持っているかという問題ではなく、どちらが材料の特性をよりよく把握しているかという問題なのだ。
蘇州カフカ猫精密製造技術有限公司(通称Letuga)には、15年にわたる精密製造分野の根底にある関連技術の蓄積があり、5軸CNCだけでなく、フライス旋盤複合センター、ヒューマノイドロボット部品の完全なプロセスSOP一式を備えています。
精度指標:薄肉部品の公差を±0.01mmに管理。
柔軟なデリバリー:ロボット開発の高頻度反復のニーズに対応するため、1ピースのスタートアップをサポートします。
サンプリングに3日、小ロットの納品に5~10日という非常に早いレスポンスで、試作品のデバッグで部品の加工にタイムラグが生じることはありません。
このような薄肉部品の図面をお持ちでしたら、お気軽にお問い合わせください。クランプソリューション、応力計算、ツールパスなど、あらゆるレベルでお手伝いさせていただきます。













コメントなし