
01车刀角度的挑选
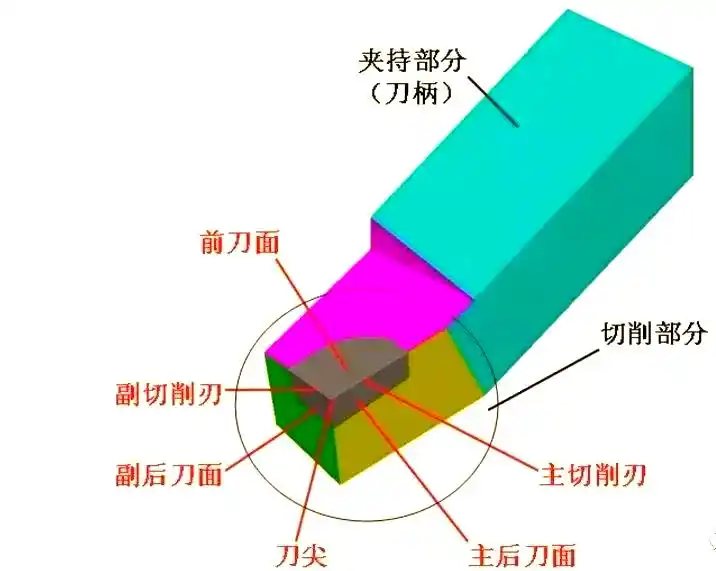
车刀切削部分的构造
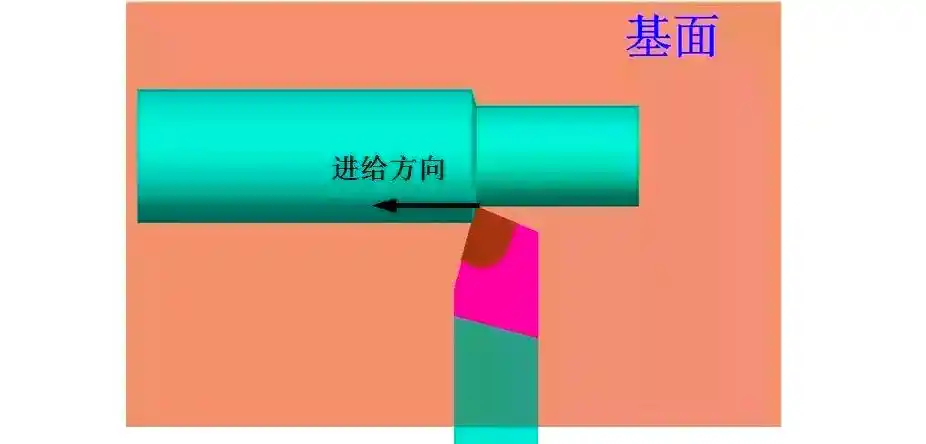
车刀切削部分里, 有多个关键组件, 它们共同对其几何特性以及切削效果产生影响, 这些组件包含前刀面, 还有主后刀面, 以及副后刀面, 另外还有主切削刃, 还有副切削刃以及刀尖。
前刀面, 它是刀具之上切屑所流过的那个表面, 其形状以及光滑度对于切削效果而言是至关重要的。
主后刀面: 它跟工件之上的加工表面相对着, 且相互产生作用, 它属于决定切削效果的关键因素当中的其中一个。
副后刀面, 它和工件之上的已加工表面相对, 且相互产生作用, 其对刀具的耐用度以及切削质量有着影响。
这是刀具前刀面交界线的主切削刃, 它跟主后刀面相关, 其角度以及锋利度, 对切削效率有着直接影响。
副切削刃, 处在刀具前刀面与副后刀面相交界的地方, 它和主切削刃一块儿构成刀具的切削刃。
刀尖, 是主切削刃与副切削刃相交的那个点, 它的形状以及位置, 对于切削过程的稳定性而言, 是极其关键重要的。该刀尖, 往往会得以进行修圆或者倒角这样的处理, 目的在于优化切削的性能。

车刀的主要几何角度及选择
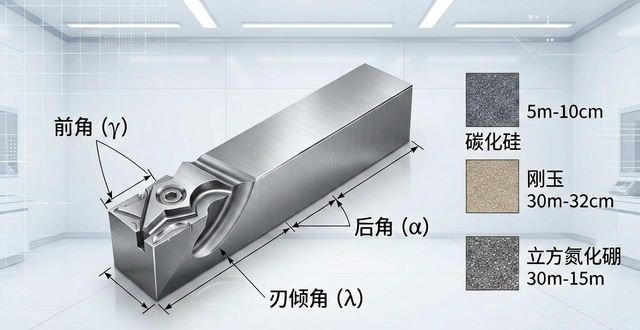
我们要对车刀的几何角度予以关注, 这些角度包含前角, 后角, 刃倾角等, 它们一并决定了车刀的切削性能以及使用寿命。
1) Principles for selecting the forward angle (γ0)
设计前角时, 其目的在于让刀头的坚固性与锋利性达成平衡。进行选择之际, 首先要考虑的便是加工材料的硬度。针对硬度较高的那些材料, 应当选取较小一点的前角, 相反的情况之下则要选择较大一些的前角。除此之外, 加工性质同样是决定前角大小的关键因素。在粗加工的进程当中, 为了保证刀头具备足够的坚固性, 前角适宜取较小的值;然而在精加工的阶段, 为了追求更高的切削效率, 前角就应该选择较大的值。总的来讲, 前角的选择范围一般处于-5°至25°这个区间之内。
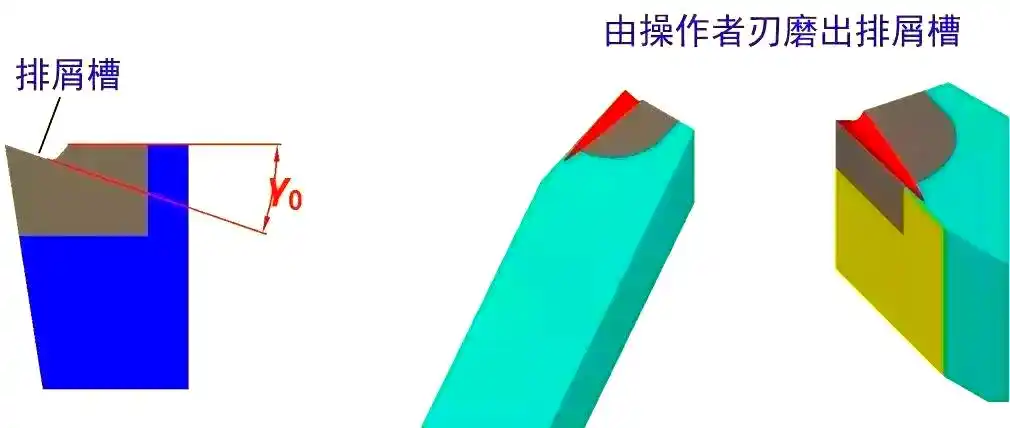
前角调节刀具锋利与稳固
制作车刀时, 前角(γ0)一般不是预先设定好的, 而是靠在车刀上刃磨出排屑槽来得到。这个排屑槽, 也就是断屑槽, 它的作用相当关键。它不但能有力地折断切屑, 避免切屑缠在一起, 还能够控制切屑流出的方向, 以此保证已加工表面的精度。与此同时, 通过削减切削抗力, 断屑槽还能够延长刀具使用的寿命。
后角(α0)选择原则
在进行后角选择之际, 首先要考虑的乃是加工性质, 其次才是加工材料的硬度。于精加工进程当中, 为了能够获取更为优良的machining accuracy以及表面质量, 后角一般会选取较大的数值;然而在粗加工之时, 鉴于需要更高的切削效率以及刀具耐用性之举, 后角则会选取较小的数值。对于硬度比较高的加工材料, 意在增强刀头的坚固程度, 主后角会选取较小的数值;而对于硬度较低的材料, 后角的选择就相对较为灵活一些。需要留意的是, 后角的角度范围通常处于6°至12°中间, 并且不能是零度或者负值。
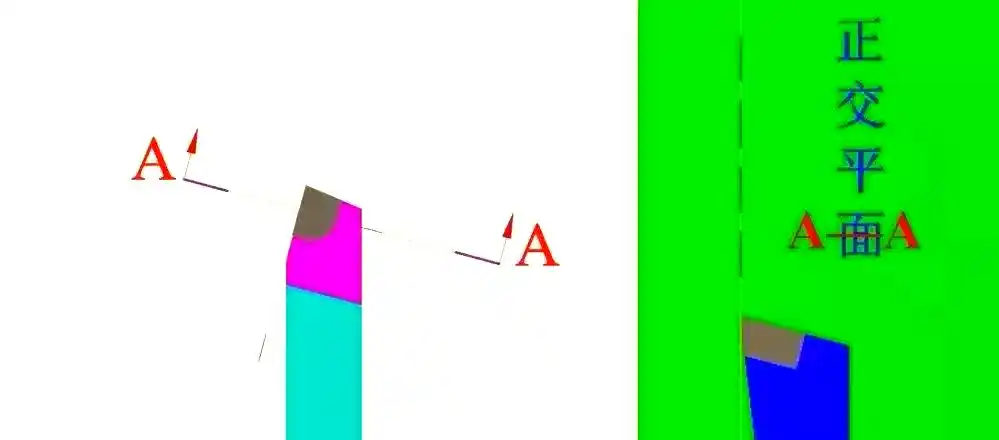
主偏角(Kr)的选用原则
在对主偏角进行选用之际, 首先要考虑的乃是车床、夹具以及刀具共同构成的车削工艺系统之刚性, 要是该系统刚性良好的话, 那么主偏角适宜选取较小的值, 如此一来有助于让车刀的使用寿命得以延长, 还能对散热条件予以改善, 并且优化表面粗糙度, 其次, 加工工件的几何形状同样也是选择主偏角的时候需要加以考虑的因素, 举例来说, 在对台阶进行加工时, 主偏角应当设置为90°, 而对于中间切入的工件而言, 主偏角通常选取60°。值得留意的是, 主偏角的角度范围一般处于30°至90°之间, 当中45°、75°以及90°是最为常用的角度。
副偏角(Kr’)的选用原则
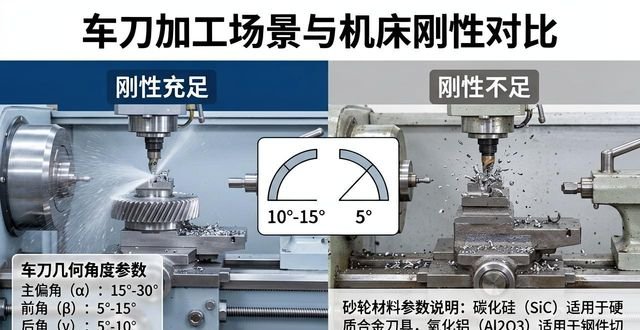
挑选副偏角之际, 最初要留意的是刚性跟加工性质, 以此来保证加工精度与稳定性。要是刚性充足, 那么适宜挑选较小的副偏角, 以此来保证加工精度与稳定性。相反, 要是刚性欠缺, 那就应当选取比较大的副偏角, 以此来避免加工进程里的振动跟损坏。并且, 加工性质也是决定副偏角挑选的关键因素。在进行精加工时, 一般建议挑选10°至15°的副偏角;而在粗加工时, 副偏角能够设定成约5°, 以此确保应有足够得多的切削能力及加工效率。
02砂轮及刀具修磨
砂轮材质与应用
对应不同的刀具材料, 修磨的策略方面还是存在着一些区别的。举例来说, HSS钻头的顶角一般情况下是设定为118度的状态, 有某些特殊的时候甚至会超过130度的数值, 它的刀刃是比较锋利的, 不过对于精度像是刃高差、对称度、周向跳动等方面的要求相对而言是比较低的。除此之外, 横刃的修磨方式呈现出多种多样的情形。
HM钻头的顶角, 通常是设定成140度, 直槽钻的顶角, 常常是130度, 三刃钻的顶角, 一般是150度。这些刀具的刀刃, 还有刀尖也就是棱边, 往往不是很锋利, 有时甚至会被钝化, 这称作倒刃和倒棱现象。然而, 它们对于精度的要求, 却是非常高的。为了方便断屑, 横刃通常被修磨成S-形。
后角对于刀具性能来讲是极其重要的, 后角要是过大, 就有可能致使刃部出现崩裂这种情形或者产生“扎刀” 的状况, 然而要是过小的话, 则有可能使摩擦阻力有所增加, 进而对切削效果造成影响, 后角的大小与被用来切削的材料的硬度、刀具的种类以及直径是紧密关联的, 通常情况下, 随着刀具直径的变大, 后角会相应地变小, 同时, 那些被切削的材料越硬, 所需要的后角就越小。
对于砂轮的挑选而言, 不一样材质的砂轮适宜用于磨削各类不同材质的刀具, 举例来说,氧化铝砂轮常常被用于磨削HSS刀具, 它的价格处于适中状态并且容易被修正成为各种不同形状, 适合去磨削复杂刀具, 碳化硅砂轮主要是用于修正CBN和金刚石砂轮, CBN也就是立方碳化硼砂轮适合磨削HSS刀具, 其价格比较高然而耐用程度高, 在国际范围之内, 砂轮的型号一般是以B来进行表示, 比如B107, 这里面的数字代表着磨粒直径。用于磨削HM刀具的是金刚石砂轮, 它具备高价格以及高耐用性的特性, 其型号于砂轮上用D来表示, 像D64这样, 其中数字也代表磨粒直径。













No comments