

用于电弧焊的工具, 像焊条电弧焊所使用的焊钳、面罩, 气体保护焊所用到的焊枪等, 已在特定章节里进行了阐述, 在这个小节当中仅会对焊接工装夹具予以介绍。

对焊接工装夹具的要求:
焊接工装夹具应该保证装配件的尺寸、形状的正确性。
装夹焊接工装夹具时,要做到轻巧便捷易操作, 拆卸时同样如此, 其过程绝不能对焊接操作形成阻碍, 也不能影响焊工观察视力所覆盖的范围区域, 以此来提升焊件装配的工作效率, 保证整个流程顺畅且高效。
焊接工装夹具, 要做到夹紧十分可靠, 刚度恰到好处, 既不会让焊件出现松动情况, 又不会产生过大的拘束度, 借此来减少焊接应力, 进而防止Welding distortion.
焊接工装夹具应结构简单、制造方便、使用和调整安全方便。
常用焊接工装夹具
安装焊接之时, 用于让焊件达成确定位置的夹具, 被称作定位器, 定位器一般较为简陋, 并且依据产品的差异, 主要靠自行制作, 定位器包含挡铁、定位销、V形铁等。
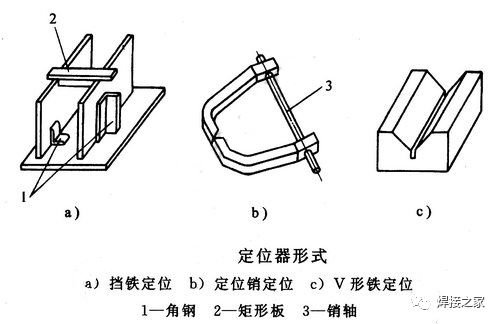
将角钢、矩形板等, 在所需焊接的装置或者零件的周边位置, 进行适宜的配置, 以此达成焊件于水平面或者垂直面当中的定位, 就如同下面图a里1以及2所展示的那样, 此为一种最为简单的定位方式, 然而其精度并不高。
经由零件上机加工的孔来实施定位的定位销定位, 其具备较高精度, 像图b中3所展示那般。不仅如此, 此定位销不但能够对两型材中间的夹角起到控制功用, 还能够确保精度。常用于管子以及轴还有小筒节等圆柱形零件的固定与定位的是V形铁。
V形铁定位, V形铁很常被用于管子以及轴还包括小直径圆筒节等圆柱形零件的固定并且定位, 就如同呈现于图c之中一般。V形铁的槽口角度一般而言是90°抑或是120°。
装配时, 拿来固定压紧焊件位置, 不让其在焊接进程里产生移动之地的用具是夹紧工具, 常用夹紧工具像下面所展示的这般, 是用于紧固装配零件的。
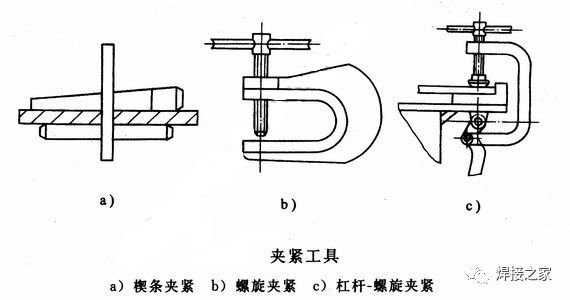
螺旋夹紧器的典型应用形式如下图所示。
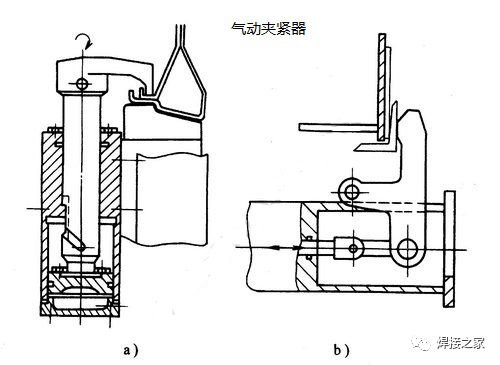
就批量生产或者大量生产而言, 气动夹紧器以及液压夹紧器被广泛运用, 并且其形式繁杂多样, 它既能实现对工件的夹紧, 还能够用于对焊件变形的控制以及矫正。下面所展示的图片乃是气动夹紧器的应用情况。
有种夹具, 它叫拉紧和推撑夹具, 拉紧和推撑夹具包含千斤顶、拉紧器以及推撑器这三种。
千斤顶, 其作用呢, 是用以承受焊件的质量, 并且还要当作支撑面, 或者去推夹焊件。大型焊接结构件中的梁以及柱要是发生了变形, 也往往是借助千斤顶来予以纠正的。
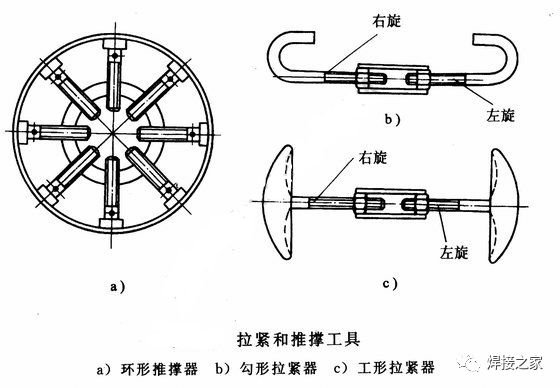
推撑器, 在焊接进程里, 时常得矫正焊件形状, 消除对接偏差, 还要防止焊接时的变形。举例来说, 为消除焊接圆筒节以及圆筒形制品中的椭圆、凹陷还有其他类似的缺陷, 能够采用带有几个径向配置螺旋千斤顶的环形推撑器(如下图a), 这对于厚15mm以下圆筒壁的矫正而言是个有效的手段。
装配时用于拉紧两个跟几个零部件加以辅助的器具, 叫做拉紧器。生产里用来拉紧焊件的螺旋拉紧器, 就如同上图的b、c那样。拉紧器是由有着左啊跟右旋螺纹的两根推杆, 以及中间的联接器共同构成的。
Flexible modular jigs
当前, 柔性组合工装能够全方位替代专用工装来开展产品的组对以及焊接装夹工作, 与此同时, 它还能够与一些专用简易定位装置相配合, 从而达成复杂工件的组对和装夹要求, 进而借此适应不同产品、不同结构的定位需求, 最终实现降低工装投入成本、加快产品制造进程的目标;柔性组合工装主要是由以下几个结构模块构成的:
(1)基础件方面, 工作台存在着这样的情况, 其5个工作面, 有的带有100mm×100mm的网格, 且这种网格一般属于D28系列, 有的则带有50mm×50mm的网格, 此网格一般为D16系列, 同时, 工作台上带有刻度标识, 借助这些刻度标识能够方便在工件组对的进程之中进行尺寸的测量以及定位座的定位测量, 就如同图1所展示的那样。此外, 工作台具有铸件和焊合件这两种形式, 能够依据产品重量、承载要求等去挑选适宜的类型。
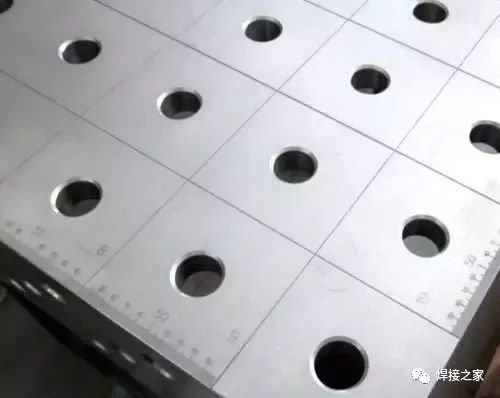
图1工作台
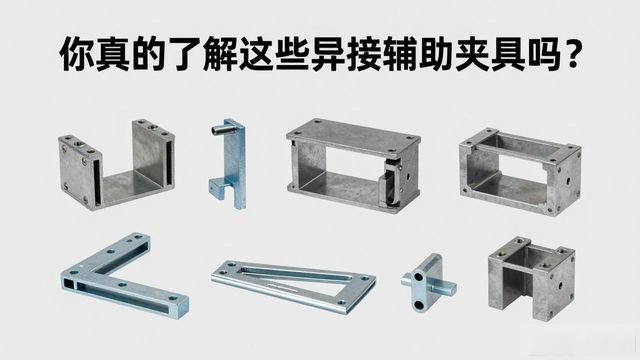
(2)支承件, 有U型方箱, 有L型方箱, 有支撑角铁, 有角度器, 还有角型连接块等。
(3)起到定位作用的部件有, 定位角尺, 定位平尺, 平面角尺, V型块等, 它们呈现于图2所示内容当中, 是这样的形式。

图2定位块
(4)有这样一些锁紧件, 其中包含快速锁紧销, 还有沉头锁紧销, 另外还有手柄式快速压紧件等, 它们的样子如图3所示。

图3锁紧销
(5)其他辅件:工具推车、调换、油石、毛刷等。


主办单位













No comments