
Hitsauksen aikana hitsattavan työkappaleen muoto ja koko muuttuvat epätasaisen lämpötilakentän vuoksi.Hitsauksen vääristymät. Tänään aiomme selvittää, hitsauksen muodonmuutoksen muodostuminen on syy siihen, mitä ja minkä olemassaoloa voidaan valvoa menetelmiä?
Hitsauksen muodonmuutos syyt ja ohjausmenetelmät jingle
Hitsaus muodonmuutos vaarallinen, valvonta muodonmuutos materiaali työntekijä asettaa;
Materiaalin ominaisuudetKorkea iskunkestävyys, alhainen laajeneminen ja korkea kimmoisuus muodonmuutos on pieni;
ProsessiparametritOle selkeä ja hitsaa oikein;
Ohuet levyt hitsataan pienellä virralla, paksut levyt hitsataan useilla tasaisilla läpivienneillä;
Rakennesuunnittelun on oltava yksinkertainen, ja levyt voidaan korvata teräsprofiileilla;
Paksu levy ohuiden levyosien sijasta, vähentää kylkilevyjen hitsaussaumoja vähemmän;
Hitsireitin pitäisi kulkea symmetrisesti, eikä siinä saisi olla juurikaan jännitystä tasaavaa vääristymää;
Muodonmuutoksen hallitsemiseksi on monia tapoja, parametrien suunnittelu löytää taitotieto;
Yleisimmin käytetään vastamuuttujarajoituksia, jotka jättävät riittävästi liikkumavaraa kutistumisen estämiseksi;
Monimutkaiset rakenteet ovat yksiköityjä, ja yhdistetyillä kokoonpanoilla on pieni muodonmuutos;
Hitsaukset ovat rakenteellisesti epäsymmetrisiä, ja ne ovat tehokkaimpia, kun saumojen aloituksia on vähemmän;
Älä vaivaudu symmetristen hitsausten kanssa, vaan hitsaa yhtä monta työntekijää samanaikaisesti;
Pitkän sauman hitsauksen muodonmuutos, kaksinkertainen symmetrinen takahitsausmenetelmä;
Myös yksinhitsaus on mahdollista, ja ohitushitsaus on käytännöllisin;
Tunnista muodonmuutoksen luonne ja ratkaise ongelma vaivattomasti;
Käytännön kokemus on kaikkein tärkeintä, ja kaikkien olisi pidettävä se mielessä.
Muodonmuutoksen syyt
Yksinkertaisesti sanottuna tämä johtuu siitä, että hitsauksen aikana teräs kuumennetaan sulaan tilaan, ja lämpölaajenemisen ja supistumisen perusteella teräksen jäähtyessä ja kutistuessa tapahtuu epätasapainoista supistumista, mikä johtaa tähän tilanteeseen.
Hitsauksen muodonmuutokseen vaikuttavat tekijät
Hitsauksen muodonmuutokseen vaikuttavat monet tekijät, jotka on tiivistetty kolmeen pääalueeseen: materiaali, rakenne ja prosessi.
01
1) Materiaaliset tekijät

Pääasiassa materiaalin omien fysikaalisten ominaisuuksien, erityisesti materiaalin lämpölaajenemiskertoimen, myötörajan ja materiaalin kimmomoduulin roolin vuoksi, mitä suurempi materiaalin laajenemiskerroin on, sitä suurempi on hitsauksen muodonmuutos, kimmomoduuli kasvaa, hitsauksen muodonmuutos pienenee ja myötöraja on suuri, mikä johtaa suureen jäännösjännitykseen, mikä lisää muodonmuutosta. Ruostumattoman teräksen paisumiskerroin on suurempi kuin hiiliteräs, sama paksuus kaksi materiaalia, ruostumattoman teräksen hitsauksen muodonmuutos suuntaus on suurempi kuin hiiliteräs, on niin, ota huomioon. Koska ruostumattoman teräksen laajenemiskerroin on suurempi kuin hiiliteräksen laajenemiskerroin, niin kahden materiaalin sama paksuus, ruostumattoman teräksen hitsauksen muodonmuutossuuntaus on suurempi kuin hiiliteräksen puolella.
02
2) Rakenteelliset tekijät
Hitsausrakenteen suunnittelu, sen vaikutus hitsauksen muodonmuutokseen on hyvin kriittinen, yleinen periaate on, että kun rajoitusaste osoittaa kasvavaa suuntausta, hitsauksen jäännösjännitys kasvaa, kun taas hitsauksen muodonmuutos pienenee vastaavasti.
03
3) Prosessitekijät
Tärkeimpiä vaikuttavia tekijöitä ovat hitsausmenetelmä, hitsauksen aikainen lämmöntuotto (virta ja jännite), komponentin asentamiseen tai kiinnittämiseen käytetty menetelmä, hitsausjärjestys ja hitsauslaitteiden käyttö tässä tapauksessa. Näistä tekijöistä hitsausjärjestys on se, jolla saavutetaan suurin vaikutus.
Hitsausvääristymien hallinta
Suunnittelutoimenpiteet
Hitsien koon ja muodon järkevä valinta
Rakenteen kantavuuden varmistamiseksi käytetään mahdollisimman pientä hitsauskokoa, jotta hitsauslämmön vaikutus materiaalin ominaisuuksiin olisi mahdollisimman pieni.
Hitsien pituuden ja lukumäärän kohtuullinen valinta
Jos se on sallittua, käytetään profiileja ja leimoja; jos hitsejä on paljon ja tiheästi, voidaan käyttää valuhitsattuja rakenteita hitsien määrän vähentämiseksi. Lisäksi seinämän paksuuden maltillinen lisääminen kylkiluiden määrän vähentämiseksi tai puristusvalun käyttö kylkiluiden sijasta estää levyrakenteen muodonmuutoksia.
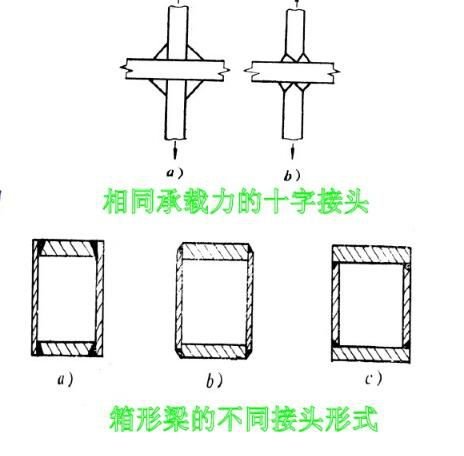
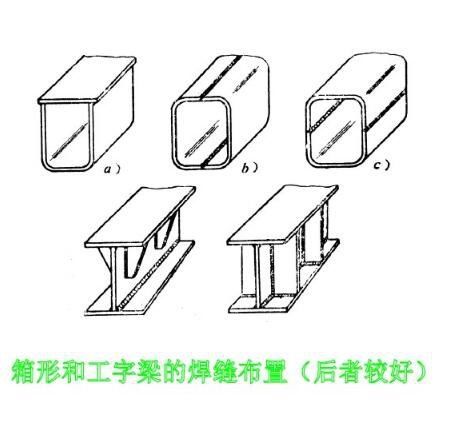
Hitsaussauman sijainnin järkevä järjestely
Järjestetään hitsit siten, että ne ovat mahdollisimman symmetrisiä poikkileikkauksen neutraaliakseliin nähden tai niin, että hitsit ovat lähellä neutraaliakselia, jolloin ne vähentävät hyvin palkkien ja pilarien taivutusmuodonmuutoksia.
Prosessitoimenpiteet
käänteinen vääristymismenetelmä
Vastamuodonmuutoksen käyttö hitsin vääristymien hallitsemiseksi on yleisimmin käytetty hitsausmenetelmä.
korvausmenetelmä
Purkautumisen hetkellä ota osien todellinen pituus tai leveyden koko, mennä kuin suunnittelukoko, kohtalaisen suurempi, jotta voidaan kompensoida hitsattujen osien kutistuminen, käyttämällä tätä lähestymistapaa, jota voidaan soveltaa hitsattujen osien kutistumisen ja tilanteen muodonmuutoksen estämiseksi.
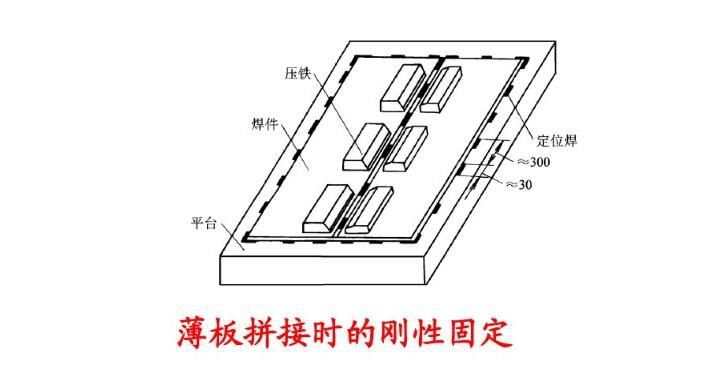
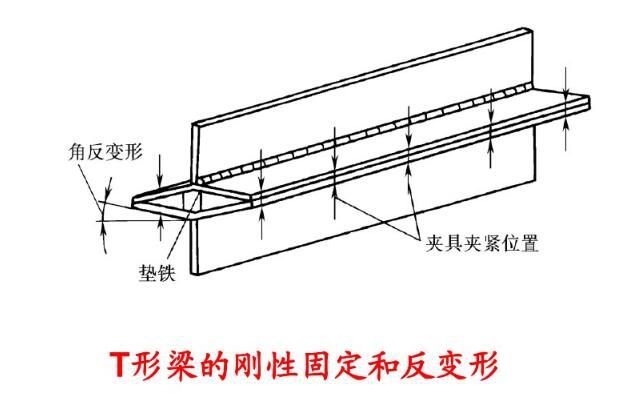
jäykkä kiinnitys

Hitsattavat osat kiinnitetään parhaalla mahdollisella tavalla jigien tai jäykkien renkaiden avulla, joiden avulla hitsattavien osien kulma- ja taivutusmuodonmuutoksia voidaan hallita tehokkaasti.
① Kiinnitä hitsauskappale jäykälle alustalle (soveltuu jäykkään kiinnitykseen ohutlevyliitoksessa).
Yhdistetään hitsausosat jäykemmäksi rakenteeksi, joka soveltuu esimerkiksi T-palkkien kaltaisten rakenteiden ohjaukseen, tai symmetriseksi rakenteeksi, joka soveltuu myös T-palkkien kaltaisten rakenteiden ohjaukseen.
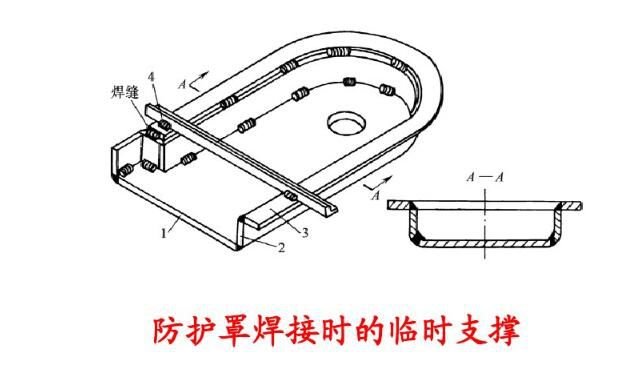
(iii) Hitsauskiinnikkeiden käyttö rakenteen jäykkyyden ja rajoitusten lisäämiseksi.
④ Käytä tilapäisiä tukiraudoituksia rakenteellisen pidättyvyyden lisäämiseksi.
Kohtuullisen kokoonpanohitsausjärjestyksen valinta
Kokoonpanojärjestyksellä on merkittävä vaikutus hitsatun rakenteen vääntymiseen.
①Suuren ja monimutkaisen hitsatun rakenteen kohdalla rakenne olisi jaettava useisiin rakenteellisesti yksinkertaisiin osiin, jotka olisi ensin hitsattava yksitellen ja jatkettava kokoonpanotyötä sen jälkeen, kun se on sallittujen edellytysten rajoissa.
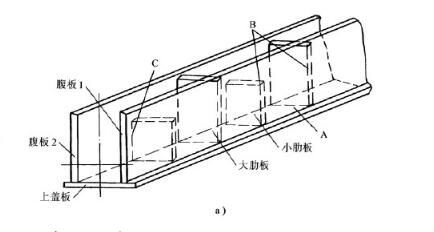
② Sovitettavan hitsin on oltava lähellä rakenneosan neutraaliakselia.
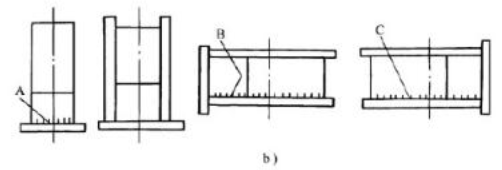
③ Jos rakenteessa on epäsymmetrinen hitsaussaumojen sijoittelu, kokoonpanohitsauksessa on hitsattava ensin se puoli, jossa on vähemmän hitsaussaumoja.
(iv) Rakenteet, joissa on symmetrisesti sijoitetut hitsaussaumat, on hitsattava symmetrisesti parillisen määrän hitsaajien toimesta.
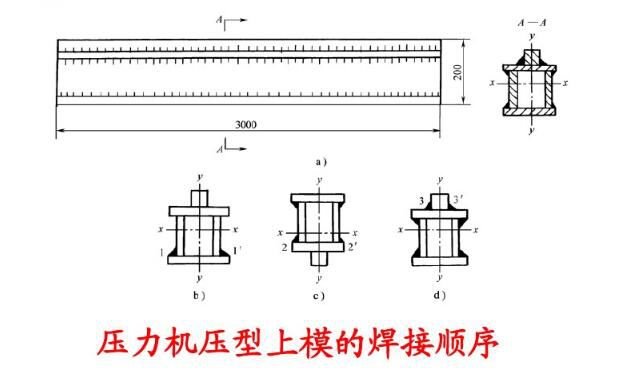
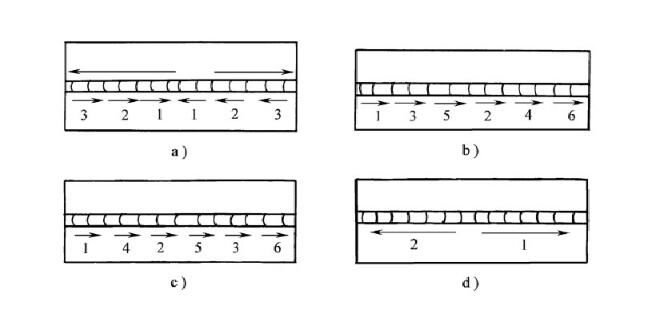
⑤ Kun hitsataan pitkiä hitsaussaumoja (pituus vähintään 1 m), hitsaustoimenpide voidaan suorittaa kuvassa 12 esitetyssä suunnassa ja järjestyksessä kutistumavääntymien vähentämiseksi hitsauksen jälkeen.
Hitsauksen muodonmuutos tässä tilanteessa, meidän pitäisi kiinnittää huomiota valintaan hitsausmenetelmien, valinnassa hitsausprosessin parametrien samaan aikaan kiinnittää huomiota, on oltava mahdollisimman pitkälle valita ne hitsaus lämmöntuotto pienempiä menetelmiä ja prosessiparametrit, estää suurten hitsaus parametrien ja hitsausmenetelmien käyttö johtaa hitsauksen muodonmuutos lisääntynyt, on tärkeää, että meidän on oltava todellisessa toiminnassa prosessin menossa syvemmälle ja syvemmälle kokemusta, mutta myös Yhteenveto jatkuvasti.
Suositellut videot
Seuraa metalliteollisuuden videonumeroa teollisen median asenteella













Ei kommentteja