
ボーリングは、鍛造穴、鋳造穴、ドリル穴をさらに加工することで、穴の直径を大きくし、精度を向上させ、表面粗さを小さくすることができ、また、斜めの状況の存在の元の穴の軸に対してより良い補正を行うことができます。ボーリングには、荒ボーリング、中細ボーリング、細ボーリングがあります。
ボーリングは、一般的なボーリングと深穴ボーリング、これらの2つのタイプがあり、通常の旋盤の助けを借りて、一般的なボーリングを達成することができ、ボーリング工具は、旋盤の心押台に固定されているか、小さなツールホルダーに固定され、達成することができます。深穴ボーリングは、特別な深穴加工とボーリングマシンが必要であり、ボーリング工具は、ボーリング稈に追加するだけでなく、ああ鉄粉を除外するためにクーラントに依存して、油圧ポンプステーションを使用することです。
特に偏心原理の使用のために、調節の仕事を遂行するために、退屈な用具の取付けの後で非常に重要である取付けの退屈な用具の働く部分は、平面の主切刃の退屈な用具を見るために注意を払うことを確かめて下さい、それと送り方向の退屈な頭部は同じ水平な平面にありませんか。のみ、通常の加工切削角度でいくつかのチップエッジを確保するために、同じレベルにインストールされています。
其つまらない精度は非常に高く、微細ボーリングの寸法精度はIT8からIT7に達することができ、0.01MMの範囲内の精度で穴の直径を制御することができます。ファインボーリングに属する場合加工精度TT7からIT6を達成することができる。表面品質良好である。仕上げ面粗さRa値は、一般的なボーリングで1.6~0.8μmの範囲である。
内径旋削加工の影響因子と加工最適化対策
旋削加工によってワークピースの内径を拡大したり、中空のワークピースの内面を加工したりする作業は、内径旋削加工、または中ぐり加工と呼ばれ、ほとんどの外径旋削加工によって行うことができる。外旋加工の場合、ワークピースの長さと選択されたツールホルダーのサイズは、工具のオーバーハングに影響しないため、加工中に発生する切削力に耐えることができる。中ぐりや内径旋削の開発では、穴の深さがオーバーハングを決定するため、工具選択における部品の穴径と長さには大きな制限があり、加工プログラムを最適化するには、さまざまな要素を組み合わせる必要がある。
ボア加工の一般的なルールはこうだ:
1.最高の加工精度と安定性を達成するために、工具のオーバーハングを最小限に抑え、可能な限り大きな工具サイズを選択します。
2、加工部品の穴の直径によって課されるスペースの制約の観点から、工具のサイズの選択はまた、加工で制限に遭遇するだけでなく、状況のチップの除去と半径方向の動きを考慮する必要があります。
3、目的は処理操作の間に、正しい穴を回す用具を選ぶために安定性の内部穴の処理を保障することであり、用具の変形を減らすために、また内部穴の処理の質を保障するように振動を、最小にするためにきちんと適用され、適度な締め金で止めるべきである。
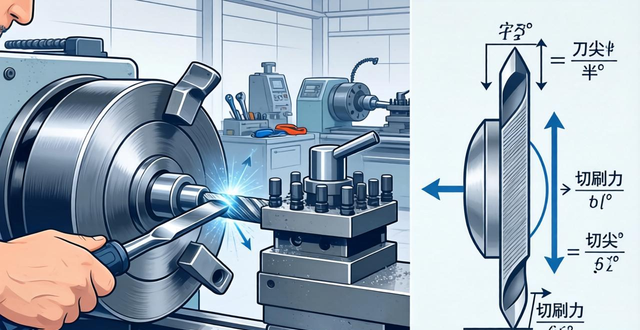
内径旋削加工において、切削力は無視できない重要な要素である。 ワークの形状、サイズ、クランプ方法など、与えられた内径旋削加工条件に対して、切削力はその大きさや方向に関係なく、内径旋削加工における振動を抑制し、加工品質を向上させるための重要な要素である。 切削を開始するための工具の回転になると、接線方向の切削力と半径方向の切削力によって工具がたわみ、工具がワークから徐々に離れ、切削力がたわむ原因となる。工具が回転しているとき、接線方向の切削力と半径方向の切削力は工具をたわませ、工具を被加工物から徐々に遠ざけ、切削力をたわませ、接線方向の力は工具を押し下げようとし、また工具を中心線から遠ざけ、その結果、工具の背角が小さくなり、回転する穴の直径が比較的小さい場合、工具と壁の干渉を防ぐために十分に大きな背角を維持する必要がある。
加工期間中、ラジアル方向とタンジェンシャル方向の切削力がボアターニング工具のたわみを引き起こすため、一般的に強制的な刃先補正と工具振動の制御が必要になります。ラジアル方向の偏差が発生した場合、切り屑の厚さを最小限に抑えるために切り込み深さを小さくする必要があります。
道具を使うという観点から:
1、刃溝タイプの選択:
切削工程は、インサートの溝タイプに決定的な影響を受ける。 内径穴加工には通常、鋭い切れ刃と高い刃先強度を持つポジティブフロントアングル溝タイプのインサートが使用される。
2.工具の主偏向角の選択:
加工中のボアターニング工具は、主偏向角が半径方向の力、軸方向の力、合成力の方向と大きさに影響を与え、主偏向角が大きいと軸方向の切削力が増加し、主偏向角が小さいと半径方向の切削力が大きくなり、一般的に、通常、ツールポストの方向に向かう軸方向の切削力は、加工に大きな影響を与えないので、主偏向角を大きく選択することが有益であり、主偏向角の選択では、できるだけ90°に近く、75°未満の主偏向角を選択することをお勧めします。主偏向角は、できるだけ90°に近く、75°以下のものを選ぶことをお勧めします。そうしないと、ラジアル切削力の急激な増加を引き起こします。
3、先端半径の選択:

内径の旋削加工では、小さな先端半径を第一に選択すべきである。先端半径を大きくすると、半径方向および接線方向の切削力が大きくなり、振動傾向のリスクが高まる。一方、ラジアル方向の工具のたわみは、切り込み深さと先端半径の関係に影響される。
切り込み深さがチップ半径より小さい場合、半径方向の切削力は、切り込み深さが深くなるにつれて増加し続け、切り込み深さがチップ半径と等しいか大きい場合、半径方向のたわみは、主たわみ角によって決定され、チップ半径を選択するための経験則は、半径方向の切削力が最小になるように、チップ半径は、切り込み深さよりわずかに小さいことが望ましく、同時に、半径方向の切削力が最小になることを保証する場合、最大チップ半径を使用することにより、より強い切れ刃、より良好な表面粗さ、および切れ刃上のより均一な圧力分布を得ることができる。同時に、最大チップ半径を適用することで、半径方向の切削力が最小になることを保証しながら、より強い切れ刃、より良好な表面粗さ、および切れ刃上のより均一な圧力分布が得られる。
4、エッジ処理の選択:
チップの刃先丸み(ER)は、切削力に影響を与える。一般的に、コーティングされていないチップの切れ刃の丸みは、コーティングされたチップ(GC)のそれよりも小さく、特に工具のオーバーハングが長い場合や小さな穴の加工では考慮する必要がある。チップ裏面の摩耗(VB)は、穴壁に対する工具の背角を変化させ、加工中の切削作用に影響を与える原因となる。
5.切り屑の効果的な排出:
内径旋削加工では、切り屑の排出も加工効果や安全性能にとって極めて重要であり、特に深穴や盲穴の加工ではこのような状況がより顕著になる。短いスパイラルチップは内径旋削加工に理想的なチップであり、このタイプのチップは排出が比較的容易で、チップの破損によって刃先に過度の圧力がかかることもありません。
また、切屑が長すぎると、切屑の排出が難しくなり、遠心力で切屑が穴壁に押し付けられ、残留切屑が被加工物の表面に押し付けられ、切屑詰まりや工具破損の恐れがある。従って、内部穴の回転の開発は、内部冷却を用いる用具の使用を推薦した、このように、切削液は効果的に穴、貫通穴の処理から切り屑を排出するが、また切り屑を、さらに、切り屑および排出の助けの制御に適した挿入物の溝のタイプおよび切断変数の選択、また吹き出すためにスピンドルを通した圧縮空気が付いている切削液を、取り替えることができる。
6.工具クランプ方法の選択:
クランプされた工具の安定性は、ワーク自体の安定性と同様に、加工中に発生する振動の大きさと、そのような振動が増大するかどうかの両方を決定することから、内径穴加工にとって極めて重要です。ツールホルダーのクランプユニットが、推奨される長さの基準、表面粗さの要件、硬さの条件を満たしていることが極めて重要である。 句読点は元の意味を維持するために加えたもので、そうでなければ最後の文が不完全になってしまう。
ツールホルダのクランプは重要な安定化要素であり、実際の加工中にツールホルダはたわみます。 ツールホルダのたわみはツールホルダの材質によって決まり、ツールホルダのたわみはツールホルダの直径によって決まり、ツールホルダのたわみはツールホルダのオーバーハングによって決まり、ツールホルダのたわみは半径方向の切削力によって決まり、ツールホルダのたわみは接線方向の切削力によって決まり、ツールホルダのたわみは工作機械へのツールホルダのクランプによって決まります。
ツールホルダーのクランプ端がわずかに動くだけでも、工具がたわむ可能性があります。高性能のツールホルダーは、加工工程に弱点がないように、クランプ作業中に高い安定性を持たなければなりません。これを実現するには、工具クランプの内面が高い表面仕上げと十分な硬度を持つ必要があります。
一般的なツールホルダーでは、ツールホルダーを円周上で完全にクランプするクランプシステムを使用することで、最高の安定性を得ることができます。ツールホルダーがユニットとして支持されている場合、ツールホルダーを直接ネジでクランプするよりも性能が向上します。ツールホルダーをVブロックにネジでクランプするのが好ましいが、円筒シャンクのツールホルダーをネジでクランプするのは推奨されない。
ボーリング・プロセスの主な問題点
工具摩耗
ボーリング加工では、工具は連続切削状態を維持するため、この場合、摩耗や破損などが発生しやすく、穴の加工寸法精度が低下し、穴の表面粗さの値が増加するようになります。同時に、微調整送り装置の校正が異常な状況に現れ、調整誤差の発生につながり、調整誤差は穴径の偏差の加工につながり、深刻な場合には、製品の品質不良の原因にさえなります。この調整誤差は、穴径偏差の加工を引き起こし、深刻な場合には、製品の品質不良を引き起こすことさえある。
刃先摩耗の変化
処理エラー
ボーリング加工後、その加工誤差は加工後の穴の大きさに反映され、加工後の穴の形状に反映され、加工後の穴の表面品質の変化にも反映され、主な影響要因が存在する。
1.カッターバーの長さ対直径比が大きすぎるか、オーバーハングが長すぎる;
2、ブレード材質とワーク材質の不一致;
3、退屈な投薬量は不合理である;
4.残留調整の不合理な配分;
5.初期穴位置のオフセットは、残留量の周期的変化をもたらす;
6、工作物材料の高い剛性率か低い可塑性、用具または材料はナイフを許可する傾向である;
表面品質
ボーリング、機械加工された表面、魚の鱗のような外観、または糸のような切断線、これは比較的一般的な表面品質現象である。
主に工具の送りと速度のミスマッチによるもの。
主にボーリング加工の剛性振動と工具の摩耗によるもの
調整エラー
ボーリング工程では、オペレータが層ドラフトの分布を調整するため、送り代の分布を調整する過程で、操作が適切でない場合は、寸法精度の偏差の加工をトリガすることは容易である。
測定誤差
ゲージの不適切な使用や、加工後の測定工程における誤った測定方法は、ボーリング作業における一般的な品質の落とし穴である。
1.測定器の故障
2.誤った測定方法













コメントなし