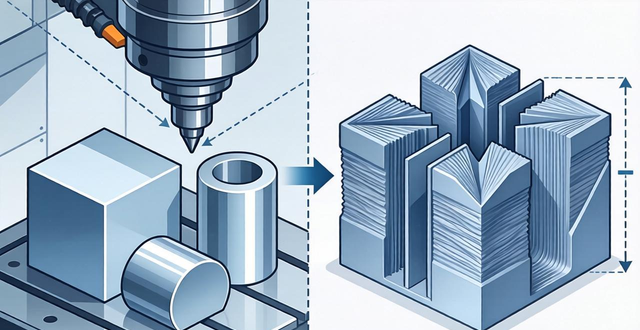

Als Reaktion auf die Rapid-Prototyping-Technologie, auch bekannt als RP, und dieCNC-BearbeitungBeim Vergleich der Eigenschaften von RP und CNC gibt es viele unterschiedliche Meinungen, wobei die RP-Befürworter die Vorteile ihrer bevorzugten Technologie und die CNC-Befürworter die Vorteile ihrer bevorzugten Technologie hervorheben, was der Schlüssel zur Wahl des richtigen Werkzeugs für die jeweilige Aufgabe ist.
Zu Beginn hatten die meisten RP-Technologien erhebliche Geschwindigkeitsvorteile, aber Probleme mit der Genauigkeit und den Materialeigenschaften begrenzten die weitere Entwicklung. Seit dem Aufkommen der RP konnten CNCs angesichts der drohenden Konkurrenz die bekannten Vorteile in Bezug auf die verbesserte Geschwindigkeit bringen. In ähnlicher Weise hat die RP Verbesserungen bei der Genauigkeit, den Materialeigenschaften und der Oberflächengüte gebracht. Das Verständnis dieser beiden Technologien ist für die Auswahl des richtigen Bearbeitungswerkzeugs für die jeweilige Aufgabe von entscheidender Bedeutung.
Material ! d. r) w( ” V
; M5 s R0 r- @& ?5 F) V# t
Materialforschung hat durch eine lange Zeit, dieser Teil der Materialauswahl Abdeckung wurde erweitert, die Qualität kann auch sichergestellt werden, die derzeitige Verwendung von Materialien, einschließlich der Metall-Komponenten, Kunststoffe, Keramik und Verbundwerkstoffe, usw., aber die Auswahl der Materialien ist immer noch Gegenstand bestimmter Einschränkungen, und die meisten der Charakter des Materials ist nicht eine sehr gute Übereinstimmung mit dem Material Verarbeitung, Formen und Gießen Ebene der Charakter.
Was Sie angegeben haben, scheint kein vollständiger Satz zu sein. Bitte geben Sie den genauen Satz an, damit ich ihn umschreiben kann.
Für CNC gibt es praktisch keine Beschränkungen für `3k-U-A ”h$P;}6N ”d7u`.
Bearbeitungszentren sind in der Lage, Schnitte in fast allen Materialien durchzuführen.
Maximale Größe der Teile
‘ Z8
- K) + ^
& ` Entsprechend mit F2, o#, _-, @RP, deren maximale Abmessungen 600 mm und 900 mm und 500 mm betragen, & f, g9, o(, b4, i5, i, X.
Für die Herstellung von Armaturenbrettern oder Kotflügeln stehen zwar keine industriellen Anlagen zur Verfügung, aber für die Herstellung der meisten Alltags- und Industrieprodukte gibt es Prototypen. Wenn das herzustellende Teil zu groß ist, ist es möglich, zunächst die einzelnen Komponenten zu fertigen und sie dann zu einem kompletten Teil zusammenzusetzen. Dabei ist zu beachten, dass sich die Größe auf den Zeitaufwand auswirkt und die Herstellung größerer Teile länger dauert.
9 T
* k6 M5 F/ $ y5 h: N1 f
für die Herstellung von Flugzeugteilen ist CNC ”$x-*g1Z5y.
Bei der Bearbeitung mit einer CNC-Maschine ist es möglich, konkrete Teile und Formteile in verschiedenen Größen herzustellen, von der Größe eines Tischgeräts bis zur Größe einer Brückenmaschine. Auf diese Weise sind die Grenzen der Größe einer CNC-Maschine allein durch die verwendete Werkzeugmaschine bedingt.
Was Sie angegeben haben, scheint kein vollständiger Satz zu sein. Bitte geben Sie sinnvolle vollständige Sätze an, die umgeschrieben werden können.
# e” E9 x! L! w
RP Uneingeschränkt : {% W9 H: C) w, J7
Vorausgesetzt, es gibt ein Muster, das mit Hilfe einer Konstruktionssoftware geformt werden kann, gibt es praktisch keine Auswirkungen auf die Herstellungszeit und praktisch keine Auswirkungen auf die Kosten. Die schnelle und kostengünstige Herstellung komplexer Teile ist einer der größten Vorteile von RP.
Was Sie angegeben haben, scheint kein vollständiger, verständlicher Satz zu sein. Bitte geben Sie den korrekten Satz an, damit ich ihn wie gewünscht umschreiben kann.
CNC ist eingeschränkt
Bei der CNC-Bearbeitung müssen alle detaillierten Merkmale des Werkstücks berücksichtigt werden. Wenn die Komplexität eines Teils zunimmt, steigt auch die Anzahl der benötigten Maschinen und die Variationen der Werkzeuge entsprechend. Große Seitenverhältnisse, tiefe Nuten, tiefe Löcher und eckige Ecken erhöhen die Kosten für CNC-Schneideanlagen. Fünf-Achsen-Schneidwerkzeuge und bestimmte Techniken können diese Unzulänglichkeiten ausgleichen, aber auch einfache Operationen wie das Hinterschneiden können Probleme verursachen.
2 `. m0 P% n0 m% X4 t” b
Detaillierte Merkmale
2 ^’ n$ g& @/ t
) m3 p: d” w/ n7 B5 R: z8
5 s# LRP hat seine eigenen einzigartigen Merkmale

Im Gegensatz zu CNC ist IRP in der Lage, Details zu bearbeiten, die CNC nicht möglich sind. So ist RP beispielsweise in der Lage, Merkmale mit großen Seitenverhältnissen zu bearbeiten, einschließlich scharfer Innenecken, tiefer und schmaler Kanäle sowie hoher und dünner Wände und Prismen.
* ? + w/ r;
Was Sie angegeben haben, sieht nicht wie ein vollständiger, verständlicher Satz aus, bitte geben Sie mir sinnvolle Sätze zum Umschreiben.
4 f3 ?
CNC hat seine Unterschiede. v# T2 j* v6 _
CNCs verfügen über eine Reihe von Merkmalen, die über die RP hinausgehen, wie scharfe Kanten, glatte Überlagerungen und saubere Fasen. Diese sind besonders wichtig, wenn es um die Bewertung von Details im Zusammenhang mit der Genauigkeit geht, d. h. um die Oberflächenbearbeitung.
Genauigkeit $ `%
( n+ @* {6 }) i% D” y
RP mit einer Genauigkeit im Bereich von 0,125 mm bis 0,75 mm.
2 c) Für einige einzelne Abmessungen von p1 kann die Genauigkeit 0,125 mm überschreiten, die allgemeine Abweichung liegt jedoch im Bereich von 0,125 bis 0,75 mm. Die Genauigkeit variiert je nach RP-Ausrüstung und Größe der Abmessungen. Mit zunehmender Größe nimmt auch die Genauigkeit zu.
Die Genauigkeit des CNC-Bearbeitungszentrums liegt im Bereich von 0,0125 mm bis 0,125 mm.
Im Allgemeinen ist die CNC-Bearbeitung genauer als die RP-Bearbeitung, und die Genauigkeit hängt in der Regel von den Kosten der Ausrüstung ab.
Wiederholbarkeit: m6 P” D; `1 H1 l
RP reagiert sehr empfindlich auf eine Reihe von Faktoren, die sich auf die Qualität eines Prototyps auswirken können. Die Herstellung eines Teils zu einem anderen Zeitpunkt kann zu unterschiedlichen Ergebnissen führen, wobei Temperatur, Feuchtigkeit, Positionierung und Platzierung nur einige der Faktoren sind, die die Wiederholbarkeitsparameter eines Produkts beeinflussen können.
) Z1 U4 C3 c% z: w5
G, ` CNC mit hoher Wiederholgenauigkeit % l.
# L) f- k8 }; v; J) }4 F, C
Die Wiederholbarkeit von RP-Produkten ist bei gleichem Werkzeugweg, gleicher Werkzeugbestückung und gleichem Material weitaus geringer als die Wiederholbarkeit von CNC. Umweltbedingungen und menschliche Faktoren können sich auf die Ergebnisse auswirken. Bei einigen Materialien können Temperatur und Luftfeuchtigkeit die Genauigkeit der vom Techniker verwendeten Geräte beeinträchtigen, so dass Temperatur und Luftfeuchtigkeit das Ergebnis beeinflussen können.
Oberflächenbehandlung
1 t4 A” q” j @! i5 B
Objekte der Größe QRP haben Ra-Werte im Bereich von 2,5 µm bis 15 µm, wobei µm eine Längeneinheit ist, die zur genauen Darstellung dieses Wertebereichs verwendet wird.
Wenn keine Nachbehandlung durchgeführt wurde, sind einige, wenn nicht alle Oberflächen extrem rau, und RP kann mit Hilfe bestimmter Technologien den Dickenbereich der Platten auf 0,0125 bis 0,025 mm erhöhen, aber die Laminierung und die Unebenheiten der Platten haben immer noch Auswirkungen auf die Oberflächengüte. Wenn ein sekundäres Verfahren vorgesehen ist, kann die Oberfläche auf das gewünschte Niveau gebracht werden, was jedoch die Maßhaltigkeit des Teils beeinträchtigen kann. Gleichzeitig bedeuten diese Verfahren einen zusätzlichen Zeit- und Kostenaufwand.
2 E0 E! u9 N’ |) n
Der Ra-Wert von CNC liegt im Bereich von 0,5 µm bis 5 µm und hat ein solches Werteintervall, dass er eine numerische Definition eines spezifischen Falles darstellt.
Im Gegensatz zum RP ist die spanende Bearbeitung in der Lage, Prototypen, Modelle und Werkzeuge auf die gewünschte Oberflächengüte zu polieren. Bei der RP können sekundäre Prozesse (wie Schleifen und Polieren) die Oberflächengüte verbessern, wirken sich aber gleichzeitig auf Genauigkeit, Zeit und Kosten aus.
g+ l5 {3 T)
Verlässlichkeit
$ K# a0 C* Q2 w9 f3 z A

Die Zuverlässigkeit der RP liegt im mittleren Bereich.
+ x2 H1 d0 F& r* q- j
Bei den meisten Technologien nimmt die Produktzuverlässigkeit mit zunehmender Reife zu, aber die Tatsache, dass die RP-Technologie erst 15 Jahre alt ist, deutet darauf hin, dass es unterschiedliche Zuverlässigkeitsstufen gibt, und aufgrund des kurzen Zeitrahmens der Technologie und des Mangels an Ressourcen hatten einige RP-Hersteller nicht genügend Zeit, die Gerätekomponenten zu verbessern, um die Zuverlässigkeit zu erhöhen.
Die Zuverlässigkeit der CNC, die im Mittelfeld liegt, ist, gelinde gesagt, ein wenig seltsam.
Als eine Technologie, die auf mehr als 30 Jahre Forschung und Entwicklung zurückblicken kann, ist CNC eine zuverlässige und verlässliche Technologie, da im Laufe der Jahre technologische Verbesserungen vorgenommen wurden, um Ausrüstungskomponenten zu eliminieren, die die Produktzuverlässigkeit verringern können.
Vorlaufzeit
1 a$ S6 L2 U’ ?5 i+ c) ^4
” v
Die für RP erforderliche Zykluszeit ist kurz bis mittel ( j5 }1
; F# q+ F1 K7 x
RP verkürzt nicht nur die eigentliche Fertigungszykluszeit, sondern auch die Gesamtprozesszeit, da weniger Mitarbeiter und weniger Arbeitsschritte erforderlich sind und das Verfahren weniger empfindlich auf die Komplexität des Entwurfs reagiert; insgesamt ist die RP-Technologie zeit- und personalsparend. Wenn die RP die Daten um 16.30 Uhr erhält, kann das Produkt am nächsten Morgen hergestellt werden. Im Fall von CNC kann das Produkt absolut nicht hergestellt werden, wenn nicht zwei Produktionsschichten zur Verfügung stehen, aber das bedeutet nicht, dass die RP-Technologie die schnellste für die Bearbeitung und Herstellung von Teilen ist.
‘ L! Z: g5 f* O/ q0 O3 `- Q2
; a
Die benötigte Zykluszeit für CNC ist mittel
Bei der Bearbeitung spielen viele Faktoren eine Rolle: Arbeitskräfte, Werkzeuglaufbahnen, Befestigung der Vorrichtungen, Bearbeitungszeiten, Werkstoffe usw. Das Ergebnis ist, dass viele Arbeiten viel mehr Zeit in Anspruch nehmen als die RP, aber wenn die Konstruktion einfach und leicht verständlich ist, kann die CNC die Zykluszeit verkürzen, und wenn die Drehachse schnell ist, wird auch ihr Vorschub verändert.
Was Sie angegeben haben, scheint kein vollständiger Satz mit klarer Semantik zu sein. Bitte geben Sie den richtigen Satz an, damit ich ihn nach Bedarf umschreiben kann.
Dies scheint noch kein vollständiger und verständlicher normaler Satz zu sein, bitte geben Sie einen angemesseneren und vollständigeren Satz für die Neuformulierung yah.
U2 S, y$ g6 L7 M
Dazu gehören einige dieser persönlichen Meinungen, einige der Daten aus dem Netz, aber ich denke, es ist eigentlich ganz objektiv, wenn man eine andere Sichtweise vorbringen kann, gemeinsam einige zu erkunden. Ich freue mich auf Ihre Kommentare.
0 J( c1 S’ {9 w9 ~3 {* r’ B
# i8 Y% o’ w#
Was Sie angegeben haben, scheint kein vollständiger Satz zu sein. Bitte geben Sie den genauen Satz an, damit ich ihn umschreiben kann.













Keine Kommentare