
Geschweißte Verbindungen sindStahlbauDies ist eine gängige Methode des Fügens, und bei Schweißnähten von gewisser Bedeutung ist das Durchschweißen sehr verbreitet. Beim Schweißen von Metallen führt der Temperaturunterschied zwischen dem Metall im erwärmten Bereich und dem umgebenden Grundwerkstoff während des lokalen Erwärmungs- und Schmelzprozesses zu sofortigen Spannungen im Schweißprozess.
Nach dem Abkühlen auf die ursprüngliche Temperatur erreichen die Schweißnaht im gesamten Verbindungsbereich sowie der Zugspannungsbereich im nahen Nahtbereich und der Grundwerkstoff im Druckspannungsbereich ein numerisches Gleichgewicht, das zum Verschweißen der Struktur selbst führt.Restspannung.
An diesem Punkt kommt es unter dem Einfluss von Schweißspannungen zu einer Verformung der Schweißnahtstruktur in vielfältiger Weise. Das Vorhandensein von Eigenspannungen und die Entstehung von Verformungen sind miteinander verknüpft, und es ist nicht schwierig, Wege zur Vermeidung, Verringerung und Korrektur von Verformungen zu finden, wenn das Muster der Verformungen erkannt werden kann.
Erstens,Verformung beim SchweißenFormen und Ursachen von
Die Verformung, die nach dem Schweißen der Stahlkonstruktion auftritt, kann im Wesentlichen in zwei Situationen unterteilt werden, nämlich die Verformung der Gesamtstruktur und die lokale Verformung der Struktur. Die Verformung der Gesamtstruktur umfasst die Längs- und Querverkürzung der Struktur sowie die Biegung, d. h. das Verziehen, und die lokale Verformung weist eine Vielzahl von Formen auf, wie z. B. konvexe Biegung, wellige und schräge Verformung.
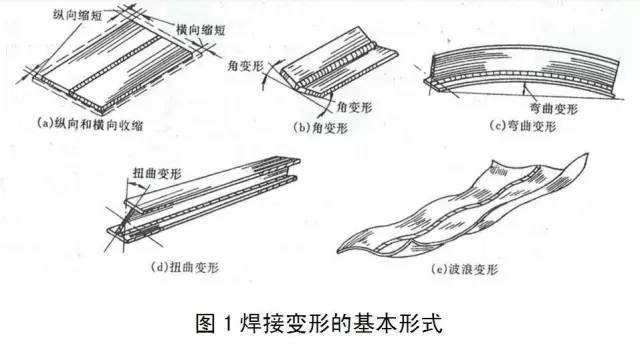
1.1 Gemeinsame Grundformen der Verformung
Die grundlegende Form der gemeinsamen Schweißen Verformung besteht wie folgt, bzw., Platte Fase Stumpfschweißen, durch die Verkürzung der Länge der Situation, das heißt, die Längskontraktion, sowie die Verengung der Breite, das heißt, die Querkontraktion der Art der Verformung, sowie, Platte Fase Stumpfschweißen, nach der winkligen Verformung hergestellt.
Nach dem Schweißen weist die Winkelverformung des Bauteils einen numerischen Unterschied in Richtung der Längsachse des Bauteils auf, und die Längskontraktion der Flansche und des Stegs des Bauteils ist nicht gleichmäßig, was zu einer Torsionsverformung führt.
Nach dem Schweißen von dünnem Blech, der Bereich der Druckspannung auf das Basismaterial, wegen der Instabilität, was zu Verwerfungen der Platte Oberfläche, und dann die Bildung von wellenförmigen Verformung; Längskontraktion der Schweißnaht und Querkontraktion, in Bezug auf die Komponente der Mitte und Achse, die eine asymmetrische Situation, die die gesamte Biegung der Komponente ausgelöst, und eine solche Verformung ist die Biegung der Verformung.

Diese Verformungen gehören zu den grundlegenden Formen der Verformung, eine Vielzahl von komplexen strukturellen Verformungen, ist die Entwicklung dieser grundlegenden Verformungen, ist das Ergebnis der Transformation von diesen grundlegenden Verformungen, ist eine umfassende Darstellung dieser grundlegenden Verformungen.
1.2 Ursachen der Schweißverformung
Während des Schweißvorgangs wird die Schweißnaht lokal unterschiedlich stark erwärmt, was zu Schweißspannungen und Verformungen führt. Während des Schweißens dehnt sich das Metall in der Schweißnaht und im erwärmten Bereich in der Nähe der Naht aus, was durch das kühlere umgebende Metall verhindert wird, was zu Druckspannungen und plastischen Schrumpfverformungen im Schweißbereich führt, mit unterschiedlichen Graden der Quer- und Längsschrumpfung. Die Schrumpfung in beiden Richtungen führt zu verschiedenen Arten der Verformung der geschweißten Struktur.
II. die Faktoren, die die Verformung von geschweißten Strukturen beeinflussen
Müssen die Auswirkungen des Schweißens Verformung einer Reihe von Faktoren zu berücksichtigen, gibt es eine solche Situation, manchmal den gleichen Faktor, für die Längsverformung von einer Art von Einfluss, für die Querverformung der entgegengesetzte Effekt, für den Winkel der Verformung hat auch den entgegengesetzten Effekt. Faktoren für die verschiedenen Verformung der Auswirkungen einer umfassenden Analyse der Auswirkungen auf das Gesetz zu erfassen, die zu angemessenen Maßnahmen zur Kontrolle der Verformung der Stiftung zu nehmen ist. Wenn Sie dies nicht tun, wird es schwierig sein, die gewünschten Ergebnisse zu erzielen.
(1) Es ist ein Effekt der Schweißnaht Querschnittsfläche, die Schweißnaht Querschnittsfläche bezieht sich auf die Schmelzlinie innerhalb der Metall-Bereich, desto größer ist die Schweißnaht Bereich, dann die Kühlung Schrumpfung durch die Höhe der plastischen Verformung wird größer sein.
(2) seine Auswirkungen liegt in der Schweiß-Wärmezufuhr, in der Regel, wenn die Wärmezufuhr groß ist, dann ist die Erwärmung der Hochtemperatur-Zone nach dem Bereich wird groß sein, wird die Abkühlung langsam sein, und dann lassen Sie die gemeinsame plastische Verformung Zone erhöht, ob es für die Längs-, Quer-oder Winkelverformung ist, gibt es Verformung erhöht die Auswirkungen der Verformung, aber in der Oberfläche Beschichtung, wenn die Wärmezufuhr erhöht sich bis zu einem gewissen Grad, weil die gesamte Blechdicke Temperatur neigt dazu, zu nähern Wenn jedoch die Wärmezufuhr bis zu einem gewissen Grad erhöht wird, weil die Temperatur der gesamten Blechdicke dazu neigt, sich der Temperatur der Blechdicke anzunähern, wird die Winkelverformung nicht mehr zunehmen, auch wenn die Wärmezufuhr weiter zunimmt, sondern abnehmen.
(3) Die Vorwärmung des Werkstücks wirkt sich aus, die Zwischenlagentemperatur wirkt sich ebenfalls aus. Je höher die Vorwärmtemperatur, desto höher die Wärmezufuhr, was die Abkühlungsgeschwindigkeit des Werkstücks verlangsamt und zu einer stärkeren Schrumpfung und Verformung führt, und je höher die Zwischenlagentemperatur, desto mehr.
(4) Von den üblicherweise für das Schweißen von Baustahl verwendeten Verfahren hat das Unterpulverschweißen mit Ausnahme des Schlackenschweißens die höchste Wärmeeinbringung und weist bei sonst gleichen Bedingungen, wie z. B. der Schweißnahtfläche, die größte Schrumpfverformung auf. Die Wärmeeinbringung beim Lichtbogenhandschweißen liegt im mittleren Bereich, und die Schrumpfung ist geringer als beim Unterpulverschweißen, während das CO2-Schutzgasschweißen die geringste Wärmeeinbringung hat und auch die geringste Schrumpfungsreaktion aufweist.
(5) Bei der Verformung wirkt sich die Position der Schweißnaht aus, die in der Struktur asymmetrisch ist, und diese Asymmetrie kann verschiedene Arten der Verformung verursachen.
(6) die Steifigkeit der Struktur des Schweißens Verformung wird einen Einfluss auf die Größe der Steifigkeit der Struktur, vor allem durch die Form der Struktur und die Größe der Querschnitt zu bestimmen, die Steifigkeit der Struktur ist relativ klein, Schweißen Verformung ist mehr Bedeutung, die Steifigkeit der Struktur, Schweißen ist nach der Verformung ist relativ klein.
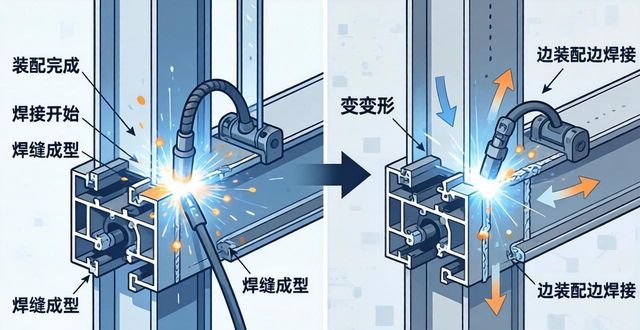
(7) Apropos Montage und Schweißen Spezifikationen für das Schweißen Verformung der Auswirkungen dieser beiden, wegen der Unterschiede in der Montage-Methoden verwendet werden, so dass für die Verformung der Struktur hat auch einen Einfluss auf die gesamte Montage abgeschlossen ist und dann zu schweißen, die Verformung der allgemeinen Situation ist weniger als die Montage der Seite des Schweißens Situation.
Wenn in dem Projekt Schweißen, im Hinblick auf alle Arten von Bedingungen und viele Faktoren zusammen eine Rolle spielen, Schweißen nach der restlichen Verformung des Gesetzes ist relativ komplex, wissen die Auswirkungen der einzelnen Faktoren allein, helfen, die Durchführung spezifischer umfassende Analyse der tatsächlichen Situation des Projekts.
III. Maßnahmen zur Vermeidung und Verringerung von Bauwerksverformungen
(1) Für die Verringerung der Querschnittsfläche der Schweißnaht, um die Voraussetzung zu erreichen, dass die Schweißnaht intakt ist und keine übermäßigen Mängel, und dann so weit wie möglich gehen, um die kleinere Größe der Fase bezogenen Dimensionen, das heißt, der Winkel und die Lücke zu wählen.
(2) Für die Streckgrenze in den folgenden Bereich, Härtbarkeit ist nicht sehr stark Stahl, die Verwendung von kleineren Wärmeeintrag, so weit wie möglich nicht auf die Vorwärmung zu gehen, oder reduzieren Sie die Vorwärmtemperatur, Zwischenschichttemperatur; Priorität auf eine kleinere Wärmeeintrag Schweißverfahren, wie CO2-Schutzgasschweißen zu wählen.
(3) Schweißen von dicken Blechen so weit wie möglich durch mehrlagiges Schweißen anstelle von einlagigem Schweißen.
(4) Wenn beide Seiten geschweißt werden können, ist es notwendig, eine symmetrische Fase auf beiden Seiten zu verwenden und eine Schweißfolge zu verwenden, die im Falle des Mehrlagenschweißens symmetrisch zur Mittelachse des Bauteils ist, wie in Abbildung 2 unten gezeigt.
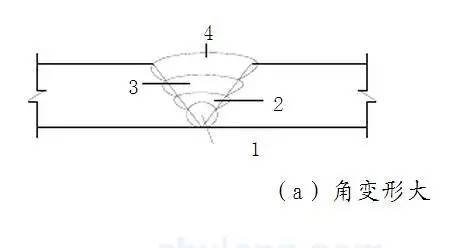
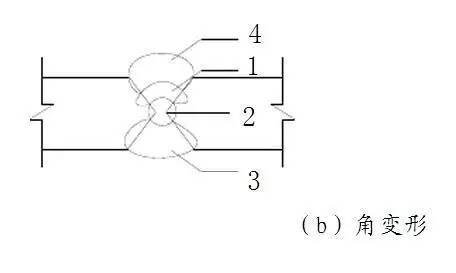
Abbildung 2: Verringerung des Winkelverzugs bei symmetrischer Schweißfolge mit beidseitiger Fase
(5) Die Dicke des T-Stoßes ist bei offener, abgeschrägter Eckstumpfnaht größer, siehe Abbildung 3:
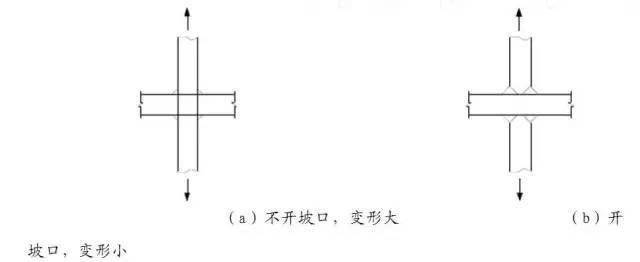
Abbildung 3: Offene schräge Kehlnaht für große Blechdicken bei T-Stößen
(6) Die Verwendung der Gegenverformung vor dem Schweißen zur Kontrolle der Winkelverformung nach dem Schweißen, eine in der Produktion sehr verbreitete Methode, und das grundsätzliche Versatzverhalten (Kompensation) der Schweißnaht sollten im Voraus festgelegt werden.
Der Zweck, eine Verformung nach dem Schweißen zu verhindern, wird auf diese Weise durch eine Gegenverformung der Biegung nach dem Schweißen erreicht. Tabelle 1 zeigt die Referenzwerte für Kastenstützen für die Rückverformung vor dem Schweißen, und Abbildung 4 zeigt die Referenzwerte für H-Träger für die Rückverformung vor dem Schweißen, die separat dargestellt werden.
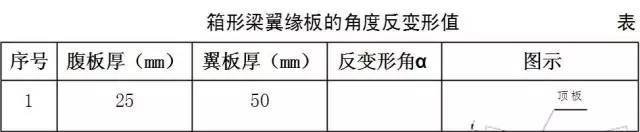
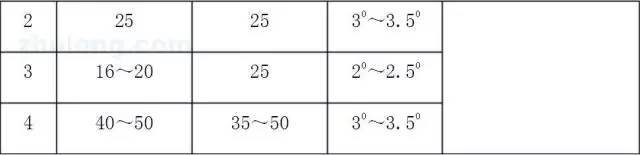
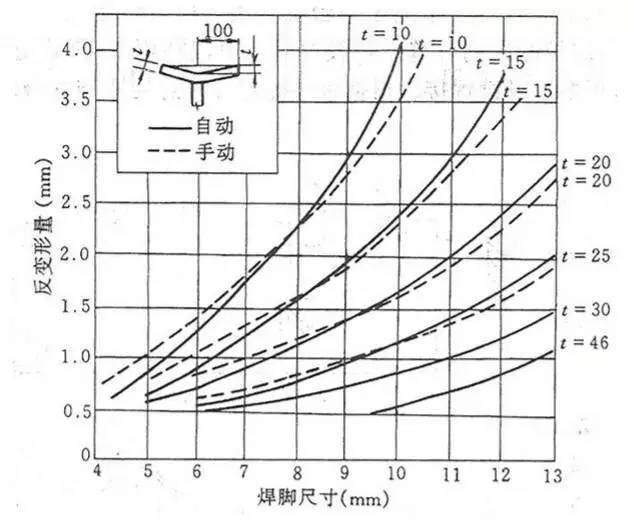
Abb. 4 Referenzwert der Rückverformung eines H-förmigen Stahlflansches vor dem Schweißen
(7) Starre Befestigung Methode, das heißt, gezwungen Methode. In der tatsächlichen Produktion, für die Steifigkeit der Komponente, die Verformung nach dem Schweißen ist in der Regel weniger, und für die Steifigkeit der kleinen Komponenten, kann vor dem Schweißen Komponente Steifigkeit erhöht werden, so dass die Verformung nach dem Schweißen wird entsprechend reduziert werden. Wenn Sie diese Methode anwenden, müssen Sie warten, bis die Schweißnaht abgekühlt ist, bevor die Halterung und die Stütze entfernt werden können. Die üblichen Methoden sind die Halterungsmethode, die Stützmethode, die Reifenmethode, die Methode der vorübergehenden Befestigung (wie das Schweißen der Nagelbefestigung und die Kompressionsbefestigungsmethode) und die Positionierungsschweißmethode.
(8) Bei der Hammerschweißmethode für dünne Bleche werden die Schweißnaht und die Wärmeeinflusszone des dünnen Blechs gehämmert, sobald sie noch nicht vollständig abgekühlt ist, während bei dicken Blechen die Luftpistole zum Hämmern verwendet wird.

(9) Ausgleich der Längsschrumpfverformung der Schweißnaht durch die Methode der Längenreservierung des Bauteils.
(10) in der Konstruktion, so weit wie möglich, um die Anzahl und Größe der Schweißnähte, Schweißnähte sollten vernünftig angeordnet werden, zusätzlich zu verhindern, dass die Schweißnähte aus erscheinen dichte Situation, sondern auch lassen Sie die Position der Schweißnähte in so nah wie möglich an der Mitte der Komponente und die Achse des Ortes, und die Anordnung der Schweißnähte und die Situation in der Komponente zu entsprechen.
Symmetrisch zum Schaft.
(11) Die Schweißreihenfolge muss richtig gewählt werden, wenn die Stahlkonstruktion der beiden zur gleichen Zeit, das heißt, die Stumpfschweißung und Kehlnaht, nach dem Prinzip, dass die Stumpfschweißung zuerst geschweißt werden, und dann das Gegenteil, um die Kehlnaht schweißen. Bei kreuzförmigen und T-förmigen Schweißnähten ist es noch wichtiger, die richtige Reihenfolge einzuhalten, um Spannungskonzentrationen beim Schweißen zu vermeiden und eine gute Qualität der Verbindungen zu gewährleisten. Die Art der Symmetrie in der gesamten Stahlkonstruktion und die Achse des Schweißverfahrens sowie von der Mitte zu den beiden Abschnitten des Schweißverfahrens zu nehmen, ist für die Reduzierung der Verformung sehr günstig. Beim Schweißen wichtiger Teile der Stahlkonstruktion mit hohen Festigkeitsanforderungen sollten sich die Verbindungen so frei wie möglich zusammenziehen können, ohne dass sie behindert werden.
Vier, Schweißen Verformung der Post-Schweißnaht-Korrektur-Methode
Geschweißte Bauteile aufgetreten Schweißen Verformung, um das Design, Spezifikation Anforderungen zu erreichen, muss korrigiert werden, aus einem anderen Blickwinkel, diese Korrektur ist eigentlich versuchen, neue Verformung zu kompensieren oder Offset die Verformung aufgetreten ist. In der Bauproduktion, die am häufigsten verwendeten Post-Schweißen Restverformung Korrekturmethoden können in Kraft-Korrektur, Heizung Korrektur, und die kombinierte Verwendung der beiden Methoden unterteilt werden.
4.1 Kraftkorrekturverfahren
Das Richten von Gegenständen durch Krafteinwirkung erfolgt in der Regel mit Hilfe eines Wagenhebers oder eines Spindelladers, kann aber auch mit einer Rollenrichtmaschine oder sogar mit einer großen Presse durchgeführt werden.
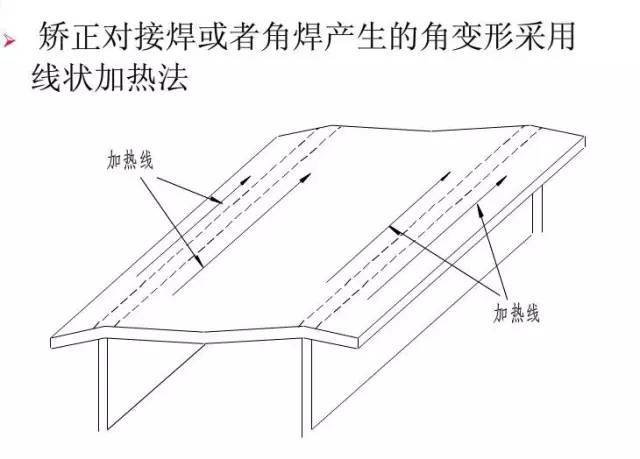
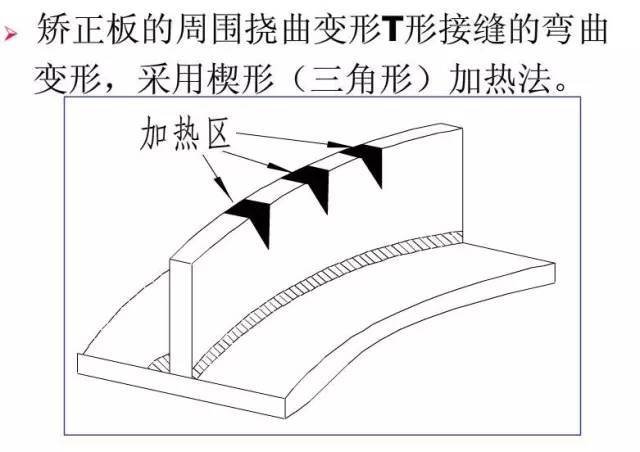
4.2 Verfahren zur Korrektur der Erwärmung
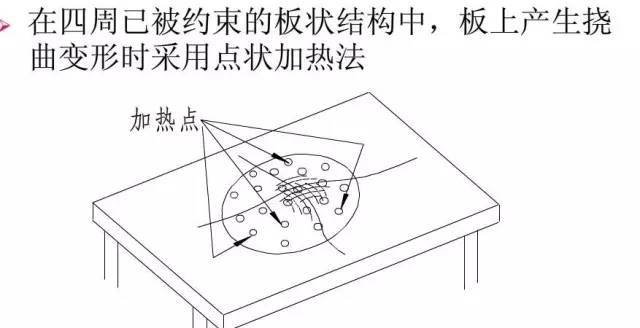
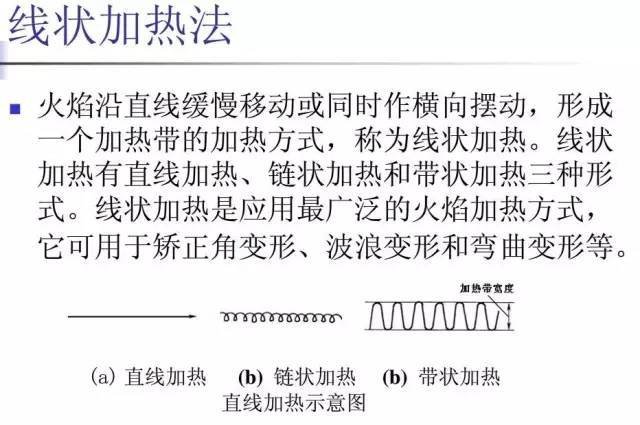
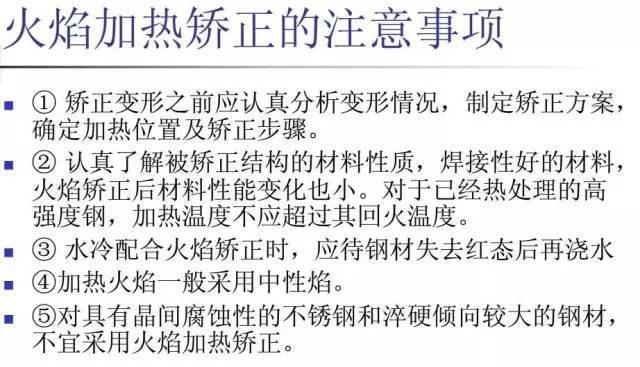
Durch die ungleichmäßige Erwärmung kann die Struktur eine umgekehrte Verformung annehmen, um die ursprüngliche Schweißnahtverformung auszugleichen oder ihr entgegenzuwirken. Die Erwärmung Methode in der Wärme-Korrektur-Methode kann in Punkt Heizung, Linie Heizung, und dreieckige Heizung unterteilt werden. Heizung Korrektur kann eine Menge von Kraft-Korrektur kann nicht gelöst werden Verformung, die Kontrolle der Flamme lokale Erwärmung durch die Verformung des Gesetzes verursacht, ist der Schlüssel zu einer guten Korrektur, um die Wirkung der Flamme Korrektur zu bestimmen, ist vor allem die Lage der Heizung und Heizung Temperatur. Baustahl und gemeinsame Legierung Schweißen Struktur, in der Regel mit 650 bis 8000C Heiztemperatur, die allgemeine Situation sollte nicht mehr als 9000C. siehe Tabelle 2, eine Vielzahl von Farben können den Temperaturbereich zu identifizieren.

Bei Heizungskorrekturen können während des Heizvorgangs äußere Kräfte eingesetzt werden, um die Korrekturergebnisse zu verbessern. Bei der Flammenkorrektur gibt es zwei Möglichkeiten, den Heizpunkt zu kühlen, nämlich natürliche Kühlung und Wasserkühlung. Die Verwendung von Wasser- und Flammkorrekturverfahren kann dazu führen, dass die Strukturkorrektur schnellere Ergebnisse erzielt und der Korrekturbetrag den durch natürliche Kühlung erzielten Korrekturbetrag übersteigt. Dies ist der Fall beim Richten von H-Trägern mit großen Querschnitten.













Keine Kommentare