
Welded connections aresteelworkThis is a common method of joining and, for welds of a certain importance, full penetration welding is very common. During the welding of metals, the temperature difference between the metal in the heated area and the surrounding base metal during the localised heating and melting process results in instantaneous stresses in the welding process.
After cooling to the original temperature, the weld seam in the overall joint area, as well as the tensile stress area in the near seam area, and the base material in the compressive stress area, reach a numerical equilibrium, which results in the welding of the structure itself.Residual stress.
It is at this point that deformation of the weldment structure occurs in many different ways under the influence of welding stresses. The existence of residual stresses and the generation of deformations are intertwined, and it is not difficult to find ways of preventing, reducing and correcting deformations if the pattern of deformations can be recognised.
One,Welding distortionForms and causes of
The deformation produced after welding of steel structure can be largely divided into two situations, that is, the deformation of the overall structure and the local deformation of the structure, the deformation of the overall structure covers the longitudinal and transverse shortening of the structure as well as the bending, that is, warping, and the local deformation presents a variety of forms, such as convex bending, wavy, and angular deformation.
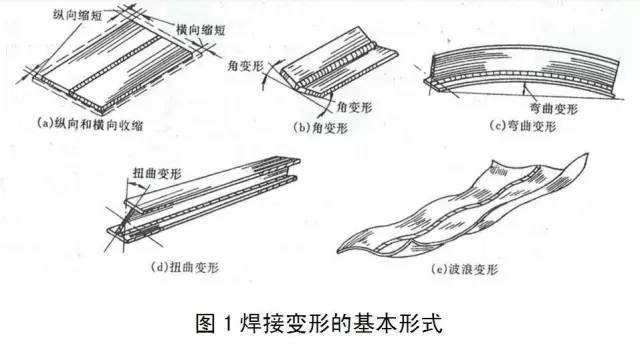
1.1 Common basic forms of deformation
The basic form of common welding deformation exists as follows, respectively, plate bevel butt welding, produced by the shortening of the length of the situation, that is, the longitudinal contraction, as well as narrowing the width, that is, the transverse contraction of the kind of deformation, as well as, plate bevel butt welding, produced after the angular deformation.
After welding, the angular deformation of the member shows a numerical difference in the direction of the longitudinal axis of the member, and the longitudinal contraction of the flanges and the web of the member is not uniform, resulting in a torsional deformation.
After welding of thin plate, the area of compressive stress on the base material, because of instability, resulting in warping of the plate surface, and then the formation of wave-like deformation; longitudinal contraction of the weld seam and transverse contraction, relative to the component's centre and axis, presenting an asymmetric situation, which triggered the overall bending of the component, and such a deformation is the bending of the deformation.

These deformations belong to the basic forms of deformation, a variety of complex structural deformations, is the development of these basic deformations, is the result of the transformation of these basic deformations, is a comprehensive presentation of these basic deformations.
1.2 Causes of welding deformation
During the welding process, the weldment is heated locally with varying degrees of uniformity, which is the cause of welding stresses and deformations. During welding, the metal expands in the weld seam and in the heated area near the seam, which is prevented by the cooler surrounding metal, resulting in compressive stresses and plastic shrinkage deformations inside the weld area, with varying degrees of transverse and longitudinal shrinkage. The contraction in both directions results in various types of deformation of the welded structure.
II. Factors affecting the deformation of welded structures
Need to consider the impact of welding deformation of a number of factors, there is such a situation, sometimes the same factor, for the longitudinal deformation of some kind of influence, for the transverse deformation of the opposite effect, for the angle of deformation also has the opposite effect. Factors for the various deformation of the impact of a comprehensive analysis of its impact on the law to be grasped, which is to take reasonable measures to control the deformation of the foundation. If you do not do this, it will be difficult to achieve the desired results.
(1) There is an effect of the weld cross-sectional area, the weld cross-sectional area refers to the fusion line within the metal area, the larger the weld area, then the cooling shrinkage induced by the amount of plastic deformation will be greater.
(2) its impact lies in the welding heat input, in general, if the heat input is large, then the heating of the high temperature zone after the range will be large, the cooling rate will be slow, and then let the joint plastic deformation zone increases, whether it is for the longitudinal, transverse or angular deformation, there are deformation increases the impact of the deformation, but in the surface cladding, when the heat input increases to a certain extent, because the entire plate thickness temperature tends to approach However, when the heat input is increased to a certain level, because the temperature of the whole plate thickness tends to be close to that of the plate thickness, the angular deformation will not increase any more even if the heat input continues to increase, but will decrease.
(3) The preheating of the workpiece will have an impact, the interlayer temperature will also have an impact, the higher the preheating temperature, which is equivalent to an increase in heat input, which will slow down the cooling rate of the workpiece, leading to increased shrinkage and deformation, and the higher the interlayer temperature, the same is true.
(4) Of the methods commonly used for welding the construction steel involved, with the exception of electroslag welding, submerged arc welding has the highest heat input and, other things being equal, such as weld area, has the largest shrinkage distortion. The heat input of manual arc welding is in the middle of the range, and its shrinkage is smaller than that of submerged arc welding, while CO2 shielded gas welding has the smallest heat input, and its shrinkage response is also the smallest.
(5) With regard to deformation, there is an effect of the position of the weld, which is asymmetrical in the structure, and this asymmetry can cause various types of deformation.
(6) the rigidity of the structure of the welding deformation will have an impact on the size of the rigidity of the structure, mainly by the shape of the structure and the size of its cross-section to determine the rigidity of the structure is relatively small, welding deformation is more significant, the rigidity of the structure, welding is completed after the deformation is relatively small.
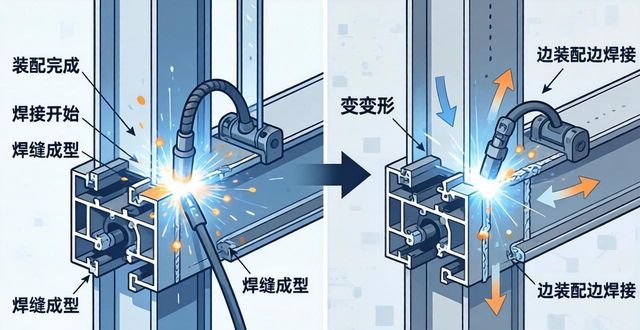
(7) Speaking of assembly and welding specifications for the welding deformation of the impact of these two, because of the differences in the assembly methods used, so for the deformation of the structure also has an impact on the overall assembly is completed and then go to weld, the deformation of the general situation is less than the assembly of the side of the welding situation.
When in the project welding, in view of all kinds of conditions and many factors together have a role to play, welding after the residual deformation of the law is relatively complex, know the impact of the individual factors alone, help to carry out specific comprehensive analysis of the actual situation of the project.
III. Measures to prevent and reduce structural deformation
(1) For the reduction of the cross-section area of the weld, to achieve the prerequisite that the weld is intact and does not have excessive defects, and then go as far as possible to choose the smaller size of the bevel related dimensions, that is, the angle and the gap.
(2) For the yield strength in the following range, hardenability is not very strong steel, the use of smaller heat input, as far as possible not to go to the preheat, or reduce the preheating temperature, interlayer temperature; priority to choose a smaller heat input welding methods, such as CO2 gas shielded welding.
(3) thick plate welding as far as possible using multi-layer welding instead of single-layer welding.
(4) When both sides can be welded, it is necessary to use a symmetrical bevel on both sides, and to use a welding sequence that is symmetrical to the centre-axis of the component in the case of multi-layer welding, as shown in Figure 2 below.
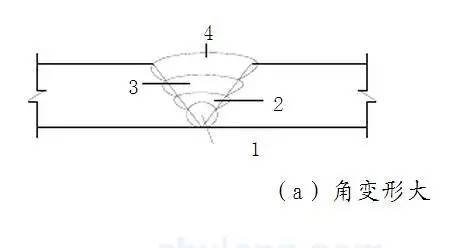
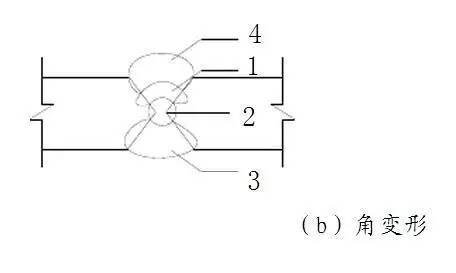
Figure 2: Reduction of angular distortion with symmetrical welding sequence with double-sided bevelling
(5) T-joint plate thickness is larger with open bevelled corner butt weld, see Figure 3:
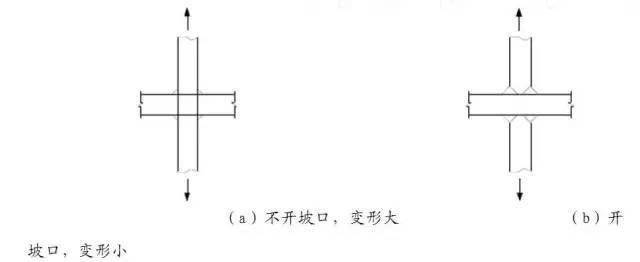
Figure 3: Open bevelled fillet butt weld for large plate thickness of T-joints
(6) The use of pre-welding counter-deformation to control post-welding angular deformation, which is a very common method in production, and the basic offset (compensation) behaviour of the weldment should be made in advance.
The purpose of preventing post-welding deformation is achieved in this way by counter-deformation of post-welding bending. Table 1 shows the reference values for box columns for pre-weld back-deformation, and Figure 4 shows the reference values for H-beams for pre-weld back-deformation, and they are presented separately.
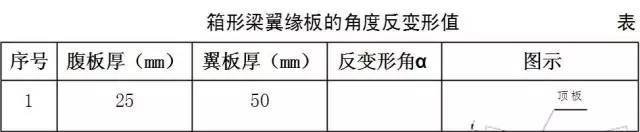
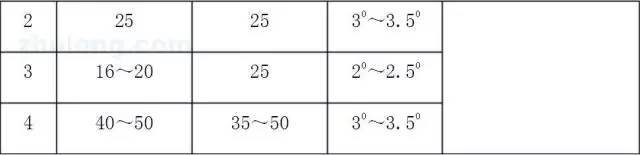
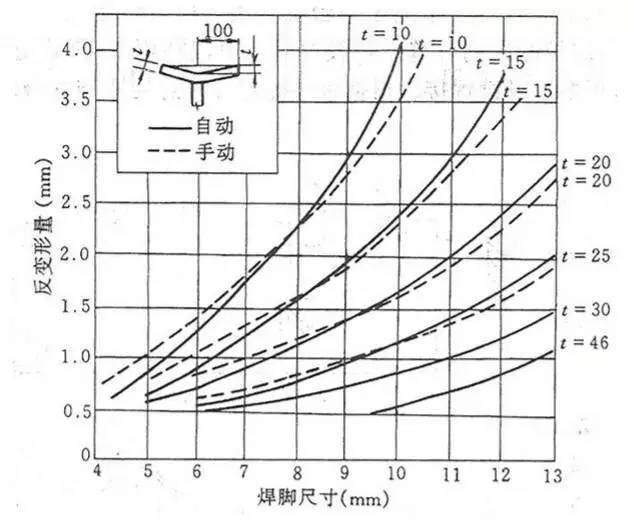
Fig. 4 Reference value of back-deformation of H-shaped steel flange before welding
(7) Rigid fixing method, that is, forced method. In the actual production, for the rigidity of the component, the deformation after welding is usually less, and for the rigidity of the small components, can be enhanced before welding component rigidity, so that the deformation after welding will be reduced accordingly. When using this method, be sure to wait until the weld is cooled down before the fixture and support can be removed, the common methods are fixture method, support method, tyre method, temporary fixing method (such as welding nail fixing and compression fixing method), positioning welding method.
(8) The hammer weld method for thin plate welding is to hammer the weld and its heat-affected zone of the thin plate as soon as it has not cooled down completely, while for thick plates, the air gun is used for hammering.

(9) Compensation of longitudinal shrinkage deformation of the weld seam by the method of reserving the length of the member.
(10) in the design, as far as possible to reduce the number and size of welds, welds should be reasonably arranged, in addition to preventing the welds from appearing dense situation, but also let the position of the welds in as close as possible to the centre of the component and the axis of the place, and to make the arrangement of the welds and the situation in the component to match.
Symmetrical to the shaft.
(11) The welding sequence must be correctly selected, when the steel structure of the two at the same time, that is, the butt weld and fillet weld, according to the principle that the butt weld to be welded first, and then the opposite to weld fillet weld. For cruciform and T-shaped welds, it is more important to adopt the correct sequence, so as to avoid stress concentration during welding and to ensure that the quality of the joints remains good. Take the kind of symmetry in the whole steel structure and the axis of the welding method, as well as to take from the middle towards the two sections of the welding method, for the reduction of deformation is very favourable. For the welding of important parts of the steel structure with high strength requirements, the joints should be allowed to contract as freely as possible without being restrained.
Four, welding deformation of the post-weld correction method
Welded structural components occurred welding deformation, in order to achieve the design, specification requirements, must be corrected, from another point of view, this correction is actually trying to cause new deformation to compensate or offset the deformation has occurred. In construction production, the most commonly used post-weld residual deformation correction methods can be divided into force correction, heating correction, and the combined use of the two methods.
4.1 Force correction method
Straightening of objects by applying force is usually achieved with the help of a jack, or by using a screw loader, but it can also be done with a roller straightening machine, or even on a large press.
4.2 Heating correction method
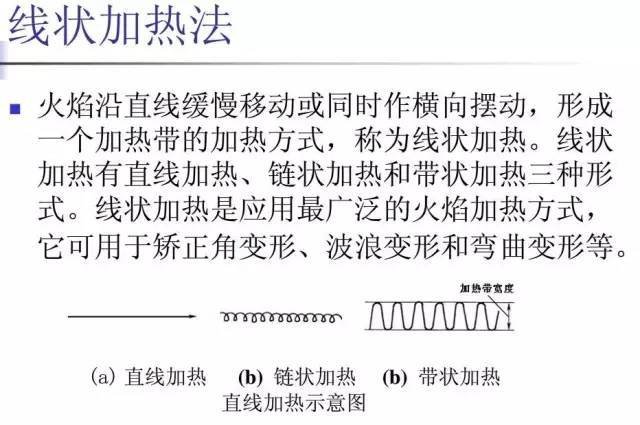
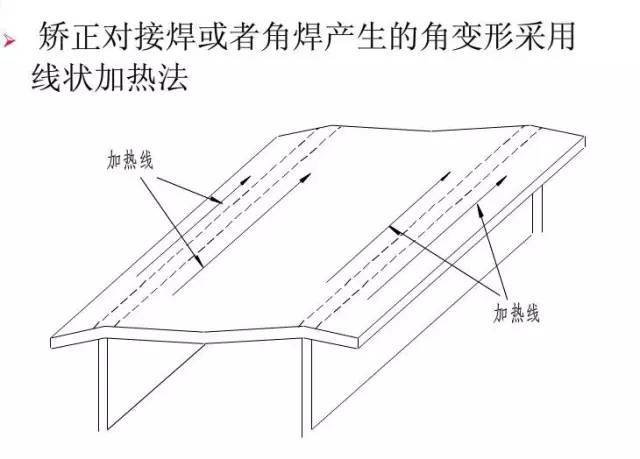
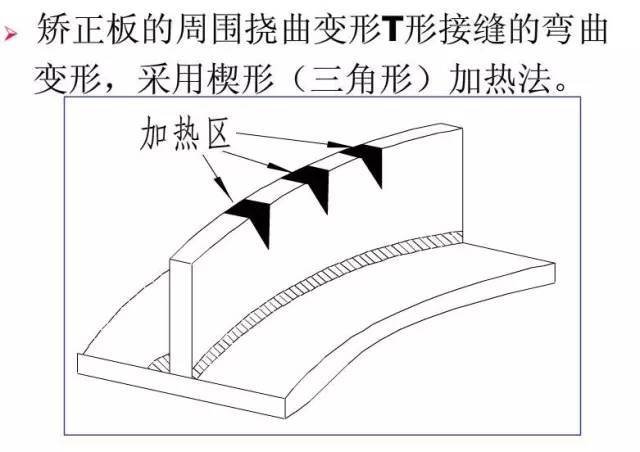
It is the uneven heating that allows the structure to acquire a reverse deformation to compensate for or counteract the original weld deformation. The heating method in the heat correction method can be divided into point heating, line heating, and triangular heating. Heating correction can eliminate a lot of force correction can not be resolved deformation, control of the flame local heating caused by the deformation of the law, is the key to good correction, to determine the effect of flame correction is mainly the location of the heating and heating temperature. Mild steel and common alloy welding structure, usually using 650 to 8000C heating temperature, the general situation should not exceed 9000C. refer to table 2, a variety of colours can identify the temperature range.

In the case of heating correction operations, external forces can be applied during the heating process to improve the correction results. When flame correction is carried out, there are two ways of cooling the heating point, namely natural cooling and water cooling. The use of water and fire correction method can make structural correction to harvest faster results, and can make the amount of correction exceeds the amount of correction achieved by natural cooling. This is the case for straightening H-beams with large cross-sections.













No comments