


Der Befehl G76 dient dazu,Drehen von GewindenIm Gegensatz zu G92, bei dem es sich um eine einfache Schleife handelt, gibt es hier Unterschiede zwischen den beiden.
G76 gehört zukombinierter Zyklus, Bei G76 müssen lediglich die Zyklusposition für die Gewindebearbeitung sowie die Endkoordinaten des letzten Gewindeschnitts angegeben werden. Satzzeichen sind eine bestimmte Art von Zeichen; dazu gehören unter anderem das Komma und der Punkt. Am Ende dieses Satzes steht ein Punkt.
Diese Anleitung kann zum Drehen von geraden und konischen Gewinden mit gleicher Steigung verwendet werden.
Anmerkung: Am Ende des Artikels steht: „Verschiedene Dinge, die für den G76 benötigt werden“Formel.
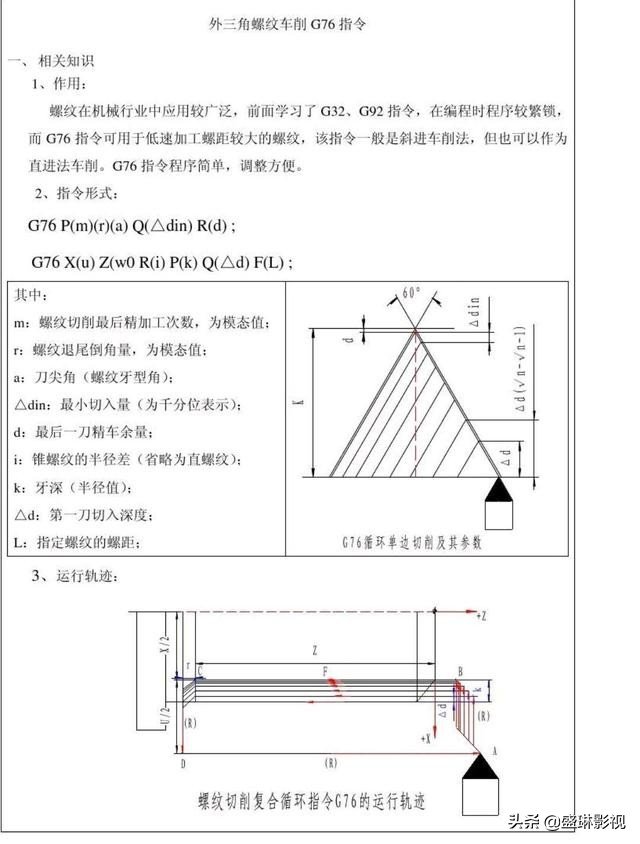
G76 ProgrammierungDas Format lautet wie folgt
Beispiel.
G00 X _Z_ Beginn des Einfädelzyklus
G76, wobei 02 die Anzahl der Wiederholungen der Feinschneidbearbeitung angibt, 00 den Wert für die Fase am Gewindeende, also den Wert für den schrägen Rückzug, und 60 den Winkel von 60 Grad an der Gewindespitze.
Bitte beachten Sie, dass bei solchen Befehlen alle Werte zweistellig angegeben werden müssen; falls die Anzahl der Stellen nicht ausreicht, muss mit Nullen aufgefüllt werden. Es werden zwei Schlichtvorgänge durchgeführt, es gibt keine Fasenabtragung, und es wird ein 60°-Gewindebohrer verwendet.
G76, Q0,2; wobei 0,2 den minimalen Zerspanungsbetrag angibt, der nach Belieben eingestellt werden kann und im Bereich der Radiuswerte liegt.
G76, Q0,2, R0 mit 0,03 (dieser Wert von 0,03 ist die Präzisionsdrehzugabe und stellt zudem den Radius dar; er kann nach Belieben festgelegt werden).
G76 Q0.2 R0.03
Zusammenfassung der ersten Hälfte des G76-Unterrichts.
Bei der Feinarbeitung von G76 werden zwei Drehvorgänge durchgeführt, ohne schrägen Rückzug. Der Gewindeschneidwinkel beträgt 60°, die minimale Zerspanung 20 Si, und der Vorgang wird in einem Durchgang abgeschlossen, wobei ein Feindrehzugabe von 3 Si verbleibt.
(Unterer Durchmesser des Gewindes im Vergleich zur Länge. Das heißt, die Endkoordinaten des Gewindes)
G76 X_ Z_ P (Zahnhöhe, auch bekannt als Zahntiefe, Radiuswert)
G76, X_, Z_, P_, Q (maximale Zerspanungstiefe; dies ist die Zerspanungstiefe des ersten Schnitts)
G76, X_, Z_, P_, Q_, R (Gewindekonizität; hierbei handelt es sich um die Gewinderadiusdifferenz, wobei der Radiuswert anzugeben ist. Wenn das Gewinde keine Konizität aufweist, wird dieser Schritt übersprungen).
X-Koordinatenwert, Z-Koordinatenwert, P-Parameterwert, Q-Parameterwert, R-Parameterwert, F-Wert (Gewindesteigung; bitte einfach gemäß den Angaben in der Zeichnung eintragen).
Zusammenfassung der zweiten Hälfte von G76.
G76 X_ Z_ P_ Q_ R_ F_
Besondere Aufmerksamkeit.
I. Bei der Anwendung der G76-Befehle ist darauf zu achten, ob die betreffende Werkzeugmaschine in Tausend oder in Millionen angegeben ist.
2. Bei diesem Befehl muss die Vorschubgeschwindigkeit nicht angegeben werden; sie wird vom System automatisch festgelegt, ebenso wie die Spindeldrehzahl, um die Gewindebearbeitung zu gewährleisten.
Drittens muss die Anweisung nur den Startpunkt des Zyklus und den Endpunkt der Gewindebearbeitung für den letzten Schnitt beschreiben.
IV. Bei diesem Befehl müssen keine genauen Werte für die maximale und minimale Einschnitttiefe angegeben werden. Das System berechnet anhand der vorgegebenen Werte die jeweilige Einschnitttiefe und führt den Einschnitt degressiv durch.
V. Relevante Werteinstellungen innerhalb von G76.

Die Anzahl der Feindrehvorgänge entspricht der Anzahl der Gewindeschneidvorgänge. Wenn in der Zeichnung kein Winkel für den Gewindeschneider angegeben ist, gilt ein Winkel von 60°. Die Feindrehzugabe beträgt in der Regel nicht mehr als die minimale Rückwärtszugabe. Bei geraden Gewinden wird die Konizität mit R0 angegeben.

Programmieren Sie das Segment G76 für den in Abbildung 3-86 gezeigten Thread.
Gewindetiefe h=1.107, Koordinaten des Gewindeendpunkts (27.786,-23)
G00 X32 Z3
G76 Q100 R0.1
Formel zur Berechnung der einzelnen Werte von G76
I. Zahnungstiefe P = 0,6495 × Teilung × 1000
Zweitens, der untere Durchmesser = Zahnhöhe × 2
Drittens, 1 Zoll = 25,4 25,4 ÷ Anzahl der Zähne = Teilung
IV Verjüngung R = 1/32 × (Anfangspunkt + effektive Länge)
Das äußere Kabel ist negativ, das innere Kabel ist positiv.
Pure Hand getippt, hoffen, dass Sie die Aufmerksamkeit auf den Editor zu zahlen, jeden Tag, um die CNC-Auto-Programmierung trockenen Waren zu teilen!













Keine Kommentare