
属于机械加工技术领域, 本发明包括一种gadget产品复合加工方法。
Background technology:
微小零件产品有着尺寸小的特性, 还有其存在薄壁情形, 也有薄片的状况, 并且具备微小钻孔的特征。传统使用单一工序车铣来加工这种产品, 主要的难点在于: 两个圆片存在容易变形的情况, 20个小孔出现容易破壁的问题, 有毛刺产生, 钻头会产生断裂现象, 加工所需时间长, 成本相应会很高, 而且成品率比较低。
Technology Enabling Elements:
在本发明之中, 其既定的意向指向, 是要去克服, 存在于现有技术里面的缺陷, 并且要解决, 上述所提及的那些技术方面的问题, 进而提出, 一种针对微小零件产品的复合加工方法。
本发明所采用的Technical programme是, 微小零件产品的复合加工方法呈现出这样的特征, 具体涵盖了如下这些步骤。
车铣加工步骤;电穿孔步骤。
作为一种较佳的实施例,所述车铣加工步骤具体包括:
步骤A101:用钻头钻通孔;
步骤A102,用车刀车削零件外圆壁的头部;
步骤A103,用铣刀铣削头部片状工位;
步骤A104,用车刀反车零件外圆壁的中部;
步骤A105,用车刀车削零件外圆壁的中部;
步骤A106,用铣刀铣削尾部片状工位;
步骤A107,用铣刀铣零件外圆壁的尾部的五边形槽;
步骤A108,切断零件外圆壁的尾部。
作为一种状况得以呈现为比较优良的实施示例的时候, 所述电穿孔所涵盖的具体步骤是这样的, 运用电火花放电打孔这种施行方式, 针对制造的零件外圆壁之上的头部, 以及尾部采用片状形式布置的工位之上的小孔来展开加工。
作为一种较佳的实施例,所述小孔的直径为
作为一种较佳的实施例,所述小孔的个数为20个。
将其作为一种较佳实行的例子, 所述电穿孔的步骤, 是处在所述步骤A108里, 切断零件外圆壁那个动作的尾部之后的位置上。
本发明所达成的有益成效是, 本发明针对微小零件产品有着尺寸小、薄壁、薄片以及微小钻孔的特性, 然而利用单一工序车铣来加工此产品时, 会有两切片工位易于变形的状况, 20个小孔易于出现破壁、产生毛刺、钻头断裂的情况, 并且加工时间长、成本高以及成品率低, 这种技术存在缺陷。通过把单一加工工序进行合理拆分办法, 完全攻克了单一工序产品加工难度大、成本高、效率低等问题, 采用电火花打孔加工的良率提升至97%以上, 效率提高70%, 成本仅是机加工打孔的60%。
illustrate
以下是微小零件产品, 本发明针对该产品具有优选实施例, 图1展示的是此优选实施例主视图的结构示意图。
图2展示的, 是为本发明所针对的微小零件产品的, 属于优选实施例的左视图的, 结构示意图。
图3, 呈现的是, 本发明所针对的, 微小零件产品, 其优选实施例的, 右视图的, 结构示意图。
图4, 是本发明所针对的微小零件产品, 其优选实施例的立体图, 那种事物的结构示意图。
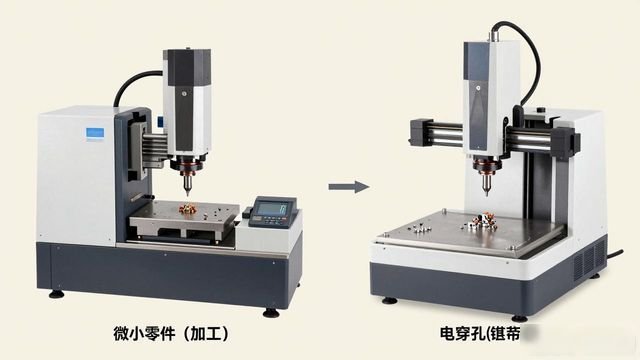
图5是传统的单一工序车铣加工微小零件产品的原理示意图。
图6是本发明的微小零件产品复合加工方法的原理示意图。
其含义为, 图中标记的: 30是零件外圆壁, 31是通孔, 32是头部片状工位, 33是尾部片状工位, 34是五边形槽, 35是小孔。
practical way of doing sth.
随即将附图结合起来对本发明予以进一步的描述, 以下所提及的实施例单单是用于更为清晰地阐释本发明的技术方案, 然而并不能够凭借此来对本发明的保护范围加以限定。
在图1、图2、图3以及图4呈现的情况下, 本发明所针对的微小零件产品涵盖零件外圆壁30, 该零件外圆壁30的内部开设有通孔31, 其零件外圆壁30从右往左按照次序设定成头部、中部以及尾部, 在零件外圆壁30的头部设有头部片状工位32, 于头部片状工位32上分布着10个小孔35, 零件外圆壁30的尾部安装有尾部片状工位33, 在尾部片状工位上分布着10个小孔35, 并且零件外圆壁30的尾部设置有五边形槽34。
具有尺寸小、薄壁、薄片以及微小钻孔这些特点的微小零件产品被本发明所针对, 将之利用传统单一工序车铣进行加工时, 主要存在的难点有: 两个圆片极易发生变形, 24个小孔容易出现破壁情况, 还会产生毛刺, 钻头也容易断裂, 究其原因竟然是加工时间漫长, 成本高昂, 而且成品率十分低。
如图 5 所示, 传统的那种单一工序加工工艺步骤是这样的: 先是 A001, 用钻头去钻那种通孔;接着是 A002, 对其进行车外圆操作;然后是 A003, 开展铣片状工位的工作;再之后是 A004, 进行反车外圆的动作;随后是 A005, 去钻 10 个小孔;跟着是 A006, 又一次车外圆;之后是 A007, 再次铣片状工位;再往后是 A008, 铣五边形;然后是 A009, 进行切断;最后是 A010, 钻 10 个小孔。此产品加工的难点主要就在于两片状上面的 20 个。
小孔, 针对此产品, 若在单一工序运用车铣中心来进行加工, 所需时长为590秒,要对它进行钻孔加工至得到20个小孔, 这一过程需要420秒, 其占整个产品加工时间的比例为 71%。
钻头用于加工20个小孔时, 常常容易出现断裂情况, 还会出现破边现象, 并且孔边缘的毛刺比较大, 而且没办法去除, 每一支钻头在加工时的寿命大概是50pcs产品, 这就致使加工该产品的时候成本很高, 效率十分低下, 成品率也很低。
如图6所示, 本发明提出了一种微小零件产品复合加工方法, 该方法具有一定特征, 具体涵盖如下步骤:

车铣加工步骤;电穿孔步骤。
作为一种较佳的实施例,所述车铣加工步骤具体包括:
步骤A101:用钻头钻通孔;
步骤A102,用车刀车削零件外圆壁的头部;
步骤A103,用铣刀铣削头部片状工位;
步骤A104,用车刀反车零件外圆壁的中部;
步骤A105,用车刀车削零件外圆壁的中部;
步骤A106,用铣刀铣削尾部片状工位;
步骤A107,用铣刀铣零件外圆壁的尾部的五边形槽;
步骤A108,切断零件外圆壁的尾部。
身为一种较为出色的实施例子, 电穿孔步骤具体涵盖这些: 办法是运用电火花放电打孔这种形式, 去处理零件外圆壁之上的头部, 以及尾部片状工位那里的小孔35。
作为一种较佳的实施例,小孔的直径为
作为一种较佳的实施例,小孔的个数为20个。
作为一种较佳的实施例,所述电穿孔步骤位于所述步骤A108中的切断零件外圆壁的尾部之后。
利用车铣中心对以下的小孔进行单一工序的钻孔加工, 一个需要20S, 24个孔的打孔时间在整个产品加工时间中所占比例为71%。
钻头用于加工小孔时, 容易出现断裂的情况, 还易产生破边现象, 并且孔边缘的毛刺比较大, 而且这种毛刺无法去除, 每一支钻头加工的产品寿命大概是50pcs, 这致使加工该产品的时候成本变高, 效率处于低下状态, 成品率也低, 成本提高的幅度接近50%。
本发明运用电火花放电打孔工艺来加工20个小孔, 具有诸多优点, 其一, 电火花打孔工艺成熟且稳定, 其二, 它能够解决机加工所面临的困难点, 其三, 可以将打孔时间缩短至4S一个, 其四, 不会产生毛刺, 其五, 良率提升至97%以上, 其六, 效率提高70%, 其七, 成本仅为机加工打孔的60%。
以上所讲的仅仅是本发明的优选实施方式, 需要指出的是, 对于本技术领域的普通技术人员而言, 在不脱离本发明技术原理的情况下, 能够做出若干的改进以及变形, 而这些改进和变形同样应当被视为本发明的保护范围。













No comments