
数控加工成本优化探讨
关注焦点是数控编程、车铣复合、普车加工等行业前沿方面的资讯, 还有生产工艺、加工中心以及有关模具、数控等领域的专业内容。在这些里面, CNC零件成本问题是核心议题。那么, 到底有哪些因素会对CNC零件加工成本产生影响呢?
首先, 影响CNC零件价格的关键因素是加工时间, 在CNC machining里, 加工时间常常占据主要成本比例。其次, 启动成本也是不可被忽视的一方面, 它主要和CAD文件准备以及工艺规划有关, 特别是在小批量生产当中, 这一成本的影响更为突出。此外, 材料成本以及材料加工的难易程度也会对总体成本造成重大影响。最后, 其他制造成本也是不能被忽视的, 比如说在设计有着具有特殊要求的零件之际, 或许是需要采用特殊的工具的, 还要有更严格的质量控制, 以及包含更多的加工步骤, 这些情况都会对总制造时间(和价格)造成影响的。
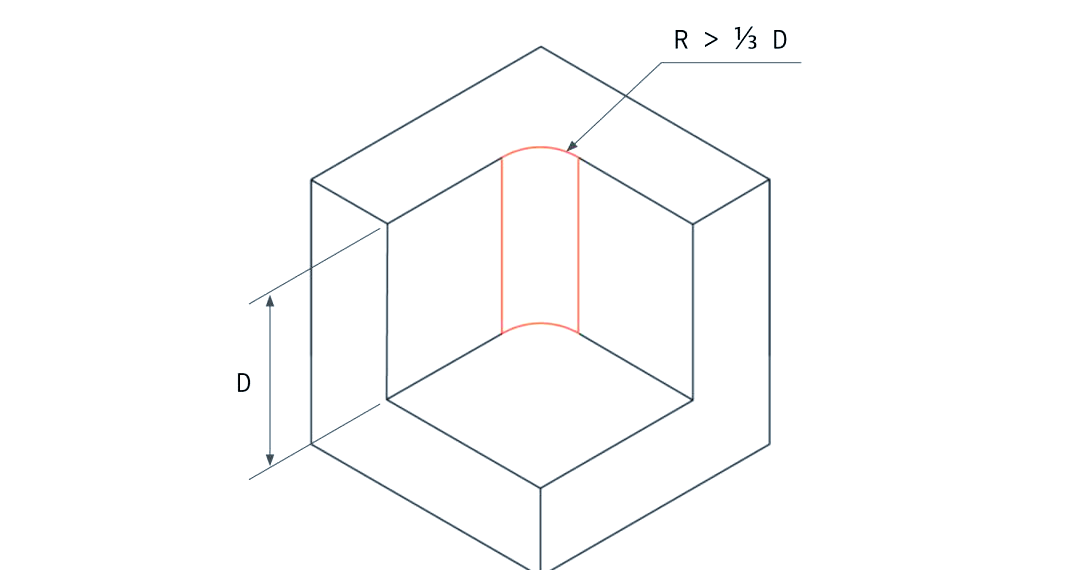
先明确了CNC成本的产生源头, 之后, 我们紧接着探讨怎样借由优化设计去削减这些成本, 一个可行的办法是于内部垂直边缘处增添半径, 具备圆柱形状是所有CNC铣削刀具的特性,切削型腔边缘时会生成一个半径, 所以经由调整设计把这个半径缩小, 能够降低加工难度与成本, 当然, 要在确保零件功能性与质量的条件下开展权衡与优化。
![图片[1]-如何有效降低数控加工成本-大连富泓机械有限公司](/wp-content/uploads/2026/06/1782476464577_0.png)
最小化成本策略:
在空腔深度至少达到1/3的位置添加半径,且半径越大越好。
推荐在所有内部边缘采用统一的半径设计。
于型腔底部之处, 能够指定一个相对较小些的半径, 像5毫米或者1毫米那样, 或者完全不去指定半径。
在理想的状况之下, 拐角处的半径应当稍微大于用于加工型腔的刀具半径。如此一来能够减轻刀具上所承受的负担, 进而降低制造成本。比如说, 要是您的设计当中包含一个深度为12毫米的型腔, 那么建议在拐角处增加5毫米或者更大的半径。这会使得半径为4毫米的ø8毫米刀具能够以更高效率进行切割。
除此之外, 还需要留意对型腔深度加以限制, 在某些情形之下;如果需要在内边缘形成尖角, 比如当矩形零件要嵌入型腔的时候;那么可以考虑采用具备咬边特征的形状设计, 而不是单纯地减小内边缘的半径。
![图片[2]-如何有效降低数控加工成本-大连富泓机械有限公司](/wp-content/uploads/2026/06/1782476464577_1.png)
加工深腔会明显提高CNC零件的制造成本, 原因在于要去除诸多材料, 这不但耗费时间还兴许损刀具。要明白, CNC刀具的切削长度是有界限的, 一般而言, 当切削深度抵达其直径的2至3倍时, 刀具的工作效率是最高的。譬如, 一个直径为12毫米的铣刀能够稳妥地切割高达25毫米深的型腔。
尽管从理论层面来讲, 能够切割更为深的型腔, 达成刀具直径的4倍或者更深的程度, 然而这会十分显著地增大成本, 并且或许要有需要使用专用工具或者多轴CNC系统的情况。另外, 在对型腔实施切割之际, 务必要保证刀具倾斜到正确的切割深度, 与此同时还要提供充足的空间以便能够获得平滑的入口。
为把成本减到最小, 提议把所有空腔深度限定在其长度4倍以内(也就是XY平面上的最大尺寸), 同时, 加厚薄壁的厚度也是一项关键考量, 除非重量是主要设计考虑点, 不然厚实心截面通常更稳定且制造花费更低, 所以应作为优先选择, 防止加工薄壁时出现变形或断裂状况, 要在较低切削深度下多次走刀, 另外, 薄特征易引发振动, 故而精准加工它们既具难度又会延长加工时间。
![图片[3]-如何有效降低数控加工成本-大连富泓机械有限公司](/wp-content/uploads/2026/06/1782476464577_3.png)
最小化成本:
要留意, 金属制的零件能够实现的极小壁厚是5毫米, 可塑造为0毫米的是塑料, 然而这些极小壁厚数值得按照实际情形去评定其具备的可加工性能。
除此之外,于设计当中应当对螺纹的长度予以限制。因为可能需要用到特殊工具, 所以指定出较长的螺纹或许会使CNC零件的制造成本有所增加。与此同时, 需要牢记, 当螺纹长度超过孔直径的5倍的时候, 并不会额外增加连接的强度。
![图片[4]-如何有效降低数控加工成本-大连富泓机械有限公司](/wp-content/uploads/2026/06/1782476464577_5.png)
最小化成本:
技巧5:标准化孔尺寸
基于标准尺寸的孔展开设计, 可借助CNC具备的高效且高精度特性的钻头来实施快速加工。要是选用并非标准尺寸的情况, 那就得运用立铣刀去加工, 如此一来会致使成本出现上升。
同时, 所有孔的深度要控制在直径的4倍以内, 以此来确保加工是经济且高效的。虽说能够制造更深的孔(像直径的10倍那样), 可如此的设计也许会让加工的难度和成本都增加。
![图片[5]-如何有效降低数控加工成本-大连富泓机械有限公司](/wp-content/uploads/2026/06/1782476464577_6.png)
最小化成本:
技巧6:仅在关键时刻设定严格公差
一旦设定严格公差, 就会致使CNC的加工时间被延长, 进而增加手动检查的需求, 最终导致成本增加, 所以, 若不是必要情形, 不建议设定过于严格的公差。当技术图纸上没有明确指定公差时, 零件会依照标准公差(像±125毫米或者更高)来进行加工, 这一般对于大多数非关键特征来讲是足够的。
严格公差的内部特征, 要实现起来是特别困难的。在对交叉孔或者空腔进行加工之际, 材料发生变形, 这有可能致使边缘出现微小缺陷, 也就是毛刺。这类零件需要经过手动检查, 还要进行去毛刺处理, 这不但耗费时间, 而且还增加了成本。
最小化成本建议:
实施于技术图纸里的几何尺寸跟公差标注, 也就是所称的GD&T, 能够对降低数控加工成本起到有利于的作用, 这是由于该标注一般规限的公差是比较广泛的。然而需要留意的是, 若想将这些标注起到有效的运用, 是需要具备深厚的关于设计方面的知识的。 句号。
而且, 让机器设置数量维持在最少水平, 同样是削减成本的要点所在。频繁地进行旋转动作或者重新调整零件的位置, 会致使制造成本有所增加, 毕竟这些举措常常得靠人工去完成。针对于形状繁杂的零件而言, 很有可能要定制夹具, 这毫无疑问会使得成本作进一步的提升。格外复杂的几何形状甚至于有可能需要多轴 CNC 系统, 这会让成本显著地往上升。
把零件分解成能够于一次CNC加工设置当中达成的几何图形, 借助螺栓连接或者焊接来开展组装, 这对有着深型腔的零件也是适用的。于设计里, 应当努力去创建依靠仅一种设置就能加工完毕的零件。要是没办法达成, 那就能够把几何图形划分成多个部分, 用来方便后续的组装。另外, 要格外留意防止设计出具备高宽高纵横比的小特征, 因为它们于加工期间很容易产生振动, 进而对加工精度造成影响。为使这些特征的刚度得以提高, 故而建议把它们与更为厚实的壁连接在一起, 或者运用支撑肋作出加强稳固处理, 理想的情形是每一侧各自都有一个支撑肋。
最小化成本:
l 设计特征时,应确保其宽高比小于4,以降低加工成本。
l 为提高小特征的刚度,可将其与墙壁相连或添加支撑结构。
提示9:避免在CNC加工零件的表面上添加不必要的文字。
这会致使额外的加工时间以及成本被增加, 要是的确存在需要于表面之上添加文字这种情况, 那么建议采用像丝印或者喷漆这类表面精加工方法。如此一来会变得更加经济高效。
最小化成本:
在CNC对零件进行加工一事上, 要去避免那些并非必要存在的文字以及字母, 就为了能够减少加工所需要耗用的时间以及开销成本。要是确实必定是需要有文字的情况, 那么建议采用雕刻的方式而并非浮雕这种形式, 目的在于降低材料那个被去除的量情况。
提示10:关注材料可加工性
材料被切割的难易程度, 被称作可加工性, 它会直接对CNC加工速度以及成本产生影响。一般而言, 软并且具备延展性的金属合金, 会更加容易被加工。在进行Material Selection时的话, 优先去考虑那些具有良好机械加工性的选项, 特别是要是订单的量比较大的情况, 这样能够降低成本.
提示11:考虑散装材料成本
用于CNC加工零件的价格, 关键因素在于材料成本, 例子是铝6061, 它借助低成本以及优良的可加工性, 成为制造金属原型的理想选择, 挑选材料之时, 要注重批量成本, 特别是针对小批量订单, 目的在于实现成本节约。
提示12:精简表面处理
即便表面处理能够对 CNC 加工零件的外观以及耐候性作出提升, 然而这也会致使成本有所增加。要是对同一零件开展多种表面处理, 将会使价格得到进一步提升, 原因在于这需要额外的工序。所以, 于选择之际, 应当优先去考量加工之后的自然表面光洁度, 并且唯有在绝对必要的情形下才提出特殊表面处理的要求。
提示13:合理规划空白大小
整体成本受胚料尺寸影响显著, 为确保加工精度, 就必须有从零件边缘去除一定量材料的操作, 此情况在大批量订单里尤为明显, 依据经验, 毛坯尺寸起码得比端部大3毫米, 以此来优化成本与精度。
![图片[7]-如何有效降低数控加工成本-大连富泓机械有限公司](/wp-content/uploads/2026/06/1782476464577_12.png)
最小化成本:
CNC 加工零件进行设计时, 试着去使尺寸处于一种比标准毛坯尺寸小 3 毫米的范围之内。
依据常用坯料尺寸表, 或者大型材料供应商的目录, 去查阅更为全面的尺寸参考。













No comments