
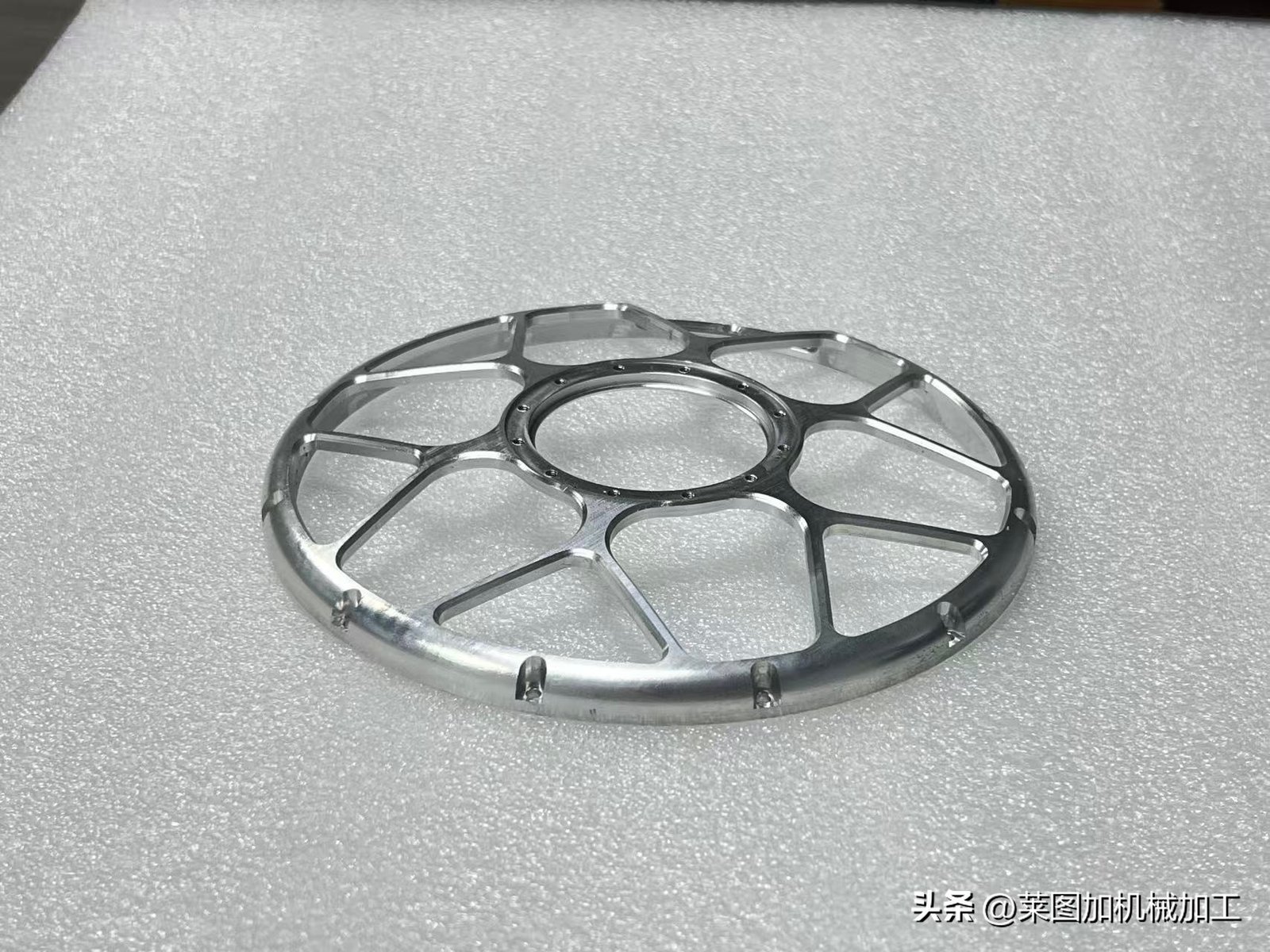
Humanoidirobottien T&K-ketjussa keveys on ikuinen teema, ja moottorin rasituksen vähentämiseksi ja tilan jättämiseksi valikoimaan insinöörit pyrkivät koverruttamaan jokaisen alumiiniseoksesta valmistetun rakenneosan, joten erittäin ohutseinäisistä osista, joiden seinämän paksuus on 0,5-1,0 mm, on tullut normi.
Mutta niille, jotka tekevät koneistustyötä, tämäntyyppiset osat ovat kuin “painajainen” yleensä. Työpajassa on sellainen sanonta: että ohutseinäisiä osia ei rakenneta normaalilla käsittelyllä, vaan ne on täysin “taivutettu” muodon saamiseksi. Kun se vain puristettiin, siitä saattoi tulla hetkessä litteä; kun se juuri leikattiin, se saattoi heti taipua.
Se, mitä käsittelet, voi olla “illuusio” koosta.
Monet insinöörit junior-tasolla törmäävät hyvin outoon tilanteeseen, eli sen jälkeen, kun osa on asennettu työstökoneeseen, erittäin tarkkojen mikrometrien käyttö mittaamiseen löytyy, koko tarkka siinä määrin, että virhemarginaali on vain 0,01 mm. Kuitenkin odottamatta, kun osa vapautetaan ruuvipenkistä, osa kutistuu välittömästi 10 filamenttia, eli 0,1 mm.
Peruslogiikka on: lineaarinen kimmoisa palautuminen.
Ohutseinäisten osien jäykkyys on erittäin huono, puristusvoiman vaikutuksesta se on tuottanut paljaalla silmällä vaikea nähdä puristamisen muodonmuutosta, olet osissa “litistynyt” tässä tilassa leikkauksen vakiokoon mukaan, ja niin ulkoisen voiman vetäytyminen, osat rebound, kova työsi ja koneistuksen tarkkuus ja tulevat välittömästi tyhjäksi.
Suzhoun Garfield-kissan kauttatarkkuusvalmistusLeituga Technologyn (Leituga) 15 vuoden kokemuksen perusteella olemme kehittäneet “muodonvalvontaohjelman”, joka koostuu kolmesta eri tavasta lukita toleranssit.

“Sisäisen lujuuden” prosessin muodon hallinta: ensin “löysä luu” ja sitten “kasvojenkohotus”, jäännösjännitysten kesyttäminen.
Materiaalit, kuten 6061 tai 7075, joita käytetään yleisesti alumiiniseoksesta valmistetuissa aihioissa, eivät ole staattisia kuolleita painoja, vaan niissä on valtavia jäännösjännityksiä, jotka muodostuvat aihion valmistuksen, puristamisen ja lämpökäsittelyn aikana ja jotka ovat herkässä tasapainotilassa.
1. Stressin vapautumisen “perhosvaikutus”.”
Kun 80 prosenttia materiaalista on leikattu pois, vetävässä tasapainotilassa ollut voima katkeaa, ja osa on kuin jousi, joka on vedetty erilleen, ja se jatkaa ryömimistä leikkausprosessin aikana, ja jos se työstetään suoraan valmiiseen kokoon yhdellä hengenvedolla, osa voi taipua seuraavana päivänä kuin “väännettynä”.
2. Ohjelma: karhennuksen ja viimeistelyn täydellinen erottaminen toisistaan.
Noudatamme “step release” -periaatetta:
Karhennus on työstö, jossa suuri osa karauksesta poistetaan suurella syötöllä. Tämän prosessin aikana kappaleeseen kohdistuu voimakkaita muodonmuutoksia, jotka eivät ole huolestuttavia, vaan niiden annetaan jäädä tähän virtaustilaan.
Välikypsytysvaiheessa osa puretaan ja asetetaan vakiolämpötilaan 24 tunnin luonnolliseksi kypsytykseksi tai keinotekoisesti lämpökypsytykseksi. Tämän tarkoituksena on antaa osan sisäisten jännitysten “vapautua” kokonaan ilman rajoituksia.

Viimeistelyvaiheessa osa on jo muuttunut vakaaseen tilaan, ja sen jälkeen suoritamme puristustoiminnon uudelleen poistamalla vain jäljelle jääneet 0,2 mm reunamateriaalia, ja koska leikkausmäärä on erittäin pieni, uudet jännitykset ovat lähes mitättömiä ja tarkkuus luonnollisesti säilyy.
Muodonvalvontaprosessin “ulkoinen voima”: “kahden pisteen puristuksesta” “360 asteen lempeään syleilyyn”.”
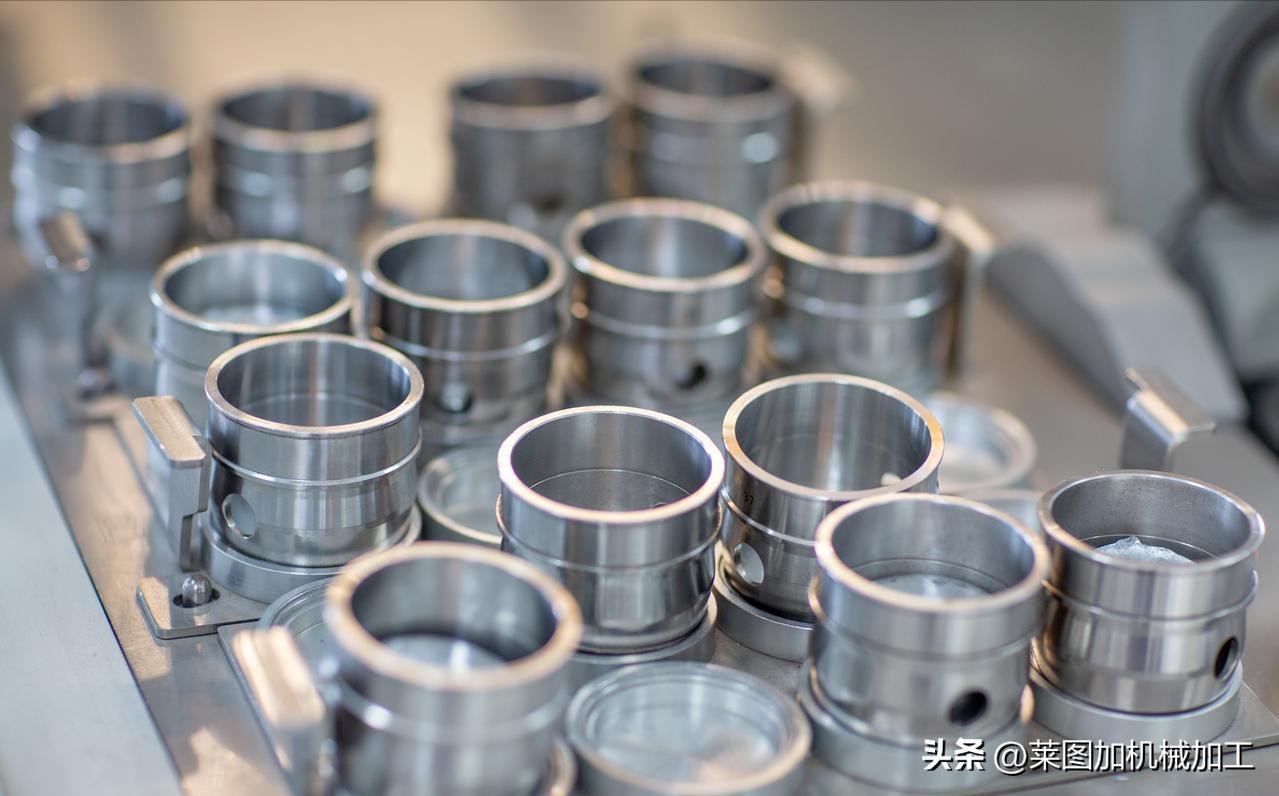
Ohutseinämäisille osille perinteinen ruuvipuristin tai kolmileukaleukan jousi on “luonnollinen vihollinen”, koska pisteestä pisteeseen kohdistuva voimakeskittymä aiheuttaa suoraan sen, että ohutseinämäisestä renkaasta tulee “kolmio” tai “soikea”. "Soikea".
1. Ohjelma: Kaiken kattavat suomutetut pehmeät kynnet.
Jokaiseen nivellettyyn koteloon räätälöidään pari viuhkanmuotoista pehmeää kynttä, jotka kiertyvät osan ulkokehän ympärille ympärivuotisesti, niin ettei mitään jää jäljelle, 360 asteen kulma ei ole kuollut.
Fyysiset ja loogiset toiminnot, joilla keskitetyt kuormat muutetaan tasaisesti jakautuneiksi kuormiksi, samantyyppinen puristusvoima, joka jakautuu koko kehälle, erittäin pienet voimat pinta-alayksikköä kohti, sekä paineenalennusventtiilit ilmanpaineen hallitsemiseksi varmistavat, että osa on mahdollisimman luonnollisessa geometrisessa tilassa koneistuksen aikana.
2. Edistynyt ohjelma: vaiheenvaihdon tukiprosessi (täyteaine)
Joidenkin osien, kuten muotoiltujen, ohutseinäisten ja sisäpuolelta ulkonevien osien, kohdalla ongelmaa on vaikea ratkaista pelkällä ulkoisella kiinnityksellä. Tällaisissa tapauksissa käytämme niin sanottua “äärimmäistä asetta”:
Sulaa matalan sulamispisteen seoksia tai teollisia vahatäytteitä ruiskutetaan osien sisäisiin onteloihin, ja kun ne jähmettyvät, ohutseinäiset osat muuttuvat hetkessä niin sanotuiksi “kiinteiksi osiksi”. Kappaleen jäykkyys kasvaa huomattavasti ja leikkaamisen aiheuttamat tärinät vaimentuvat kokonaan. Koneistuksen jälkeen ne voidaan palauttaa ilman vaurioita yksinkertaisesti lämmittämällä.
Muodonvalvontaprosessin “mikro”: nopea valoleikkaus, anna lämmön “lähteä” rautalastujen kanssa.”
Ohutseinäisissä osissa, jotka ovat erittäin herkkiä leikkauslämmölle, alumiiniseoksilla on suuri lämpölaajenemiskerroin, ja kun paikallinen lämpötila nousee 20 astetta, mitat voivat pienentyä kahdella säikeellä.
1. Ohjelma: suuri nopeus, pienet syötöt, monitaajuus
Tyypillisesti käytämme suurnopeuskaroja, joiden kierrosnopeus on yli 15 000 kierrosta minuutissa, ja teräviä timanttipäällysteisiä työkaluja, joissa työkalut on päällystetty DLC-pinnoitteella.
Nopea leikkaus ja harvennus saada: ydin logiikka piilee “leikkaus lämmönsiirto hystereesi ominaisuudet”, lämpö ei ole vielä ollut mahdollisuus suorittaa osaan itse, on jo nopea lentää pois siru ottaa pois, 90 prosenttia lämpöenergian yhdessä siru lähteä, osat ovat aina säilytetään huoneenlämpötilassa kunnossa.
2. Työkalun geometrian optimointi
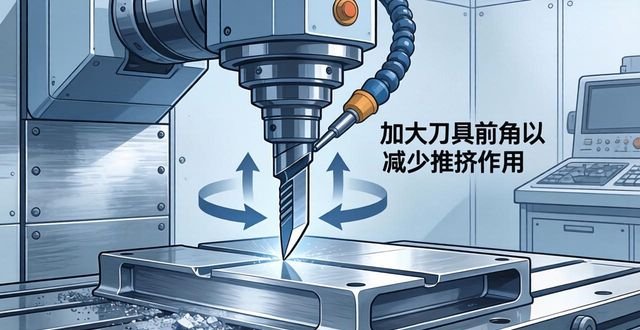
Lisäämme erityisesti työkalun harjakulmaa niin, että leikkuureuna on yhtä terävä kuin skalpelli, mikä minimoi “työntövaikutuksen” leikkausprosessin aikana ja vähentää siten säteittäisiä leikkausvoimia.
Rehellinen neuvo insinööriltä: miten T&K-vaihe sopii tähän?
Kun työskentelimme humanoidirobotin kehitystiimin kanssa, huomasimme, että monet muodonmuutokset voitaisiin itse asiassa välttää jo suunnitteluvaiheessa.
Prosessikielekkeet lisätään tilapäisen vahvistuksen lisäämiseksi ilman, että ne häiritsevät liiketilaa, ja ne poistetaan työstön päätyttyä.
Vältä teräviä sisäkulmia, sisäkulmia niin pitkälle kuin mahdollista jättää R-kulma, ja R-kulman on oltava yli 0,5 jännityskeskittymien välttämiseksi.
Materiaalin valintaa koskeva ennuste on, että jos vakauden vaatimukset ovat erittäin korkeat, etusijalle asetetaan 6061-T651-tyyppiset esijännitetyt alumiinilevyt, jotka on osittain jännityksenpoistettu ennen kuin ne viedään kentälle.

kirjoita loppuun
Kun humanoidirobottien ohutseinäisiä osia työstetään, ei ole kyse siitä, kenellä on kalliimmat työstökoneet, vaan siitä, kenellä on parempi käsitys materiaalin ominaisuuksista.
Suzhou Kafka Cat Precision Manufacturing Technology Co., Ltd, joka tunnetaan myös nimellä Letuga, meillä on 15 vuoden kertyminen taustalla tarkkuusvalmistuksen alalla saostunut kertyminen liittyvät, meillä ei ole vain viisi-akselinen CNC, sekä jyrsintä-sorvaus komposiitti keskus, ja täydellinen joukko täydellisen prosessin SOPs osia humanoidi robotit.
Tarkkuusindeksi: Ohutseinäisten osien toleranssi on ±0,01 mm.
Joustava toimitus: Tukea 1-kappaleen käynnistystä robotin kehittämisen tiheän iteraation tarpeisiin.
Erittäin nopea vastaus, 3 päivää näytteenottoon, 5-10 päivää pienen erän toimitukseen, jotta prototyypin virheenkorjaus ei tuota viiveilmiötä osien käsittelyssä.
Jos sinulla on hallussasi piirustus tällaisesta ohutseinäisestä osasta, ota rohkeasti yhteyttä. Autamme sinua kiinnitysratkaisujen, jännityslaskelmien ja työkaluratojen kanssa prosessin kaikilla tasoilla.













Ei kommentteja