
皆さん、こんにちは。
CNCカーのマニュアル・プログラミングのテクニックを簡単にマスターできるよう、次はプログラミングの例をたくさん紹介しよう。
![图片[1]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_0.png)
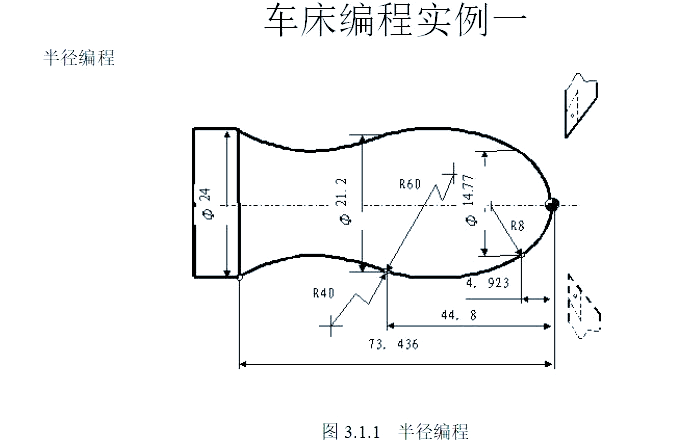
3110(メイン手続きプログラム名)
N1 G92 X16 Z1(座標系の設定と工具設定点の位置の決定)
N2, G37, G00, Z0, M03, この操作は、サブルーチンの最初に移動し、スピンドルを正回転させるためのものである。
N3 M98 P0003 L6(サブルーチンを呼び出し、6 回繰り返す)
N4 G00 X16 Z1(ツール設定ポイントに戻る)
N5 G36(半径プログラミングモードの解除)
N6 M05(スピンドル回転停止)
N7 M30(メインプログラム実行完了、リセット)
0003(サブルーチン名)
N1、G01 命令が与えられ、U-12 パラメータが設定され、F100 速度が指定され、工具は切削開始位置まで送り動作を行い、その後の切削代を残す。
N2、G03、U7.385、W-4.923、R8、半径R8の円弧セグメントの加工用。
半径 R60 の円弧の部分を加工し、その半径を N3 U3.215 W - 39.877 の位置で 60 とする!
N4命令により、接線の方向を見ながら半径40の円弧セグメントを加工するために、U軸を1.4だけ動かし、W軸を28.636だけ反対方向に動かすようにG02コードを実行する。
N5 G00 U4 (機械加工面からの後退)
N6 W73.436(サイクル開始Z軸位置に戻る)
N7、G01、Uマイナス4.8、F100の各サイクルで切り込み深さを変更する。
N8 M99(サブルーチン終了、メインプログラムに戻る)
![图片[2]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_1.png)
3305
N1、G92、X100、Z10、これは座標系を設定することであり、目的は工具設定点の位置を決定することである。
機械の座標系でX軸を16の値に移動し、Z軸を2mmの値に移動する。
N3、G01命令で、U値10、W値マイナス5、F値300(45度の3倍の角度で面取り加工を行う)。
N4 Z-48(Φ26外径サークル加工)
N5 U34 W-10(最初のテーパーセクションをカットする)
N6 U20 Z-73(2つ目の円錐セクションをカット)
N7 X90 (工具は安全な位置に収納される)
N8 G00 X100 Z10(工具計測点位置に戻る)
N9 M05(スピンドル回転停止)
N10 M30(メインプログラム実行完了、リセット)
![图片[3]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_2.png)
![图片[4]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_3.png)
3310
N10,G92,X70,Z10、これは座標系を設定するもので、その目的は工具計測点の位置を指定することである。
N20、G00命令が実行され、U軸はマイナス70距離、W軸はマイナス10距離移動し、最終的には予め設定された始点からワーク前面の中心まで移動することを目標とする。
N30という単語、G01のようなコード、U26のようなパラメータ、C3のようなパラメータ、F100のような速度値を持つこの命令は、3×45度の直角面取り動作を実行するために使用される。
N40 W-22 R3(丸みを帯びたR3)
CNC加工コードはN50で、U値は39、W値はマイナス14、C値は3である。
N60 W-34 (Φ65外丸加工)
N70 G00 U5 W80(番組編成のスタート地点に戻る)
N80 M30(スピンドル停止、メインプログラム終了、リセット)
![图片[5]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_4.png)
![图片[6]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_5.png)
3312
N1コードは、G92命令を適用して座標系を設定し、X座標を50、Z座標を120に設定することで、工具設定点の位置を明確にする。
N2、M03、S300、この状態ではスピンドルは毎分300回転で回転している。
増速段が1.5mm、切り込みが0.8mmである糸のスタート位置に直接移動し、水平座標番号29.2、垂直座標番号101.5まで素早く移動する。
N4を取り、命令G32、特定位置Z19、F1.5は送り速度を表し、糸は端に向かって切断され、減速部の範囲は1mmに対応する長さを指し、これはケースである。
N5 G00 X40(X軸早戻し)
N6 Z101.5(ネジ切り開始までZ軸早戻し)
N7では、X軸が手前に向かって高速移動し、ねじ切り開始位置に到達し、切り込み深さは0.6mmである。
N8 G32 Z19 F1.5(ネジ切りは最後まで行う)
N9 G00 X40(X軸が再び速く戻る)
N10 Z101.5(Z軸が再びスレッドのスタート地点まで素早く戻る)
N11、X28.2、つまり、X軸はねじの始点に向かって速く移動しなければならないが、切り込みは0.4mm周期である。
N12 G32 Z19 F1.5(3本目の糸を最後まで切る)
N13 G00 X40(X軸3速リバース)
N14 Z101.5(Z軸3段目ラピッドバックオフ~スレッドスタート)
N15、U - 11.96、X軸はねじの始点に向かって高速で移動し、切り込みは0.16mm。
番号N16は、G32命令を実行し、毎分1.5回転の切削速度でW軸に沿って負の方向に82.5ユニット移動させるもので、この動作は新端へのねじ切り動作である。
N17 G00 X40(X軸早戻し)
N18 X50 Z120(工具計測ポイントに戻る)
N19 M05(スピンドル回転停止)
N20 M30(メインプログラム終了とリセット)
![图片[7]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_6.png)

N1、G92、X40、Z5、この操作は、特定のコマンドを使用して、まったく新しい座標系を設定するもので、工具計測点の正確な位置をピンポイントで特定することを目的としています。
N2、M03、S400では、スピンドルのスイッチが入り、毎分400回転の速度で回転する。
N3 G96の指令に従ってライン速度を毎分80メートルに設定し、一定ライン速度モードを有効にする。
CNCコードN4は、工具をX座標値0まで急速に移動させるよう指示し、その間に主軸回転数を指定された最高回転数の限界に達するまで徐々に増加させる。
N5プログラム部では、作業送りモードであるZ軸方向がゼロの位置でG01命令が実行され、工具がワークに接触した後、送り速度を毎分60mmに設定して切削動作を開始する。
R15の円の半径に沿って時計回りに、N6 G03 U24 W-24 R15。
N7、G02、X26、Z-31、R5 は、R5 のような円弧の半径を基準とした反時計回りの加工を行う。
N8 G01 Z-40(Φ26外径部の継続加工)
N9 X40 Z5 (加工終了後、工具は素早く工具計測ポイントに戻る)
N10、G97では、直線速度一定モードはキャンセルされ、スピンドルは300r/minの速度で連続回転します。
N11 M30(主軸回転停止、メインプログラム実行終了、リセット)
![图片[9]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_8.png)
![图片[10]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_9.png)
![图片[11]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_10.png)
![图片[12]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_11.png)
![图片[13]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_12.png)
N8、G00、X44(これは仕上げ輪郭の開始ステップであり、ツールは高速移動でΦ44外円に到達する)。
このとき、N9プログラムセグメントが実行され、G01は工程指示、W-20はZ軸の負方向への20の移動、F80は送り速度が毎分80mmで、直径44の外接円を仕上げる動作であることを示す。
N10を操作してU-10を制御し、次にW-10を操作する。W-10はコーンの微細加工工程で、X軸とZ軸を同時に動かす。
直径34の外接円の微細加工を続けながら、Z軸をマイナス方向に移動する。
N12、G03の指示で、Uの値がマイナス14、Wの値がマイナス7、Rの値が7。これはR7のアークを仕上げるためのもので、時計回りに走っている。
直径20の外接円を仕上げるために、直線補間モードでZ軸を負のW方向に10移動させるN13命令を実行し、この動作後もZ軸は負の方向に移動し続ける。
N14、G02の指示、Uマイナス10、Wマイナス5、R5、これはR5のアークを終えるためのもので、反時計回り。
N15,G01コマンドは、Z軸をワーク底面に向かって負軸方向に移動させると同時に、直径Φ10の外接円の微細加工を行う。
N16、Uマイナス4、Wマイナス2の順で、仕上げ面取りのツーバイフォー作業を表し、輪郭仕上げは終了する。
N17、G40、X4は、加工済みのサーフェスから抜ける手段として使用され、これにより工具先端の円弧半径補正がキャンセルされる。
N18 G00 Z80 コマンドは、工具がワークの上の安全な位置まで急速に移動したときに実行されます。
N19 X80 (プログラム開始位置または工具交換位置への工具早送り)
N20 M30(主軸回転停止、メインプログラム実行終了、リセット)
![图片[14]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_13.png)
![图片[15]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_14.png)
3327
G55座標系を選択した状態で、N1 G59 G00コマンドでX値80、Z値80へのクイック移動が渡される。
N2 M03 S400(スピンドルは正回転400r/min)
毎分100ミリの送り速度で、X軸座標が46、Z軸座標が3に相当するサイクルの開始点に到達することを目標に、線形補間が実行される。
N4 命令では、G71 命令で荒加工サイクルを開き、荒加工を 1.5mm、バックオフ量を 1、プログラムセグメント番号を P5 から Q13 まで、X 軸仕上げ加工を 0.4mm、Z 軸仕上げ加工を 0.1mm に設定します。
N5 G00 X0(面取り開始位置へのクイックポジショニング)
N6プログラムセグメントでは、G01命令が実行され、X軸が10mm前進し、Z軸が2mm下降し、この動作は精密旋削状態での2×45°面取り動作である。
N7プログラムセグメントを実行し、Φ10外接円の微回転動作を行い、Z軸を-20mmの位置まで下方向に移動させる。
N8 CNC命令、G02コード、U10値、Wマイナス5値、R5円弧の説明、この命令は半径5の円弧のセクションを仕上げ旋削するために使用され、反時計回りに加工される。
直径20の外接円を精密回転させる場合、G01命令を実行するN9プログラムセグメントは、軸の方向に10単位(ここでの単位は、ミリメートルなどの特定の測定単位であってもよい)だけ下方に移動し続ける。
N10、G03 命令、U14、W マイナス 7、R7、これは R7 の円弧を回す仕上げの動作であり、時計回りである。
N11,G01コマンドで、Z軸は-52mmの位置に達するまで下方に移動し、これはΦ34外接円を微調整するための操作ステップである。
N12 U10 W-10(外周円錐部分の微調整)
N13 W-20(Φ44外径精密旋削、仕上げ輪郭加工)
N14 X50(出口加工面)
N15 G00 X80 Z80 (工具計測ポイント位置へのクイックリターン)
N16 M05(スピンドル回転停止)
N17 M30(メインプログラム実行完了、リセット)
![图片[16]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_15.png)
![图片[17]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_16.png)
3333
ワーク座標系を設定し、工具設定点を特定の指定位置に置き、X座標が100、Y座標が80になるようにN1 G92操作を行う。
スピンドルが毎分400回転の速度で正回転するように始動させる。
N3、G00、X6を同時にトリガーし、Z3も同様にトリガーする。この操作は、内側端面の荒削りサイクルの開始に素早く移行するためのものである。
N4、G72、W1.2、R1、P5、Q15、Xはマイナス0.2、Zはプラス0.5、Fは100の値をとり、内周面の粗切削のサイクルを実行し、切削の関連パラメータを設定する。
CNCプログラミング命令のN5コード下のG00命令の機能は、仕上げ輪郭の開始位置から、面取り延長部が位置する位置まで高速トラバースで工具を位置決めできるようにすることである。
N6, G01 command, U6, W3, F80, これは2×45°の面取りを微細に旋削するための操作条件であり、送り速度と切削量の設定を含む。
N7 W10 (外接円Φ10の精密旋削、Z軸は-10mmまで移動)
R2 の円弧を微回転させる操作は、W2 R2 とともに、特定の指示 N8 G03 U4 により、進行方向を反時計回り方向にして行われる。
N9プログラムセグメントを実行し、G01命令を操作して旋盤工具をZ45端面仕上げ用のX30位置に移動する。

直径30の外接円を精密回転させ、N10プログラムセグメントでZ軸が底に向かって移動し、マイナス34mmの位置まで移動するようにする。
N11 X46(Z34でターン終了、X46の位置に移動)
N12 命令、G02 コード、U8 の移動量、W4 の移動量、R4 の半径値を実行し、R4 の微回転円弧動作を時計回り方向に行う。
N13、G01命令でZ値がマイナス20の場合、直径5-4の外接円を仕上げる際に、Z軸をマイナス20ミリまで移動させるために使用する。
テーパー面を仕上げ加工するには、送り速度と同様に切り込み深さを設定し、N14、U20、W10も該当する作業範囲にする。
N15 Z3(Φ74外周仕上げ旋削、輪郭仕上げ加工)
N16 命令では、G00 モードで、X 軸は 100 の位置へ、Z 軸は 80 の位置へ移動し、工具設定点位置へ素早く戻ることで加工が完了します。
N17 M30(主軸停止、メインプログラム実行完了、リセット)
![图片[19]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_18.png)
![图片[20]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_19.png)
![图片[21]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_20.png)
![图片[22]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_21.png)
![图片[23]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_22.png)
![图片[24]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_23.png)
![图片[25]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_24.png)
![图片[26]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_25.png)
φ60mm、外周φ22mmの粗加工で、加工代は0.5mm。使用する工具は、荒加工用円筒オフセット・カッターT01と、幅2mmの溝入れ用カッターT02である。 加工手順は、まずφ22の端面を加工し、次にφ60mmの外接円を0.5mmの取りしろで荒加工し、次にφ22mmの外接円を0.5mmの取りしろで荒加工し、最後に長さが105.5mmになるように切断する。加工手順の詳細は表7-10を参照。
その後、粗加工したφ22mmの外輪をクランプし、向きを逆にしてφ25mmの外輪を粗加工する。この工程で使用する工具は、荒加工用工具(T01)と仕上げ加工用工具(T03)である。加工工程は、まずφ25の端面を加工し、次にφ25の外周円を0.08mmのマージンで粗加工し、最後にφ25の外周円を仕上げ加工する。具体的な加工手順は表7-11を参照されたい。
その後、φ25mmの外輪を銅パッドでクランプして位置合わせを行い、φ22mmの外輪を仕上げ加工する。使用工具は精密円筒加工用ポジオフセット工具(T03)。加工工程は、まずφ22mmの外輪を仕上げ加工し、次にφ60mmの外輪を仕上げ加工する。加工手順の詳細は表7~12を参照されたい。
![图片[27]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_26.png)
![图片[28]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_27.png)
![图片[29]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_28.png)
![图片[30]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_29.png)
![图片[31]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_30.png)
![图片[32]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_31.png)
φ50mmの外輪をクランプし、アライメント作業を行う。その後、φ34mm外輪の粗加工、φ42mm外輪の加工、2×0.5溝の切削加工を順次行う。この工程では、外径加工にはオフセットがプラスの工具(T01)、溝加工には幅2mmの工具(T02)を使用する。
外周φ42mmにマージンを持たせて粗加工を行い、次に外周φ34mmにマージンを持たせて粗加工を行い、次に外周φ42mmに仕上げ加工を行い、次に溝入れ加工を行い、最後にワークを切り落とす。関連する加工手順を表7~15に詳しく示す。
以上の工程を経て、ソフトジョーでφ34mmの外輪をクランプし、内孔を加工する。使用する工具は、45°フェースカッター(番号T01)、内径旋削工具(番号T02)、溝入れ工具(番号T03)で、幅は4mm。加工工程は、まず端面を加工し、次に直径φ22mmの内径を粗加工し、次に直径φ22mmの内径を細加工し、最後に溝入れ加工を行い、溝入れの大きさはφ24×16である。 具体的な加工手順は表7-16を参照されたい。
次に、ワークをマンドレルにセットし、2つのセンターでクランプした後、φ34mmの外輪を仕上げ加工する。使用する工具は仕上げ工具T01で、加工ステップはφ34mmの外輪を仕上げるだけであり、具体的な加工手順は表7-17で確認できる。
![图片[33]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_32.png)
![图片[34]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_33.png)
![图片[35]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_34.png)
![图片[36]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_35.png)
![图片[37]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_36.png)
![图片[38]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_37.png)
![图片[39]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_38.png)
![图片[40]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_39.png)
2.適切な工作機械の選択
部品図に記載された要件に従って、経済的なタイプを選択する。CNC旋盤このように、私たちはCNC横型旋盤を選択した。
3.ツール選択
加工要件に応じて、また加工中に工具とワークピースとの干渉がないように、荒加工と仕上げ加工を行うために、先端の尖った外径ターニング工具または刃先交換式機械チャック外径ターニング工具が選択される。
4.カット量の決定
切削量に関する具体的な数値については、工作機械の性能と関連するマニュアルを相関させ、実践的な経験と相まって、総合的な判断、具体的な詳細、加工プログラムを見に行く必要があります。
5.ワーク座標系、工具設定点、工具交換点を決定する。
図2-20に示すように、ワーク右端面と軸線との交点Oをワークの原点とし、それに基づいてXOZワーク座標系を構築する。手動工具セット工程では、やはり図2-20に示すように、ワークの右端面とブランクの円筒面との交点Aを工具セット点とする。この直後からMDI方式で機械を制御し、具体的には次のような手順を踏む:
1) 基準点に戻る操作
ZERO(基準点復帰)により、基準点復帰に関する演算を行い、機械座標系を構築する。
2)ナイフに対するテストカット
主軸を正回転させ、選択した旋盤工具の先端を工作物の右端面に近づけ、プログラミングゼロ点設定ボタンを押し、この時、CRT画面に表示されるX、Z座標値はゼロにクリアされ、すなわちX0、Z0と表示され、その後、工具を後退させ、工作物の外面に切れ目を入れ、X寸法を変化させないようにし、同時に工具をZ方向に後退させ、CRTに表示されるZ座標値がゼロになった時、再びプログラミングゼロ点設定ボタンを押し、CRT画面は再びゼロにクリアされたX、Z座標値を表示し、すなわちX0、Z0と表示する。CRTに表示されたZ座標値がゼロの時、再度プログラミングゼロ点設定ボタンを押すと、CRT画面は再びX,Z座標値がゼロ、即ちX0,Z0を表示する。 このようにして、システムはプログラミングゼロ点設定に達し、即ち工具設定点Aをプログラミングゼロ点として設定し、XAZ′ワーク座標系を構築する。最後に主軸の回転を停止し、ワークの外径Dを測定し、Dを測定するとφ55㎜である。
3)ワーク座標系の確立
工具のセッティング作業が終了すると、工具の先端(旋削工具の対応点)は、プログラミングのゼロ点(工具セッティングの点A)が位置するところに位置するようになったことがわかる。プログラミングの容易さを考慮して、ワークの右端面と軸との交点Oをワークの原点とし、これに基づいてXOZワーク座標系を構築した。プログラムG92 X27.5 Z0を実行することにより、CNCシステムは直ちにCRTスクリーンの表示を更新し、XOZワーク座標系における工具先端の現在位置、すなわちX座標値が27.5、Y座標値が0であることを表示する。これは、CNCシステムが既に元のXAZ′ワーク座標系に代わって、新たに確立されたXOZワーク座標系を使用していることを示している。
工具交換点はXOZワーク座標系に設定され、X15位置とZ150位置にある。
6.プログラミング
我々は、旋盤の命令コードとプログラムセグメントの形式に従って、全体のプロセスの部分の処理は、ワークのプログラムリストに丹念に書き込まれている、その加工手順は次のとおりです、それはX方向にこのシステムは、ああ、プログラミング手法の半径で使用されていることに注意することが重要です:
![图片[41]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_40.png)
![图片[42]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_41.png)
![图片[43]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_42.png)
![图片[44]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_43.png)
![图片[45]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_44.png)
![图片[46]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_45.png)
今この瞬間に、私たちは厳選された30の事例を紹介し、これらの事例が何らかの助けとなることを祈っている。













コメントなし