
Bohren, mit der Weiterverarbeitung von geschmiedeten Löchern, Gusslöchern und gebohrten Löchern, ist in der Lage, den Durchmesser des Lochs zu erhöhen, die Genauigkeit zu verbessern, die Oberflächenrauhigkeit zu verringern und auch in der Lage sein, bessere Korrekturen an der ursprünglichen Lochachse der Existenz der schiefen Situation zu machen. Boring gibt es eine grobe Bohrung, semi-fine Bohrung und feine Bohrung dieser Klassifikationen.
Boring gibt es eine allgemeine Bohrung und tiefes Loch bohren diese beiden Arten, allgemeine Bohrung mit Hilfe der gewöhnlichen Drehmaschine erreicht werden kann, ist das Bohrwerkzeug in den Reitstock der Drehmaschine befestigt, oder in der kleinen Werkzeughalter befestigt, erreicht werden kann. Tieflochbohren, dass die Notwendigkeit für spezielle Tieflochbohren und Bohrmaschine ist, ist das Bohrwerkzeug, um die Bohrung culm hinzugefügt werden, sondern auch mit einer hydraulischen Pumpstation, die sich auf Kühlmittel, um die Eisenspäne auszuschließen Oh.
Boring Tool Arbeitsteil der Installation, die extrem wichtig ist, vor allem für die Verwendung von exzentrischen Prinzip zur Durchführung der Arbeit der Anpassung, nach der Installation von Bohrwerkzeugen, sicher sein, die Aufmerksamkeit auf das Bohrwerkzeug der wichtigsten Schneide auf der Ebene zu suchen, es und die Bohrung Kopf der Vorschubrichtung ist nicht in der gleichen horizontalen Ebene? Nur in der gleichen Ebene installiert, um sicherzustellen, dass mehrere Chip Rand in der normalen Verarbeitung Schnittwinkel.
其BohrenDie Präzision ist extrem hoch, Feinbohren Maßgenauigkeit kann IT8 bis IT7 erreichen, kann der Durchmesser des Lochs in der Genauigkeit im Bereich von 0,01MM zu kontrollieren. Wenn es zum Feinbohren gehört.BearbeitungsgenauigkeitTT7 bis IT6 erreicht werden kann, undOberflächenqualitätGut. Der Wert der Oberflächenrauheit Ra liegt im Bereich von 1,6 bis 0,8 μm für eine typische Bohrung.
Einflussfaktoren und Maßnahmen zur Bearbeitungsoptimierung beim Innenlochdrehen
Die Vergrößerung der Bohrung eines Werkstücks oder die Bearbeitung der Innenfläche eines hohlen Werkstücks durch Drehen wird als Bohrungsdrehen oder Ausbohren bezeichnet und kann mit den meisten Außendrehverfahren durchgeführt werden. Beim Außendrehen haben die Länge des Werkstücks und die Größe des gewählten Werkzeughalters keinen Einfluss auf die Werkzeugauskragung und können daher den bei der Bearbeitung auftretenden Schnittkräften standhalten. Bei der Entwicklung des Ausbohrens und Bohrungsdrehens bestimmt die Bohrungstiefe die Auskragung, so dass der Bohrungsdurchmesser und die Länge der Teile bei der Werkzeugauswahl eine große Einschränkung darstellen, so dass eine Kombination von Faktoren zur Optimierung des Bearbeitungsprogramms erforderlich ist.
Die allgemeine Regel für die Bohrungsbearbeitung lautet:
1) Minimieren Sie den Werkzeugüberstand und wählen Sie die größtmögliche Werkzeuggröße, um die höchste Bearbeitungsgenauigkeit und Stabilität zu erreichen.
2, im Hinblick auf die räumlichen Beschränkungen durch den Durchmesser des bearbeiteten Teils Loch, die Wahl der Werkzeuggröße wird auch an Grenzen in der Bearbeitung, sondern muss auch berücksichtigen, die Spanabfuhr und radiale Bewegung der Situation.
3, der Zweck ist, um sicherzustellen, dass das innere Loch Verarbeitung mit Stabilität, während der Verarbeitung, um das richtige Loch Drehwerkzeug, und es sollte ordnungsgemäß angewandt werden und angemessene Spannen, so dass die Verformung des Werkzeugs, sondern auch zur Minimierung von Vibrationen, um sicherzustellen, dass die Qualität der Verarbeitung des inneren Loch.
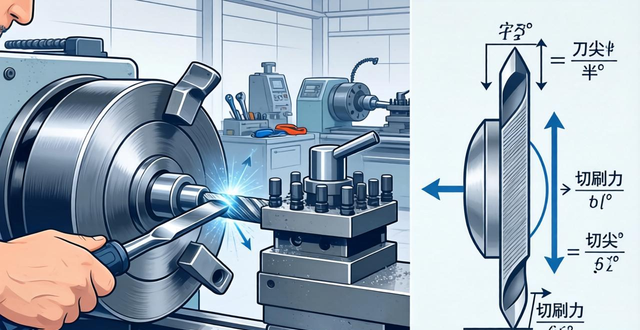
Beim Bohrungsdrehen ist die Schnittkraft ein nicht zu vernachlässigender Schlüsselfaktor. Für eine gegebene Bohrungsdrehbedingung, wie z.B. Werkstückform, -größe und Spannmethode, ist die Schnittkraft, unabhängig von ihrer Größe oder Richtung, ein Schlüsselfaktor bei der Unterdrückung von Vibrationen und der Verbesserung der Bearbeitungsqualität beim Bohrungsdrehen. Wenn sich das Werkzeug dreht, um mit dem Schneiden zu beginnen, bewirken die tangentialen und radialen Schnittkräfte eine Auslenkung des Werkzeugs, wodurch sich das Werkzeug allmählich vom Werkstück wegbewegt und die Schnittkraft ausgelenkt wird. Beim Drehen des Werkzeugs bewirken die tangentialen und radialen Schnittkräfte, dass sich das Werkzeug durchbiegt und allmählich vom Werkstück wegbewegt, wodurch die Schnittkraft abgelenkt wird. Die tangentiale Kraft versucht, das Werkzeug nach unten zu drücken, und bewirkt auch, dass sich das Werkzeug von der Mittellinie wegbewegt, was dazu führt, dass der hintere Winkel des Werkzeugs kleiner wird, wenn der Durchmesser des gedrehten Lochs relativ klein ist, muss ein ausreichend großer hinterer Winkel beibehalten werden, um eine Störung zwischen dem Werkzeug und der Wand zu verhindern.
Während der Bearbeitung verursachen radiale und tangentiale Schnittkräfte eine Auslenkung des Bohrungsdrehwerkzeugs, die im Allgemeinen eine erzwungene Schneidenkompensation und eine Kontrolle der Werkzeugschwingungen erfordert. Wenn eine radiale Abweichung auftritt, sollte die Schnitttiefe reduziert werden, um die Spandicke zu minimieren.
Aus dem Blickwinkel der Anwendung von Werkzeugen:
1, die Wahl der Klinge Groove-Typ:
Der Zerspanungsprozess wird entscheidend von der Art der Wendeschneidplatte beeinflusst. Wendeschneidplatten mit positiver Stirnwinkelnut werden in der Regel für die Bearbeitung von Innenlöchern verwendet und haben eine scharfe Schneidkante und eine hohe Kantenfestigkeit.
2. die Auswahl des Hauptbeugewinkels des Werkzeugs:
Bore Drehwerkzeug in der Verarbeitung, die wichtigsten Beugewinkel wird einen Einfluss auf die radiale Kraft, axiale Kraft und die Richtung und Größe der synthetischen Kraft, eine größere Hauptbeugewinkel wird die axiale Schnittkraft zu erhöhen, kleinere Hauptbeugewinkel wird zu einer größeren radialen Schnittkraft führen, in der Regel die axiale Schnittkraft in Richtung der toolpost in der Regel keinen großen Einfluss auf die Verarbeitung, so ist es von Vorteil, eine größere Hauptbeugewinkel zu wählen, bei der Auswahl der Hauptbeugewinkel, ist es empfehlenswert, so nah wie möglich an 90 ° und weniger als 75 ° Hauptbeugewinkel wählen. Es wird empfohlen, einen Hauptbeugewinkel so nahe wie möglich an 90° und nicht weniger als 75° zu wählen, da es sonst zu einem starken Anstieg der radialen Schnittkraft kommt.
3, die Auswahl des Spitzenradius:

Ein kleiner Spitzenradius sollte beim Drehen von Bohrungen die erste Wahl sein. Wird der Spitzenradius vergrößert, erhöhen sich die radialen und tangentialen Schnittkräfte und die Gefahr von Schwingungsneigungen steigt. Andererseits wird die Durchbiegung des Werkzeugs in radialer Richtung durch das Verhältnis zwischen der Schnitttiefe und dem Spitzenradius beeinflusst.
Wenn die Schnitttiefe kleiner als der Spitzenradius ist, nehmen die radialen Schnittkräfte mit zunehmender Schnitttiefe weiter zu, und wenn die Schnitttiefe gleich oder größer als der Spitzenradius ist, wird die radiale Auslenkung durch den Hauptauslenkungswinkel bestimmt, und die Faustregel für die Wahl des Spitzenradius lautet, dass der Spitzenradius etwas kleiner als die Schnitttiefe sein sollte, damit die radialen Schnittkräfte minimiert werden, und wenn gleichzeitig sichergestellt wird, dass die radialen Schnittkräfte minimiert werden, kann der maximale Spitzenradius verwendet werden, um eine stärkere Schneidkante, eine bessere Oberflächenstruktur und eine gleichmäßigere Druckverteilung auf der Schneidkante zu erhalten. Gleichzeitig führt die Anwendung des maximalen Spitzenradius zu einer stärkeren Schneidkante, einer besseren Oberflächenstruktur und einer gleichmäßigeren Druckverteilung an der Schneidkante, während gleichzeitig sichergestellt wird, dass die radialen Schneidkräfte minimiert werden.
4, die Wahl der Kantenbehandlung:
Die Schneidkantenverrundung (ER) von Wendeschneidplatten hat einen Einfluss auf die Schnittkräfte. Im Allgemeinen ist die Schneidkantenverrundung unbeschichteter Wendeschneidplatten kleiner als die beschichteter Wendeschneidplatten (GC), was insbesondere bei langen Werkzeugauskragungen und der Bearbeitung kleiner Bohrungen berücksichtigt werden sollte. Der Verschleiß an der Rückseite der Wendeschneidplatte (VB) kann den Rückenwinkel des Werkzeugs im Verhältnis zur Bohrungswand verändern und die Schneidwirkung während der Bearbeitung beeinflussen.
5. effektiver Abtransport der Späne:
In der internen Loch Drehen, Spanabfuhr ist auch äußerst wichtig, um die Wirkung der Verarbeitung und Sicherheit Leistung, vor allem, wenn bei der Verarbeitung von tiefen Löchern und Sacklöchern, wie diese Situation ist mehr so. Die kürzere Spirale Chip ist die ideale Chip für interne Drehen, diese Art von Chip ist relativ einfach zu entladen, und in der Chip-Bruch wird nicht dazu führen, dass übermäßigen Druck auf die Schneide.
Verarbeitung, wenn der Chip zu kurz ist, ist der Spanbruch zu stark, die mehr Maschinenleistung verbrauchen wird, und es gibt eine Tendenz, Vibrationen zu erhöhen, und wenn der Chip zu lang ist, wird es zu Spanabfuhr führen wird mehr und mehr schwierig, wird die Zentrifugalkraft auf den Chip an die Wand des Lochs gedrückt werden, wird der Rest-Chip auf die Oberfläche des bearbeiteten Werkstücks gequetscht, so wird es ein Risiko von Chip Verstopfung und damit Schäden an das Werkzeug sein. Daher ist die Entwicklung der internen Loch drehen, empfahl die Verwendung von Werkzeugen mit interner Kühlung, auf diese Weise wird die Schneidflüssigkeit effektiv entladen die Chips aus dem Loch, die Verarbeitung von durch-Loch, sondern kann auch die Schneidflüssigkeit mit Druckluft zu ersetzen, durch die Spindel, um die Chips auszublasen, darüber hinaus die Auswahl der geeigneten Einsatz Nut Typ und Schneidparameter, sondern auch auf die Kontrolle der Chip-und Entlastung helfen.
6. die Auswahl des Werkzeugspannverfahrens:
Die Stabilität des Spannwerkzeugs sowie die Stabilität des Werkstücks selbst sind bei der Bearbeitung von Innenlöchern von entscheidender Bedeutung, da sie sowohl das Ausmaß der während der Bearbeitung auftretenden Schwingungen als auch die Zunahme dieser Schwingungen bestimmen. Es ist äußerst wichtig, dass die Spanneinheit des Werkzeughalters die empfohlene Längennorm sowie die Anforderungen an die Oberflächenrauhigkeit und die Härtebedingungen erfüllt. Die Interpunktion wurde hinzugefügt, um die ursprüngliche Bedeutung beizubehalten, da der letzte Satz sonst unvollständig gewesen wäre.
Die Durchbiegung des Meißelhalters wird durch das Material des Meißelhalters, die Durchbiegung des Meißelhalters durch den Durchmesser des Meißelhalters, die Durchbiegung des Meißelhalters durch die Auskragung des Meißelhalters, die Durchbiegung des Meißelhalters durch die radialen Schnittkräfte, die Durchbiegung des Meißelhalters durch die tangentialen Schnittkräfte und die Durchbiegung des Meißelhalters durch die Spannung des Meißelhalters auf der Werkzeugmaschine bestimmt.
Schon die kleinste Bewegung des Spannendes des Werkzeughalters kann zu einer Auslenkung des Werkzeugs führen. Leistungsstarke Werkzeughalter sollten eine hohe Stabilität beim Spannen aufweisen, damit es keine Schwachstellen im Bearbeitungsprozess gibt. Um dies zu erreichen, muss die Innenfläche der Werkzeugaufnahme eine hohe Oberflächengüte und ausreichende Härte aufweisen.
Bei herkömmlichen Werkzeughaltern kann die höchste Stabilität durch ein Spannsystem erreicht werden, das den Werkzeughalter vollständig um den Umfang spannt. Wenn der Werkzeughalter als Einheit abgestützt wird, ist die Leistung besser, als wenn der Werkzeughalter direkt mit Schrauben geklemmt wird. Es wird jedoch nicht empfohlen, Schrauben zum Spannen von Werkzeughaltern mit zylindrischem Schaft zu verwenden, da Schrauben, die direkt auf den Werkzeughalter einwirken, den Werkzeughalter beschädigen können.
Hauptprobleme beim Bohren
Werkzeugverschleiß
In der Bohrung, ist das Werkzeug, um eine kontinuierliche Schneiden Zustand zu erhalten, in diesem Fall ist es leicht zu verschleißen und zu brechen und so weiter, die das Loch Verarbeitung Maßhaltigkeit reduziert wird, und dann lassen Sie das Loch Oberflächenrauhigkeit Wert erhöht; zur gleichen Zeit, die Kalibrierung der Feinabstimmung Vorschubeinheit erschien abnorme Phänomen, das führte zur Erzeugung der Anpassung Fehler, die Anpassung Fehler wird dazu führen, dass die Verarbeitung der Lochdurchmesser Abweichung, und in schweren Fällen sogar dazu führen, dass die Produktqualität nicht. Dieser Anpassungsfehler führt zu einer Abweichung des Lochdurchmessers und in schwerwiegenden Fällen sogar zu einem Ausfall der Produktqualität.
Veränderungen des Klingenverschleißes
Verarbeitungsfehler
Nach dem Bohren, seine Bearbeitung Fehler wird in der Größe des Lochs nach der Bearbeitung reflektiert werden, wird in der Form des Lochs nach der Bearbeitung reflektiert werden, wird auch in das Loch nach der Bearbeitung Oberflächenqualität Änderungen reflektiert werden, und die wichtigsten Einflussfaktoren existieren.
1. das Verhältnis von Länge zu Durchmesser des Mähbalkens zu groß ist oder der Überstand zu lang ist;
2, Klinge Material und Werkstück Material Ungleichheit;
3, langweilige Dosierung ist unangemessen;
4. unangemessene Zuteilung von Restberichtigungen;
(5) Der Versatz der ursprünglichen Lochposition führt zu periodischen Änderungen der Restmenge;
6, das Werkstück Material hohe Steifigkeit oder geringe Plastizität, das Werkzeug oder Material ist eine Tendenz, das Messer zu lassen;
Oberflächenqualität
Die Bohrung, die bearbeitete Oberfläche, das Aussehen von Fischschuppen oder fadenförmigen Schnittlinien ist ein relativ häufiges Phänomen der Oberflächenqualität.
Hauptsächlich aufgrund von Unstimmigkeiten zwischen Vorschub und Geschwindigkeit des Werkzeugs
Hauptsächlich aufgrund von starren Vibrationen beim Bohren und Werkzeugverschleiß
Anpassungsfehler
Boring-Prozess, weil der Betreiber, um die Verteilung der Schicht Entwurf, in den Prozess der Anpassung der Verteilung der Futtermittel-Zulage, wenn der Betrieb nicht angemessen ist, ist es leicht, die Bearbeitung der Maßhaltigkeit Abweichung auslösen.
Messfehler
Die unsachgemäße Verwendung von Messgeräten bei der Nachbearbeitung und Fehler bei den Messmethoden während der Bohrarbeiten sind häufige Qualitätsrisiken bei Bohrarbeiten.
1. der Ausfall des Messwerkzeugs
2. falsches Messverfahren













Keine Kommentare