

1. Ursachen für Verformungen
简略来讲, 就是在焊接进程里, 钢材受热而溶化, 鉴于热胀冷缩的缘故, 使得钢材在冷却收缩时, 出现不平衡收缩, 进而造成这种情况。
2.Verformung beim SchweißenEinflussfaktoren
能对焊接变形造成影响的因素存在着不少, 归纳集中起来主要涵盖材料、结构以及工艺这三个方面。
01
1)材料因素
主要是因材料自身物理特性所致, 特别是材料热膨胀系数、屈服极限以及弹性模量等对材料产生的作用, 材料膨胀系数越大, 其焊接变形量越大, 弹性模量增大时焊接变形随之减小, 而屈服极限大的会致使较高残余应力, 造成变形增大。不锈钢膨胀系数大于碳钢膨胀系数, 所以同等厚度的这两种材料, 不锈钢焊接变形趋势大于碳钢的。
02
2)结构因素
在焊接结构设计里, 对于焊接变形的施加影响最为关键, 其总体遵循的原则是伴随着拘束度呈现出增加的态势, 焊接残余应力会随之增加, 而焊接变形会相应地出现减少的情况。
03
3) Prozessfaktoren
首要产生影响的因素涵盖焊接方法, 焊接热输入即电流与电压, 构件的定位办法或者固定方式, 焊接顺序, 以及焊接工装夹具的运用情况。其中, 影响力最为显著的乃是焊接顺序。
3. Begrenzung von Schweißverformungen
1)设计措施
Rationelle Auswahl der Größe und Form der Schweißnaht

于确保结构具备承载力的情形中, 尽量去采用较为小些的焊缝尺寸, 以此来削减焊接热输入对材料性能所产生的影响。
Angemessene Wahl der Länge und Anzahl der Schweißnähte
倘若予以准许, 选取型材、冲压件;于焊缝众多且密集之处能够选用铸 – 焊联合结构, 如此能够削减焊缝数量。另外适度加大壁板的厚度, 用以减少肋板的数量, 或者运用压型结构替换肋板结构, 均可防止薄板的结构发生变形。
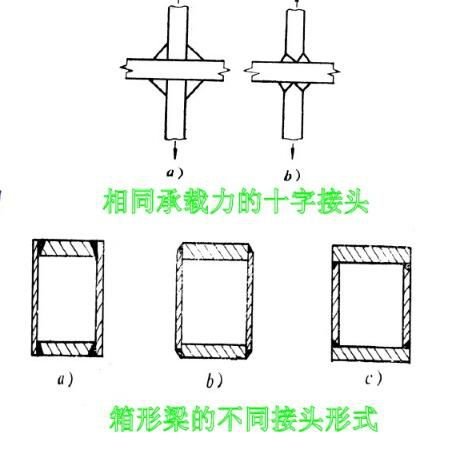
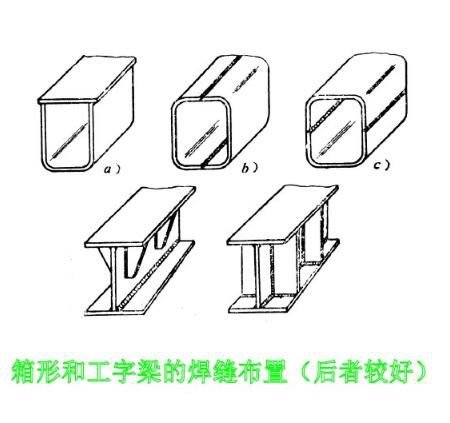
Vernünftige Anordnung der Schweißnahtposition
可安排焊缝, 尽量采用把它对称于截面中性轴的方式, 或者让焊缝趋向接近中性轴, 因为如此这般实施, 对减去柱梁的挠曲变形有着优秀良好的效果。
Verfahren der inversen Verzerrung
Der Einsatz von Gegenverformung zur Kontrolle der Schweißnahtverformung ist die am häufigsten verwendete Schweißmethode.
Abschreibungsmethode
在下料之际, 把零件的实际长度, 或者宽度尺寸, 比设计尺寸适度加大些, 用以补偿焊件的收缩, 这种方法适用于防止焊件出现收缩变形。
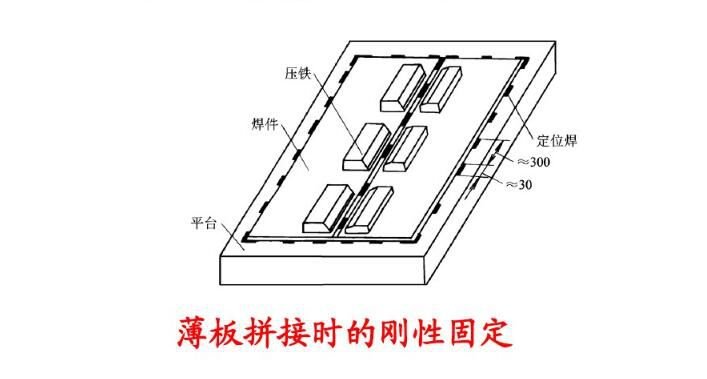
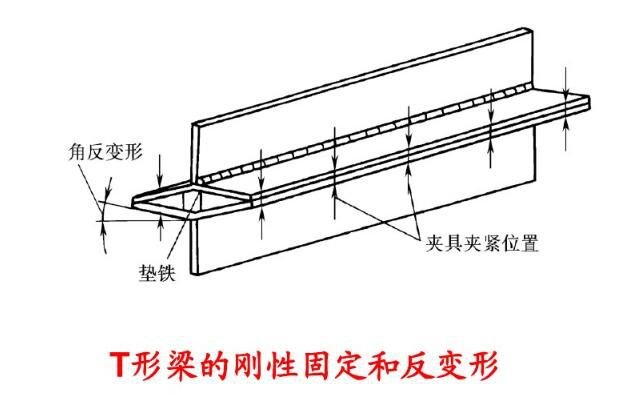
starre Befestigung
采取夹具或者刚性胎具, 把被焊件尽可能地予以固定, 能够有效地去控制待焊接构件的角变形, 还能控制其弯曲变形。
①将焊件固定在刚性平台上(适合于薄板拼接时的刚性固定)
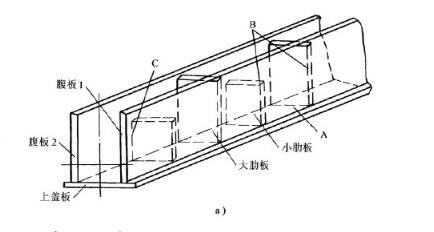
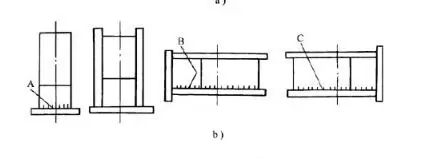
使焊件组合成刚性更为大些或者对称的结构, 这适合T 型梁等结构的控制。
③利用焊接夹具增加结构的刚性和拘束
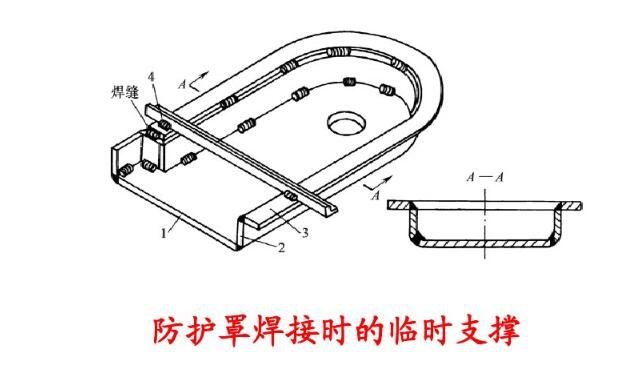
④ Verwenden Sie provisorische Verstrebungen, um die strukturelle Festigkeit zu erhöhen.
Auswahl einer sinnvollen Montageschweißfolge
Die Montagereihenfolge hat einen erheblichen Einfluss auf die Verformung der geschweißten Struktur.
倘若存在允许的条件, 对于大型复杂的焊接结构而言, 要将其划分成若干个结构简单的部件, 先分别单独进行焊接, 随后再开展总装工作。
② Die zu schweißende Stelle sollte sich in der Nähe der neutralen Achse des Bauteils befinden.
③ Bei Konstruktionen mit unsymmetrischer Anordnung der Schweißnähte sollte beim Montageschweißen die Seite mit weniger Schweißnähten zuerst geschweißt werden.
(iv) Konstruktionen mit symmetrisch angeordneten Schweißnähten müssen von einer geraden Anzahl von Schweißern symmetrisch geschweißt werden.
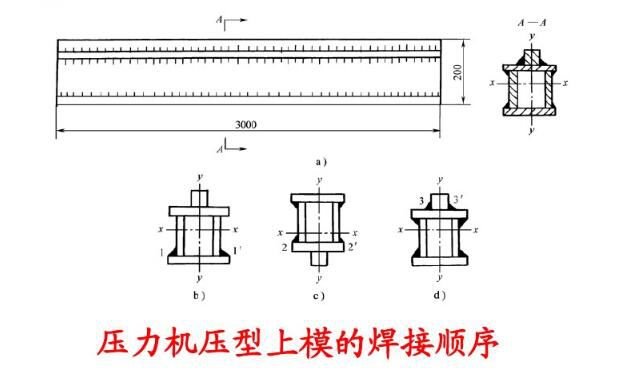
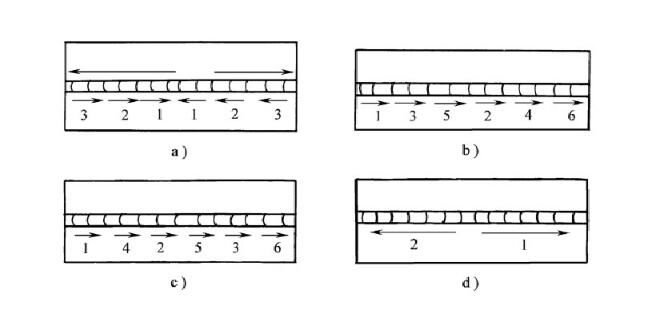
⑤焊接长焊缝, 也就是长度在1m以上的那种焊缝时, 能够采用按照图12所展示的方向以及顺序来开展焊接工作, 目的是为了削减焊后的收缩变形。
对焊接变形而言, 我们于挑选焊接方法那里需予以留意, 在选择焊接工艺参数之时同样该予以留意, 尽可能挑选焊接热输入小的方法与工艺参数, 防止大的焊接参数以及焊接方法致使焊接变形增多, 大家仍旧要于实践当中多多去体会, 多多去总结。













Keine Kommentare