
Hallo zusammen.
Wir werden viele Beispiele für die Programmierung zusammen untersuchen, um Ihnen zu helfen, diese Techniken der manuellen Programmierung von CNC-Fahrzeugen leicht zu beherrschen.
![图片[1]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_0.png)
3110 (Name des Hauptverfahrensprogramms)
N1 G92 X16 Z1 (Einstellung des Koordinatensystems und Bestimmung der Position des Werkzeugsetzpunktes)
N2, G37, G00, Z0, M03, diese Operation dient dazu, an den Anfang des Unterprogramms zu gelangen und der Spindel eine positive Drehung zu ermöglichen.
N3 M98 P0003 L6 (Unterprogramm aufrufen, 6-mal wiederholen)
N4 G00 X16 Z1 (Rückkehr zum Werkzeug-Einstellpunkt)
N5 G36 (Aufhebung des Radiusprogrammiermodus)
N6 M05 (Spindeldrehung gestoppt)
N7 M30 (Ausführung des Hauptprogramms abgeschlossen und zurückgesetzt)
0003 (Name des Unterprogramms)
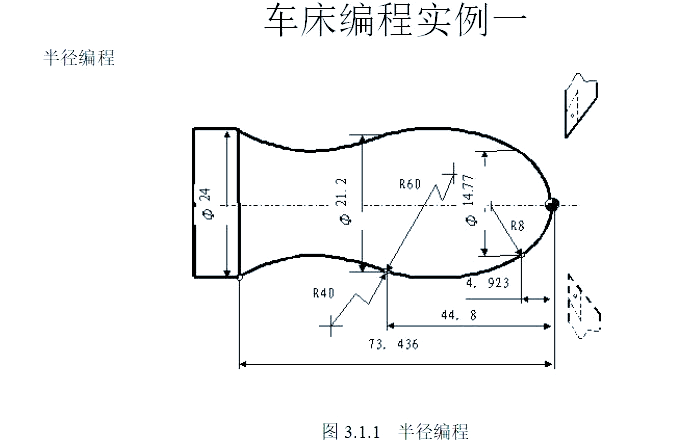
Die Anweisung N1, G01 wird erteilt, die U-12-Parameter werden eingestellt, die F100-Drehzahl wird festgelegt, und das Werkzeug führt einen Vorschub zur Schnittstartposition aus und verlässt ein anschließendes Schnittaufmaß.
N2, G03, U7.385, W-4.923, R8, für die Bearbeitung von Bogensegmenten mit Radius R8.
Ein Bogenabschnitt wird mit dem Radius R60 bearbeitet und sein Radius ist 60 an der Stelle N3 U3.215 W - 39.877 , ein Bogen mit dem Radius R60!
Mit der Anweisung N4 wird der Code G02 so ausgeführt, dass die U-Achse um 1,4 und die W-Achse um 28,636 in die entgegengesetzte Richtung bewegt wird, um ein Bogensegment mit einem Radius von 40 zu bearbeiten, wobei die Richtung der Tangente im Auge behalten wird.
N5 G00 U4 (Rückzug von bearbeiteten Oberflächen)
N6 W73.436 (Rückkehr zur Startposition der Z-Achse)
Ändern Sie die Schnitttiefe bei jedem Zyklus, N7, G01, U minus 4,8, F100.
N8 M99 (Ende der Unterroutine, Rückkehr zum Hauptprogramm)
![图片[2]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_1.png)
3305
N1, G92, X100, Z10, dies ist die Einstellung des Koordinatensystems, der Zweck ist es, die Position des Werkzeugs Einstellung Punkt zu bestimmen.
Stellen Sie die X-Achse im Koordinatensystem der Maschine auf einen Wert von 16 und die Z-Achse auf einen Wert von 2 mm, woraufhin die Spindel aktiviert wird, um die Maschine zum Ausgangspunkt der Fasenverlängerung zu bewegen.
N3, G01-Anweisung mit einem U-Wert von 10, einem W-Wert von minus 5 und einem F-Wert von 300 (führt eine Anfasung in einem Winkel von 3 mal 45 Grad aus).
N4 Z-48 (Bearbeitung Φ26 Außenkreis)
N5 U34 W-10 (Schneiden des ersten verjüngten Abschnitts)
N6 U20 Z-73 (Schneiden des zweiten konischen Abschnitts)
N7 X90 (Werkzeug fährt in sichere Position zurück)
N8 G00 X100 Z10 (Rückkehr zur Position des Werkzeug-Einstellpunkts)
N9 M05 (Spindeldrehung gestoppt)
N10 M30 (Ausführung des Hauptprogramms abgeschlossen und zurückgesetzt)
![图片[3]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_2.png)
![图片[4]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_3.png)
3310
N10, G92, X70, Z10, damit wird das Koordinatensystem festgelegt, das die Position des Werkzeugsetzpunktes bestimmen soll.
N20, die Anweisung G00 wird ausgeführt, die U-Achse bewegt sich negativ um 70 Abstände und die W-Achse bewegt sich negativ um 10 Abstände, mit dem Endziel, vom voreingestellten Startpunkt zur Mitte der Stirnfläche des Werkstücks zu fahren.
Diese Anweisung mit dem Wort N30, einem Code wie G01, einem Parameter wie U26, einem Parameter wie C3 und einem Geschwindigkeitswert wie F100 wird verwendet, um eine rechtwinklige Anfasung von 3 x 45 Grad durchzuführen.
N40 W-22 R3 (gerundet R3)
Der CNC-Bearbeitungscode ist N50, wobei der U-Wert 39, der W-Wert negativ 14 und der C-Wert 3 ist. Er wird für die Bearbeitung eines Abschnitts verwendet, bei dem die Länge einer gleichschenkligen rechtwinkligen Seite 3 beträgt.
N60 W-34 (Verarbeitung Φ65 außen rund)
N70 G00 U5 W80 (Rückkehr zum Ausgangspunkt der Programmplanung)
N80 M30 (Spindelstopp, Ende des Hauptprogramms und Reset)
![图片[5]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_4.png)
![图片[6]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_5.png)
3312
Der Code N1 wird verwendet, um das Koordinatensystem einzustellen, indem die Anweisung G92 angewendet wird, um die X-Koordinate auf 50 und die Z-Koordinate auf 120 einzustellen und so die Position des Werkzeugeinstellpunkts zu verdeutlichen.
N2, M03, S300, in diesem Zustand wird die Spindel mit 300 Umdrehungen pro Minute angezeigt.
Fahren Sie direkt in die Ausgangsposition des Gewindes, wo die Geschwindigkeitserhöhungsstufe 1,5 mm und die Schnitttiefe 0,8 mm beträgt; fahren Sie im Eiltempo zur horizontalen Koordinate 29,2 und zur vertikalen Koordinate 101,5.
Nehmen Sie N4, die Anweisung G32, die spezifische Position Z19, F1.5 steht für die Vorschubgeschwindigkeit, der Faden wird zum Ende hin geschnitten, und der Bereich des Abschnitts mit reduzierter Geschwindigkeit bezieht sich auf die Länge, die 1 mm entspricht, was der Fall ist.
N5 G00 X40 (X-Achse schnell rückwärts)
N6 Z101.5 (Z-Achse schnell rückwärts zum Gewindestart)
N7 bewegt sich die X-Achse schnell nach vorne, um die Position des Gewindeanfangs zu erreichen, und die Schnitttiefe beträgt 0,6 mm.
N8 G32 Z19 F1.5 (Gewindeschneiden wieder bis zum Ende)
N9 G00 X40 (X-Achse schnell wieder zurück)
N10 Z101.5 (Z-Achse fährt schnell wieder an den Anfang des Gewindes zurück)
N11, X28,2, was bedeutet, dass die X-Achse schnell zum Gewindeanfang fahren muss, während die Schnitttiefe 0,4 mm beträgt.
N12 G32 Z19 F1.5 (drittes Gewinde bis zum Ende schneiden)
N13 G00 X40 (Dritter schneller Rücklauf in X-Achse)
N14 Z101.5 (Z-Achse dritter Eilgang zum Gewindestart)
N15, U - 11,96, die X-Achse fährt schnell zum Gewindeanfang und die Schnitttiefe beträgt 0,16 mm.
Mit der Nummer N16 wird die Anweisung G32 ausgeführt, um 82,5 Einheiten in negativer Richtung entlang der W-Achse mit einer Schnittgeschwindigkeit von 1,5 Umdrehungen pro Minute zu bewegen, und dieser Vorgang ist der Gewindeschneidvorgang auf ein neues Ende.
N17 G00 X40 (X-Achse schnell rückwärts)
N18 X50 Z120 (Rückkehr zum Werkzeug-Einstellpunkt)
N19 M05 (Spindeldrehung gestoppt)
N20 M30 (Ende des Hauptprogramms und Zurücksetzen)
![图片[7]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_6.png)

N1, G92, X40, Z5, diese Operation besteht darin, ein völlig neues Koordinatensystem mit spezifischen Befehlen einzurichten, um die exakte Position zu bestimmen, an der sich der Werkzeugsetzpunkt befindet.
N2, M03, S400, wird die Spindel eingeschaltet und dreht sich mit einer Geschwindigkeit von vierhundert Umdrehungen pro Minute.
Aktivieren Sie den Modus für konstante Leitungsgeschwindigkeit, indem Sie die Leitungsgeschwindigkeit auf achtzig Meter pro Minute einstellen, wie vom N3 G96 befohlen.
Der CNC-Code N4 weist das Werkzeug an, schnell auf den X-Koordinatenwert 0 zu fahren, wobei die Spindeldrehzahl schrittweise erhöht wird, bis die angegebene Höchstgeschwindigkeit erreicht ist.
Im Programmabschnitt N5 wird die Anweisung G01 mit der Z-Achse in der Nullposition ausgeführt, d. h. im Arbeitsvorschubmodus, und das Werkzeug berührt dann das Werkstück und beginnt mit dem Schnittvorgang, wobei der Vorschub auf 60 mm pro Minute eingestellt ist.
Folgen Sie dem Radius des Kreises von R15 und arbeiten Sie im Uhrzeigersinn, N6 G03 U24 W-24 R15.
N7, G02, X26, Z-31, R5, führt eine Bearbeitung gegen den Uhrzeigersinn durch, die auf dem Radius des R5-ähnlichen Bogens basiert.
N8 G01 Z-40 (Fortsetzung der Bearbeitung des Φ26-Außenteils)
N9 X40 Z5 (Nach Beendigung der Bearbeitung fährt das Werkzeug schnell zurück auf den Einstellpunkt)
N10, G97, wird der Modus der konstanten linearen Geschwindigkeit aufgehoben und die Spindel dreht sich kontinuierlich mit einer Geschwindigkeit von 300 U/min.
N11 M30 (Spindeldrehung gestoppt, Ausführung des Hauptprogramms beendet und zurückgesetzt)
![图片[9]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_8.png)
![图片[10]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_9.png)
![图片[11]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_10.png)
![图片[12]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_11.png)
![图片[13]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_12.png)
N8, G00, X44 (dies ist der Startschritt der Endkontur, das Werkzeug erreicht den Φ44-Außenkreis mit einer schnellen Bewegung).
Zu diesem Zeitpunkt wird das Programmsegment N9 ausgeführt, wobei G01 eine Verfahrensanweisung angibt, W-20 eine Bewegung von 20 in negativer Richtung entlang der Z-Achse darstellt und F80 angibt, dass die Vorschubgeschwindigkeit 80 mm pro Minute beträgt und die Operation einen Außenkreis mit 44 Durchmesser fertigstellen soll.
Die N10 wird zur Steuerung der U-10 eingesetzt, gefolgt von der W-10, die eine Feinbearbeitung des Konus und gleichzeitige Bewegungen der X- und Z-Achse vorsieht.
Setzen Sie die Feinbearbeitung des Außenkreises mit einem Durchmesser von 34 fort und fahren Sie in Richtung der Z-Achse in die negative Richtung.
N12, G03-Anweisung, U-Wert ist minus 14, W-Wert ist minus 7, R-Wert ist 7. Dies ist für den Abschluss des R7-Bogens und läuft im Uhrzeigersinn.
Führen Sie die Anweisung N13 aus, um die Z-Achse in der negativen W-Richtung um 10 in einem linearen Interpolationsmodus zu verschieben, um einen Außenkreis mit einem Durchmesser von 20 zu vollenden, und die Z-Achse wird sich nach diesem Vorgang weiterhin in der negativen Richtung bewegen.
N14, Anweisung G02, U minus 10, W minus 5, R5, dies ist für den Abschluss des R5-Bogens und erfolgt gegen den Uhrzeigersinn.
Der Befehl N15, G01 bewegt die Z-Achse in negativer Richtung in Richtung der negativen Achse zur Unterseite des Werkstücks, und gleichzeitig ist es eine Feinbearbeitung des Außenkreises mit einem Durchmesser von Φ10.
N16, U minus 4, gefolgt von W minus 2, steht für eine Schlichtfase von zwei mal fünfundvierzig, und das Konturschlichten ist beendet.
N17, G40, X4 als Mittel zum Verlassen der bearbeiteten Fläche, wodurch die Kompensation des Bogenradius der Werkzeugspitze aufgehoben wird.
Der Befehl N18 G00 Z80 wird ausgeführt, wenn das Werkzeug im Eilgang auf die sichere Position über dem Werkstück gefahren wird.
N19 X80 (Werkzeug-Eilgang zurück zum Programmstart oder Werkzeugwechselposition)
N20 M30 (Spindeldrehung gestoppt, Ausführung des Hauptprogramms abgeschlossen und zurückgesetzt)
![图片[14]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_13.png)
![图片[15]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_14.png)
3327
Wenn das G55-Koordinatensystem ausgewählt ist, wird mit dem Befehl N1 G59 G00 eine Schnellverschiebung zu einem X-Wert von 80 und einem Z-Wert von 80 durchgeführt.
N2 M03 S400 (Spindel dreht sich positiv mit 400r/min)
Bei einer Vorschubgeschwindigkeit von hundert Millimetern pro Minute wird eine lineare Interpolation durchgeführt, um den Anfang des Zyklus zu erreichen, der den Koordinaten der X-Achse von sechsundvierzig und der Z-Achse von drei entspricht.
Mit der Anweisung N4 eröffnet die Anweisung G71 den Schruppzyklus, der Schruppschnitt wird auf 1,5 mm gesetzt, der Rückwärtsschnitt beträgt 1, die Programmsegmentnummer beginnt bei P5 und endet bei Q13, und der Schlichtschnitt in der X-Achse beträgt 0,4 mm und der Schlichtschnitt in der Z-Achse 0,1 mm.
N5 G00 X0 (Schnellpositionierung zum Beginn der Fasenverlängerung)
Im Programmsegment N6 wird die Anweisung G01 ausgeführt, bei der die X-Achse um 10 mm vorgeschoben und die Z-Achse um 2 mm nach unten bewegt wird, wobei es sich um eine 2 x 45°-Fasenbearbeitung im Zustand des Präzisionsdrehens handelt.
Führen Sie das Programmsegment N7 aus, um die Feindrehung des Φ10-Außenkreises durchzuführen, und bewegen Sie die Z-Achse nach unten, bis sie die Position von -20 mm erreicht.
CNC-Anweisung N8, Code G02, Wert U10, Wert W minus 5, Beschreibung des Kreisbogens R5, diese Anweisung wird verwendet, um einen Kreisbogenabschnitt mit Radius 5 fertig zu drehen, der gegen den Uhrzeigersinn bearbeitet wird.
Bei der Präzisionsdrehung eines Außenkreises mit einem Durchmesser von zwanzig bewegt sich das Programmsegment N9, das den Befehl G01 ausführt, in Richtung der Achse um zehn Einheiten weiter nach unten (die Einheit kann hier eine bestimmte Maßeinheit wie ein Millimeter sein).
N10, G03 Anweisung, U14, W minus 7, R7, dies ist eine Enddrehung R7 Bogen Operation durchzuführen und ist im Uhrzeigersinn.
N11, G01, bewegt sich die Z-Achse nach unten, bis sie die Position von -52mm erreicht, dies ist der Arbeitsschritt für die Fertigstellung des Φ34-Außenkreises.
N12 U10 W-10 (Feindrehung des konischen Teils des äußeren Kreises)
N13 W-20 (Präzisionsdrehen von Φ44-Außenkreisen, Schlichten von Konturen)
N14 X50 (Ausgang bearbeitete Oberfläche)
N15 G00 X80 Z80 (Schneller Rücksprung zur Position des Werkzeug-Einstellpunkts)
N16 M05 (Spindeldrehung gestoppt)
N17 M30 (Ausführung des Hauptprogramms abgeschlossen und zurückgesetzt)
![图片[16]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_15.png)
![图片[17]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_16.png)
3333
Richten Sie das Werkstückkoordinatensystem ein, setzen Sie den Werkzeugsetzpunkt auf eine bestimmte Position und führen Sie die Operation N1 G92 so aus, dass die X-Koordinate 100 und die Y-Koordinate 80 beträgt.
Starten Sie die Spindel so, dass sie sich mit einer Geschwindigkeit von vierhundert Umdrehungen pro Minute zwangsläufig dreht, also vierhundert Umdrehungen pro Minute.
Lösen Sie N3, G00 und X6 sowie Z3 gleichzeitig aus; dieser Vorgang dient dazu, schnell zum Beginn des Schruppschnittzyklus an der inneren Stirnseite zu gelangen.
Führen Sie den Zyklus des Schruppschneidens der Innenfläche aus, wobei N4, G72, W1.2, R1, P5, Q15, X den Wert von minus 0.2, Z den Wert von plus 0.5 und F den Wert von 100 annehmen, und stellen Sie die entsprechenden Parameter des Schneidens ein.
Die Funktion der Anweisung G00 unter dem Code N5 in den CNC-Programmieranweisungen besteht darin, dass sich das Werkzeug von der Ausgangsposition der Schlichtkontur im Eilgang zu der Position bewegen kann, an der sich die Fasenverlängerung befindet.
N6, G01 Befehl, U6, W3, F80, Dies ist die Operationsanforderung für das Feindrehen von 2 x 45° Fasen, die die Einstellung der Vorschubgeschwindigkeit sowie des Schnittvolumens beinhaltet.
N7 W10 (Präzisionsdrehen des Φ10-Außenkreises, Z-Achse verfährt bis -10mm)
Der Vorgang des Feindrehens des R2-Bogens wird mit der Fahrtrichtung gegen den Uhrzeigersinn mit der spezifischen Anweisung N8 G03 U4 zusammen mit W2 R2 durchgeführt.
Führen Sie das Programmsegment N9 aus und betätigen Sie die Anweisung G01, um den Drehmeißel auf die Position X30 zu fahren, die für die Endbearbeitung der Stirnfläche bei Z45 vorgesehen ist.

Drehen Sie einen Außenkreis mit einem Durchmesser von 30 mm so, dass sich die Z-Achse im Programmsegment N10 nach unten bewegt, bis hin zur Position minus 34 mm.
N11 X46 (Endfläche bei Z34 fertig drehen, Position X46 anfahren)
Führen Sie die Anweisung N12, den Code G02, den Bewegungsbetrag von U8, den Bewegungsbetrag von W4 und den Radiuswert von R4 aus, um die Feindrehung des R4-Bogens im Uhrzeigersinn vorzunehmen.
Die Anweisung N13, G01 mit einem Z-Wert von minus zwanzig wird verwendet, um die Z-Achse beim Schlichten eines Außenkreises mit einem Durchmesser von fünf bis vier Millimetern auf minus zwanzig Millimeter herunterzufahren.
Zum Schlichten einer konischen Fläche werden die Schnitttiefe und die Vorschubgeschwindigkeit eingestellt, wobei N14, U20 und W10 ebenfalls im entsprechenden Arbeitsbereich liegen.
N15 Z3 (Fertigdrehen von Φ74 Außenkreis, Fertigbearbeitung von Konturen)
Mit der Anweisung N16 fährt die X-Achse im Modus G00 auf die Position 100, die Z-Achse auf die Position 80, und die Bearbeitung wird durch schnelle Rückkehr zur Position des Werkzeugsetzpunkts abgeschlossen.
N17 M30 (Spindelstopp, Ausführung des Hauptprogramms abgeschlossen und zurückgesetzt)
![图片[19]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_18.png)
![图片[20]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_19.png)
![图片[21]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_20.png)
![图片[22]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_21.png)
![图片[23]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_22.png)
![图片[24]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_23.png)
![图片[25]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_24.png)
![图片[26]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_25.png)
Schruppen eines Durchmessers von φ60 mm und eines Außenkreises von φ22 mm mit einer Bearbeitungszugabe von 0,5 mm. Die zu verwendenden Werkzeuge sind der zylindrische Schruppfräser T01 und der Einstechfräser T02 mit einer Breite von 2 mm. Das Bearbeitungsverfahren ist wie folgt: Zuerst wird die Stirnfläche von φ22 bearbeitet, dann wird der Außenkreis von φ60 mm mit einem Spielraum von 0,5 mm geschruppt, dann wird der Außenkreis von φ22 mm mit einem Spielraum von 0,5 mm geschruppt und schließlich wird das Werkstück abgeschnitten, wobei sichergestellt wird, dass die Länge 105,5 mm beträgt. Einzelheiten zum Bearbeitungsverfahren finden Sie in Tabelle 7-10.
Dann wird der grob bearbeitete φ22-mm-Außenkreis eingespannt und der φ25-mm-Außenkreis durch Umkehrung der Richtung grob bearbeitet. Die für diesen Prozess verwendeten Werkzeuge sind ein Schruppwerkzeug (T01) und ein Schlichtwerkzeug (T03). Das Bearbeitungsverfahren sieht wie folgt aus: Zunächst wird die Stirnfläche von φ25 mm bearbeitet, dann wird der Außenkreis von φ25 mit einem Spielraum von 0,08 mm grob bearbeitet, und schließlich wird der Außenkreis von φ25 mm fertigbearbeitet. Das spezifische Bearbeitungsverfahren ist in Tabelle 7-11 dargestellt.
Danach wird der φ25-mm-Außenkreis zur Ausrichtung mit einer Kupferunterlage eingespannt, und dann wird der φ22-mm-Außenkreis fertigbearbeitet. Das verwendete Werkzeug ist das zylindrische Präzisionsbearbeitungswerkzeug mit positivem Versatz (T03). Die Bearbeitungsschritte sind wie folgt: Zuerst wird der φ22mm-Außenkreis fertiggestellt, und dann wird der φ60mm-Außenkreis fertiggestellt. Einzelheiten zu den Bearbeitungsverfahren finden Sie in den Tabellen 7-12.
![图片[27]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_26.png)
![图片[28]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_27.png)
![图片[29]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_28.png)
![图片[30]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_29.png)
![图片[31]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_30.png)
![图片[32]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_31.png)
Der φ50-mm-Außenkreis wird eingespannt, und die Ausrichtungsarbeiten werden durchgeführt. Danach werden nacheinander die Schruppbearbeitung des φ34mm-Außenkreises, die Bearbeitung des φ42mm-Außenkreises und das Schneiden der 2×0,5-Nut durchgeführt. Dabei werden ein Werkzeug mit positivem Versatz (T01) für die Außenbearbeitung und ein Werkzeug mit einer Breite von 2 mm (T02) zum Einstechen verwendet.
Die Schruppbearbeitung erfolgt am Außenkreis von φ42 mm mit Spielraum, gefolgt von der Schruppbearbeitung des Außenkreises von φ34 mm mit Spielraum, dann die Schlichtbearbeitung des Außenkreises von φ42 mm, gefolgt vom Einstechen und schließlich das Abstechen des Werkstücks, und die entsprechenden Bearbeitungsverfahren sind in den Tabellen 7-15 detailliert dargestellt.
Nach Durchführung der oben genannten Schritte wird der Außenkreis mit einem Durchmesser von φ34 mm mit den weichen Backen eingespannt und die Innenbohrung wird bearbeitet. Zu den verwendeten Werkzeugen gehören ein 45°-Planfräser mit der Nummer T01, ein Bohrungsdrehwerkzeug mit der Nummer T02 und ein Einstechwerkzeug mit der Nummer T03 mit einer Breite von 4 mm. Das Bearbeitungsverfahren ist wie folgt: Zuerst wird die Stirnfläche bearbeitet, dann wird die Bohrung mit einem Durchmesser von φ22 mm grob bearbeitet, dann wird die Bohrung mit einem Durchmesser von φ22 mm fein bearbeitet, und schließlich wird das Einstechen durchgeführt, und die Größe des Einstechens ist φ24×16. Das spezifische Bearbeitungsverfahren ist in Tabelle 7-16 zu sehen.
Als nächstes wird das Werkstück auf den Dorn gesetzt und mit zwei Zentrierspitzen eingespannt, dann wird der Außenkreis mit einem Durchmesser von φ34 mm fertiggedreht, und das verwendete Werkzeug ist das Schlichtwerkzeug T01, und der Bearbeitungsschritt besteht nur darin, den Außenkreis von φ34 mm fertigzudrehen, und das spezifische Bearbeitungsverfahren ist in Tabelle 7-17 zu sehen.
![图片[33]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_32.png)
![图片[34]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_33.png)
![图片[35]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_34.png)
![图片[36]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_35.png)
![图片[37]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_36.png)
![图片[38]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_37.png)
![图片[39]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_38.png)
![图片[40]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_39.png)
2. die Auswahl der geeigneten Werkzeugmaschinen
Auswahl des wirtschaftlichen Typs gemäß den in der Teilezeichnung festgelegten Anforderungen.CNC-DrehmaschineWir waren in der Lage, die Anforderungen an die Bearbeitung zu erfüllen, und haben uns daher für eine CNC-Horizontaldrehmaschine entschieden.
3. die Auswahl der Werkzeuge
Je nach Bearbeitungsanforderung und um sicherzustellen, dass es während der Bearbeitung nicht zu einer Beeinträchtigung zwischen Werkzeug und Werkstück kommt, wird für die Schrupp- und Schlichtbearbeitung ein spitzer Außendrehmeißel oder ein Außendrehmeißel mit wendbarem Maschinenfutter gewählt.
4. die Schnittmenge bestimmen
Wie für die spezifischen Werte im Zusammenhang mit der Schnittmenge, müssen Sie die Leistung der Werkzeugmaschine mit den einschlägigen Handbüchern, gepaart mit praktischer Erfahrung zu korrelieren, so dass eine umfassende Beurteilung, die spezifischen Details, gehen Sie auf das Bearbeitungsprogramm zu sehen.
5. das Werkstück-Koordinatensystem, die Werkzeug-Einstellpunkte und die Werkzeugwechselpunkte zu bestimmen.
Wir nehmen den Schnittpunkt O der rechten Stirnfläche des Werkstücks mit der Achsenlinie als Ursprung des Werkstücks, auf dessen Grundlage das XOZ-Koordinatensystem des Werkstücks konstruiert wird, wie in Abbildung 2-20 gezeigt. Bei der manuellen Werkzeugeinstellung setzen wir den Schnittpunkt A der rechten Stirnfläche des Werkstücks und der zylindrischen Fläche des Rohlings als Werkzeugeinstellungspunkt, wie in Abbildung 2-20 gezeigt. Unmittelbar danach verwenden wir die MDI-Methode zur Steuerung der Maschine und befolgen diese spezifischen Schritte:
1) Zurück zum Referenzpunktbetrieb
Mit Hilfe von ZERO (Rückkehr zum Referenzpunkt) kehren wir zum Referenzpunkt zurück und konstruieren so das Maschinenkoordinatensystem.
2)Testschnitt gegen das Messer
Lassen Sie die Spindel die positive Drehung ausführen, bringen Sie die Spitze des ausgewählten Drehwerkzeugs in die Nähe der rechten Endfläche des Werkstücks, dann drücken Sie die Taste zum Setzen des Programmier-Nullpunkts, zu diesem Zeitpunkt wird der X-, Z-Koordinatenwert, der auf dem CRT-Bildschirm angezeigt wird, auf Null gelöscht, d.h. es wird X0, Z0 angezeigt, dann führen Sie das Rückzugswerkzeug aus und machen Sie einen Schnitt auf der äußeren Oberfläche des Werkstücks, um die X-Abmessung unverändert zu halten, und führen Sie gleichzeitig das Rückzugswerkzeug in der Z-Richtung aus, wenn der Z-Koordinatenwert, der auf der CRT angezeigt wird, Null ist, drücken Sie die Taste zum Setzen des Programmier-Nullpunkts erneut, der CRT-Bildschirm zeigt wieder den X-, Z-Koordinatenwert an, der auf Null gelöscht wird, d.h. X0, Z0. Wenn der auf der Kathodenstrahlröhre angezeigte Z-Koordinatenwert Null ist, drücken Sie die Taste zum erneuten Setzen des Programmier-Nullpunkts, auf dem Bildschirm der Kathodenstrahlröhre wird wieder der X-, Z-Koordinatenwert Null angezeigt, d. h. X0, Z0. Auf diese Weise erreicht das System die Einstellung des Programmier-Nullpunkts, d. h. der Werkzeug-Einstellpunkt A wird als Programmier-Nullpunkt festgelegt, wodurch das XAZ′-Werkstückkoordinatensystem aufgebaut wird. Schließlich wird die Drehung der Spindel gestoppt und der Außendurchmesser D des Werkstücks gemessen, und wenn D gemessen wird, ist er φ55㎜.
3)Werkstück-Koordinatensystem einrichten
Nach Abschluss der Werkzeugeinstellung ist klar, dass sich die Werkzeugspitze (der entsprechende Punkt des Drehmeißels) nun dort befindet, wo sich der Nullpunkt der Programmierung befindet, also der Punkt A der Werkzeugeinstellung. Um die Programmierung zu vereinfachen, haben wir den Schnittpunkt O zwischen der rechten Stirnseite des Werkstücks und der Achse als Ursprung des Werkstücks gewählt und auf dieser Grundlage das Werkstückkoordinatensystem XOZ konstruiert. Durch die Ausführung des Programms G92 X27.5 Z0 aktualisiert das CNC-System sofort die Anzeige auf dem CRT-Bildschirm, um die aktuelle Position der Werkzeugspitze im XOZ-Werkstückkoordinatensystem anzuzeigen, d.h. der X-Koordinatenwert ist 27,5, der Y-Koordinatenwert ist 0. Dies zeigt, dass das CNC-System bereits das ursprüngliche XAZ′-Werkstückkoordinatensystem durch die Verwendung des neu eingerichteten XOZ-Werkstückkoordinatensystems ersetzt hat.
Der Werkzeugwechselpunkt wird im Werkstückkoordinatensystem XOZ festgelegt, das sich an der Position X15 und auch an der Position Z150 befindet.
6. programmieren
Wir in Übereinstimmung mit dem Befehlscode der Drehmaschine und das Format des Programmsegments, die Bearbeitung des Teils eines ganzen Prozesses wurde sorgfältig in eine Programmliste für das Werkstück geschrieben, seine Bearbeitung Verfahren sind wie folgt, ist es wichtig zu beachten, dass dieses System in der X-Richtung in den Radius der Programmierung Methode Oh verwendet wird:
![图片[41]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_40.png)
![图片[42]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_41.png)
![图片[43]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_42.png)
![图片[44]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_43.png)
![图片[45]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_44.png)
![图片[46]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_45.png)
Wir haben für Sie 30 sorgfältig ausgewählte Beispiele zusammengestellt und hoffen, dass Ihnen diese Beispiele helfen werden.













Keine Kommentare