
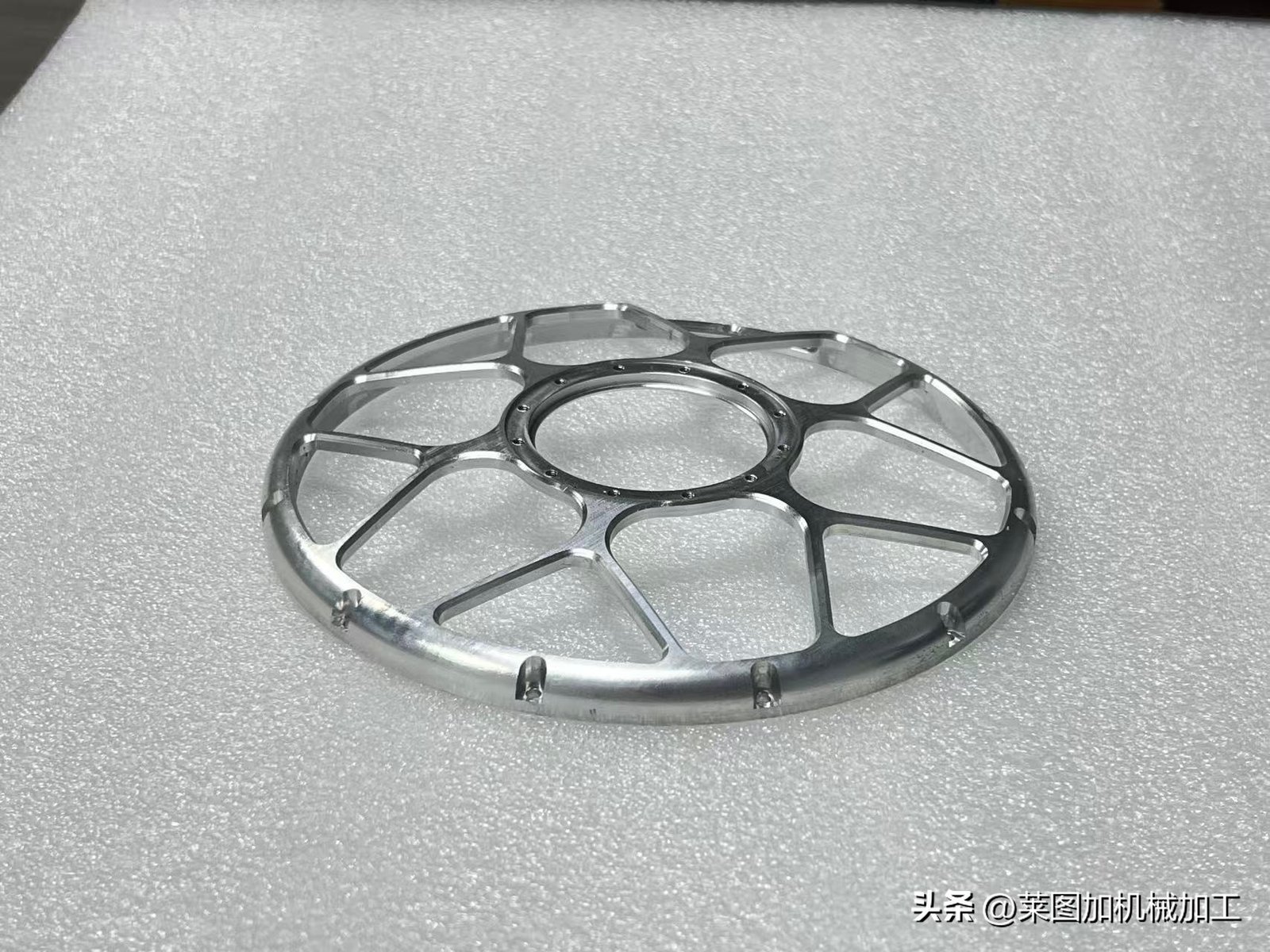
In der Forschungs- und Entwicklungskette von humanoiden Robotern ist Leichtbau das ewige Thema. Um den Motor zu entlasten und Platz für die Reichweite zu schaffen, sind die Ingenieure bestrebt, jedes Bauteil aus Aluminiumlegierung auszuhöhlen, so dass ultradünne Teile mit Wandstärken von 0,5 bis 1,0 mm zur Norm geworden sind.
Aber für diejenigen, die sich mit Zerspanungsarbeiten beschäftigen, ist diese Art von Teilen im Allgemeinen ein “Alptraum”. In der Werkstatt gibt es ein Sprichwort, das besagt, dass dünnwandige Teile nicht durch normale Bearbeitung entstehen, sondern dass man sie völlig “überreden” muss, ihre Form anzunehmen. Wenn man es nur eingespannt hat, ist es vielleicht blitzschnell flach geworden; wenn man es gerade geschnitten hat, hat es sich vielleicht sofort verzogen.
Was Sie verarbeiten, kann eine “Illusion” von Größe sein.
Viele Ingenieure auf der Junior-Ebene wird über eine sehr seltsame Situation zu kommen, das heißt, nach der Installation des Teils auf der Werkzeugmaschine, die Verwendung von extrem hoher Präzision Mikrometer zu messen gefunden werden kann, die Größe der genauen in dem Maße, dass die Fehlermarge ist nur 0,01 mm. Doch unerwartet, sobald das Teil aus dem Schraubstock freigegeben wird, wird das Teil sofort um 10 Fäden schrumpfen, das heißt, um 0,1 mm.
Die zugrunde liegende Logik lautet: linearer elastischer Rückprall.
Die Steifigkeit der dünnwandigen Teile ist extrem schlecht, unter der Wirkung der Spannkraft, hat es das bloße Auge schwer zu sehen, die Extrusion Verformung, Sie sind in den Teilen “abgeflacht” in diesem Zustand unter der Standard-Größe des Schnittes, und so auf den Rückzug der äußeren Kraft, die Teile Rebound, Ihre harte Arbeit und die Genauigkeit der Bearbeitung und kommen sofort zu nichts.
Durch die Suzhou Garfield CatPräzisionsfertigungAuf der Grundlage unserer 15-jährigen Erfahrung mit der Leituga Technology (Leituga) haben wir ein “Formkontrollprogramm” entwickelt, das aus drei verschiedenen Methoden zur Festlegung von Toleranzen besteht.

Kontrolle der Form des Prozesses der “inneren Stärke”: zuerst “loser Knochen” und dann “Facelift”, Zähmung der Eigenspannungen
Werkstoffe wie 6061 oder 7075, die üblicherweise für Rohlinge aus Aluminiumlegierungen verwendet werden, sind keine statischen Eigengewichte, sondern weisen in ihrem Inneren enorme Eigenspannungen auf, die sich während der Herstellung der Rohlinge, des Strangpressens und der Wärmebehandlung bilden und sich in einem empfindlichen Gleichgewichtszustand befinden.
1. der “Schmetterlingseffekt” des Stressabbaus”
Wenn 80 Prozent des Materials abgeschnitten werden, wird die Kraft, die im ziehenden Gleichgewichtszustand war, gebrochen, und das Teil wird wie ein auseinandergezogener Bogen sein, der während des Schneidprozesses weiter kriecht, und wenn es direkt in einem Atemzug auf die fertige Größe bearbeitet wird, kann das Teil am nächsten Tag wie ein “Twist” gebogen sein.
2. das Programm: vollständige Trennung von Schruppen und Schlichten
Wir setzen den Grundsatz der “Stufenfreigabe” durch:
Schruppen ist ein Arbeitsgang, bei dem ein großer Teil des Aufmaßes mit einem großen Vorschub entfernt wird. Während dieses Vorgangs wird das Teil stark verformt, was aber kein Grund zur Sorge ist, sondern in diesem Zustand belassen wird.
In der Zwischenphase der Alterung wird das Teil entlastet und für 24 Stunden in eine Umgebung mit konstanter Temperatur gebracht, wo es entweder natürlich altert oder künstlich thermisch gealtert wird. Dies dient dazu, die Spannungen im Inneren des Teils ohne Einschränkungen “vollständig freizusetzen”.

Bei der Endbearbeitung ist das Teil bereits in einen stabilen Zustand überführt worden, und dann führen wir den Einspannvorgang erneut durch, wobei wir nur die restlichen 0,2 mm des Kantenmaterials entfernen, und da die Schnittmenge extrem gering ist, sind die neu entstehenden Spannungen fast vernachlässigbar, und die Genauigkeit bleibt natürlich erhalten.
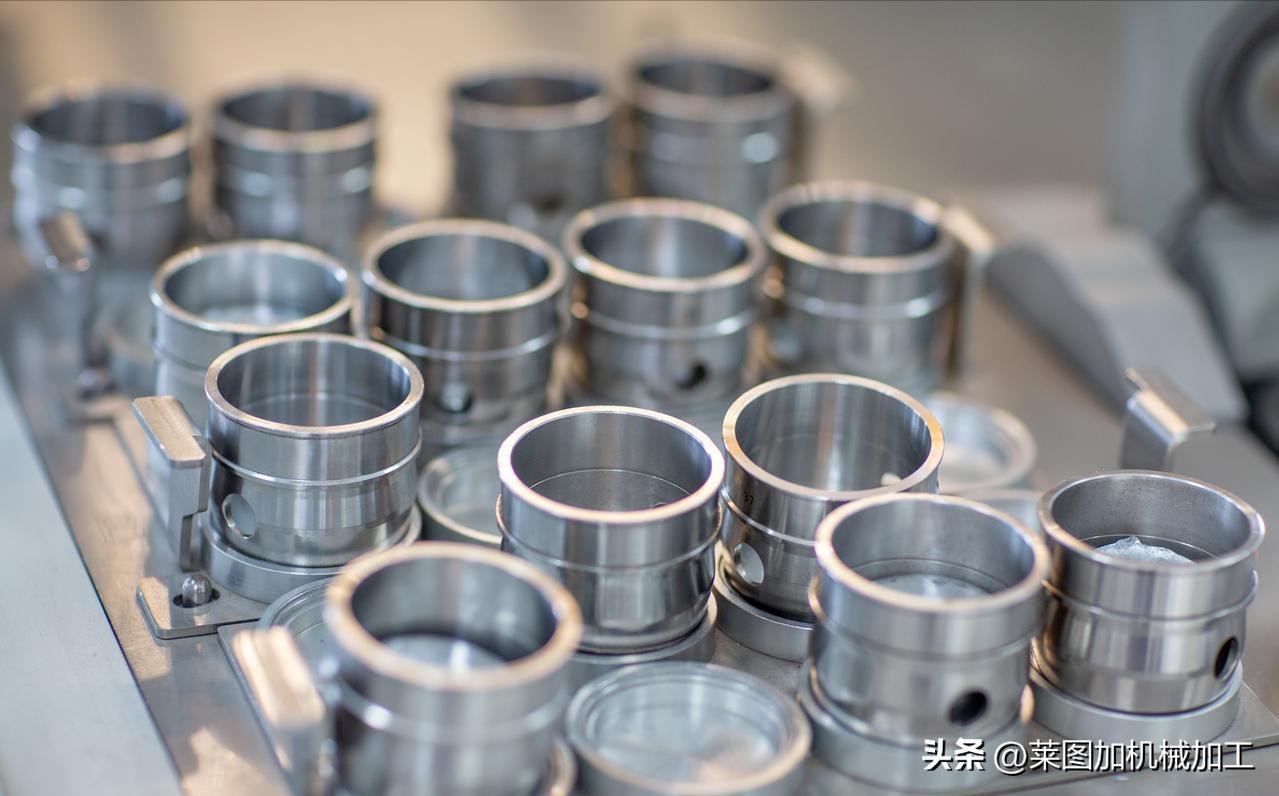
Die “äußere Kraft” des Formkontrollverfahrens: von der “Zwei-Punkt-Klemmung” zur “sanften 360-Grad-Umarmung”.”
Für dünnwandige Teile ist der traditionelle Schraubstock oder das Dreibackenfutter ein “natürlicher Feind”, da die punktuelle Kraftkonzentration den dünnwandigen Ring direkt zu einem “Dreieck” oder “Oval” werden lässt. "Oval".
1. programm: Allumfassende weiche Krallen mit Wellenschliff
Für jedes Gelenkgehäuse fertigen wir ein Paar fächerförmiger, weicher Klauen an, die den Außenkreis des Teils rundherum umschließen, ohne dass etwas zurückbleibt, und zwar in einem 360-Grad-Winkel, ohne dass ein toter Winkel entsteht.
Physikalische und logische Operationen zur Umwandlung konzentrierter Lasten in gleichmäßig verteilte Lasten, die gleiche Art von Spannkraft, verteilt über den gesamten Umfang, mit extrem geringen Kräften pro Flächeneinheit, zusammen mit Druckreduzierventilen zur Steuerung des Luftdrucks, gewährleisten, dass sich das Werkstück während der Bearbeitung in einem möglichst natürlichen geometrischen Zustand befindet.
2. fortgeschrittenes Programm: Phasenwechsel-Unterstützungsprozess (Füller)
Bei manchen Teilen, d.h. bei geformten, dünnwandigen und innen überhängenden Teilen, ist es schwierig, das Problem allein durch Außenspannen zu lösen. In solchen Fällen setzen wir die so genannte “ultimative Waffe” ein:
Geschmolzene Legierungen mit niedrigem Schmelzpunkt oder industrielle Wachsfüller werden in die inneren Hohlräume der Teile gespritzt, und wenn sie erstarren, verwandeln sich die dünnwandigen Teile in einem Augenblick in so genannte “feste Teile”. Die Steifigkeit des Teils nimmt drastisch zu und die durch die Zerspanung verursachten Vibrationen werden vollständig absorbiert. Nach der Bearbeitung können sie durch einfaches Erwärmen ohne Beschädigung wiederhergestellt werden.
Das “Mikro” des Formkontrollverfahrens: Hochgeschwindigkeits-Lichtschneiden, die Hitze mit den Eisenspänen “abziehen” lassen.”
Bei dünnwandigen Teilen, die sehr empfindlich auf die Schneidewärme reagieren, haben Aluminiumlegierungen einen großen Wärmeausdehnungskoeffizienten, und sobald die lokale Temperatur um 20 Grad ansteigt, können die Abmessungen um zwei Fäden abnehmen.
1. programm: hohe Geschwindigkeit, kleine Vorschübe, Multifrequenz
In der Regel verwenden wir Hochgeschwindigkeitsspindeln mit mehr als 15.000 Umdrehungen pro Minute in Verbindung mit scharfen diamantbeschichteten Werkzeugen, wobei die Werkzeuge DLC-beschichtet sind.
Schnelles Schneiden und Ausdünnen zu erhalten: der Kern Logik liegt in der “Schneiden Wärmeübertragung Hysterese-Eigenschaften”, in der Wärme noch nicht die Möglichkeit hatte, auf das Teil selbst zu führen, wird bereits High-Speed-Flug weg von dem Chip zu nehmen, 90 Prozent der Wärmeenergie zusammen mit dem Chip zu verlassen, sind die Teile immer in der Raumtemperatur Zustand gehalten.
2. die Optimierung der Werkzeuggeometrie
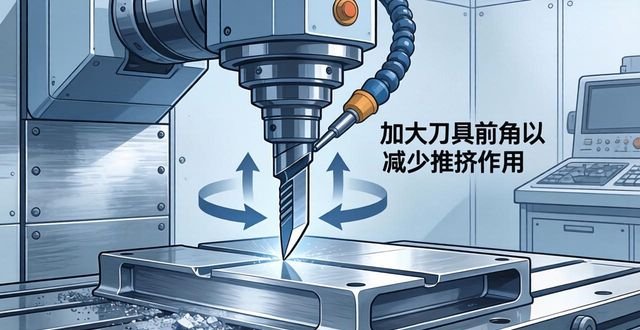
Wir erhöhen gezielt den Spanwinkel des Werkzeugs, so dass die Schneide so scharf wie ein Skalpell ist, was den “Push”-Effekt beim Schneiden minimiert und somit die radialen Schnittkräfte reduziert.
Ehrlicher Rat eines Ingenieurs: Wie passt die FuE-Phase dazu?
Bei der Zusammenarbeit mit dem Entwicklungsteam des humanoiden Roboters stellten wir fest, dass viele der Verformungen bereits in der Entwurfsphase vermieden werden konnten.
Prozesslaschen werden hinzugefügt, um eine temporäre Verstärkung hinzuzufügen, ohne den Bewegungsraum zu beeinträchtigen, und werden nach Abschluss der Bearbeitung entfernt.
Vermeiden Sie scharfe Innenecken, Innenecken so weit wie möglich, um den R-Winkel zu verlassen, und der R-Winkel muss mehr als 0,5 betragen, um Spannungskonzentrationen zu vermeiden.
Die Prognose für die Materialauswahl lautet, dass bei extrem hohen Anforderungen an die Stabilität vorgezogene Aluminiumbleche des Typs 6061-T651 verwendet werden, die teilweise spannungsarmgeglüht werden, bevor sie ins Feld gehen.

am Ende schreiben
Bei der Bearbeitung dünnwandiger Teile für humanoide Roboter kommt es nicht darauf an, wer die teureren Werkzeugmaschinen hat, sondern wer die Eigenschaften des Materials besser kennt.
In Suzhou Kafka Cat Precision Manufacturing Technology Co, Ltd, die auch als Letuga bekannt ist, haben wir 15 Jahre der Akkumulation der zugrunde liegenden Präzisionsfertigung Bereich durch die Anhäufung von verwandten ausgefällt, haben wir nicht nur eine Fünf-Achsen-CNC, sowie Fräsen-Drehen Composite-Center, und eine komplette Reihe von kompletten Prozess SOPs für die Teile der humanoiden Roboter.
Genauigkeitsindex: Die Toleranz von dünnwandigen Teilen wird auf ±0,01 mm kontrolliert.
Flexible Lieferung: Unterstützung der Inbetriebnahme von 1 Stück, um den Anforderungen der hochfrequenten Iteration der Roboterentwicklung gerecht zu werden.
Extrem schnelle Reaktionszeit, 3 Tage für die Bemusterung, 5 bis 10 Tage für die Lieferung von Kleinserien, so dass Ihr Prototyp Debugging wird nicht zu Verzögerungen bei der Verarbeitung Teile.
Wenn Sie über eine Zeichnung eines solchen dünnwandigen Teils verfügen, können Sie sich gerne an uns wenden. Wir helfen Ihnen mit Spannlösungen, Spannungsberechnungen und Werkzeugwegen auf allen Ebenen des Prozesses.













Keine Kommentare